

Как сделать улитковый трубогиб?
Самостоятельное изготовление улиткового трубогиба может показаться сложным. В действительности, это устройство собрать не труднее, чем роликовый трубогиб. Процесс отличается только используемыми деталями и временем сборки.
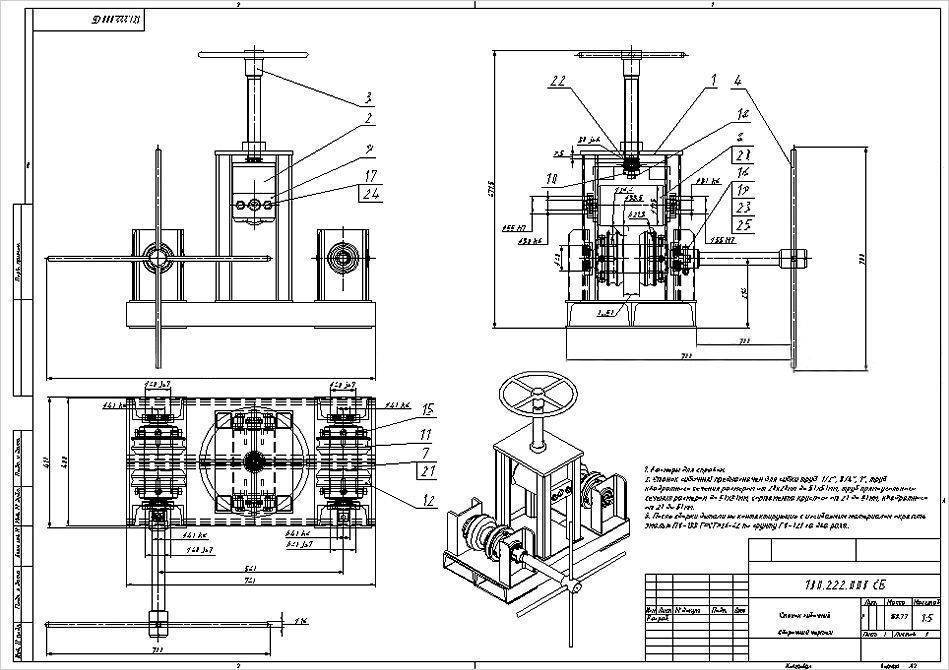
Улитковый трубогиб позволяет выгибать профиль по всей длине сразу, а не только в одном месте. За это свойство он получил популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый роликовый трубогиб не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, то предложенные материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба понадобятся:
- Швеллер – 1 метр.
- Листовое железо.
- Три вала.
- Две звездочки.
- Металлическая цепь.
- Шесть подшипников.
- Металлическая 0,5-дюймовая труба для изготовления воротов – 2 метра.
- Втулка с внутренней резьбой.
- Прижимной винт.
Особенное внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звёздочки можно взять от старых велосипедов, но они должны быть абсолютно одинаковые по размерам
Перед выбором и покупкой всех материалов нужно нарисовать чертеж со схематичным изображением всех элементов конструкции, чтобы не докупать их в процессе изготовления трубогиба.
Процесс сборки улиткового трубогиба
Сборка любого оборудования начинается с составления чертежной схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы в фотоинструкции:
- Сварить основание инструмента из двух параллельно расположенных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Одеть на валы подшипники и приварить две таких конструкции к основанию. Желательно ограничить валы металлическими планками или расположить их во внутренней полости швеллеров.
- Одеть звездочки и приварить их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие прижимного механизма.
- Одеть подшипники на прижимной вал и собрать конструкцию пресса с боковыми ограничителями из планок или швеллеров.
- Сделать основание для втулки и приварить её к пластине. Вкрутить прижимной винт.
- Приварить к верхнему краю прижимного винта и к ведущему валу ворот из труб.
- Смазать подшипники машинным маслом.
Несколько полезных советов:
После сборки трубогиба и его испытаний можно покрасить конструкцию антикоррозийной краской для лучшей сохранности сварочных швов. Чтобы повысить удобство работы, к направляющим дополнительно прикрепляется пружина для возврата пресса в верхнее положение.
Как согнуть трубу без трубогиба (лайфхак)
Самый простой способ заключается в фиксации трубы в неподвижных опорах типа тисков. Теперь можно руками выполнить изгиб, благодаря физической силе. Но это сложно и потребует большого напряжения, а точность не гарантирована. Высока вероятность порчи материала или уменьшения поперечного сечения трубы в месте, где она согнута.
Теперь мы осознали, что такое трубогиб и для чего используется. Рассмотрели виды и методы изготовления своими руками. Разобрались в нюансах эксплуатации множества моделей и выделили положительные и отрицательные стороны популярных способов сгибания труб.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
Так выглядит станина в приваренными стойками для крепления подвижного ролика
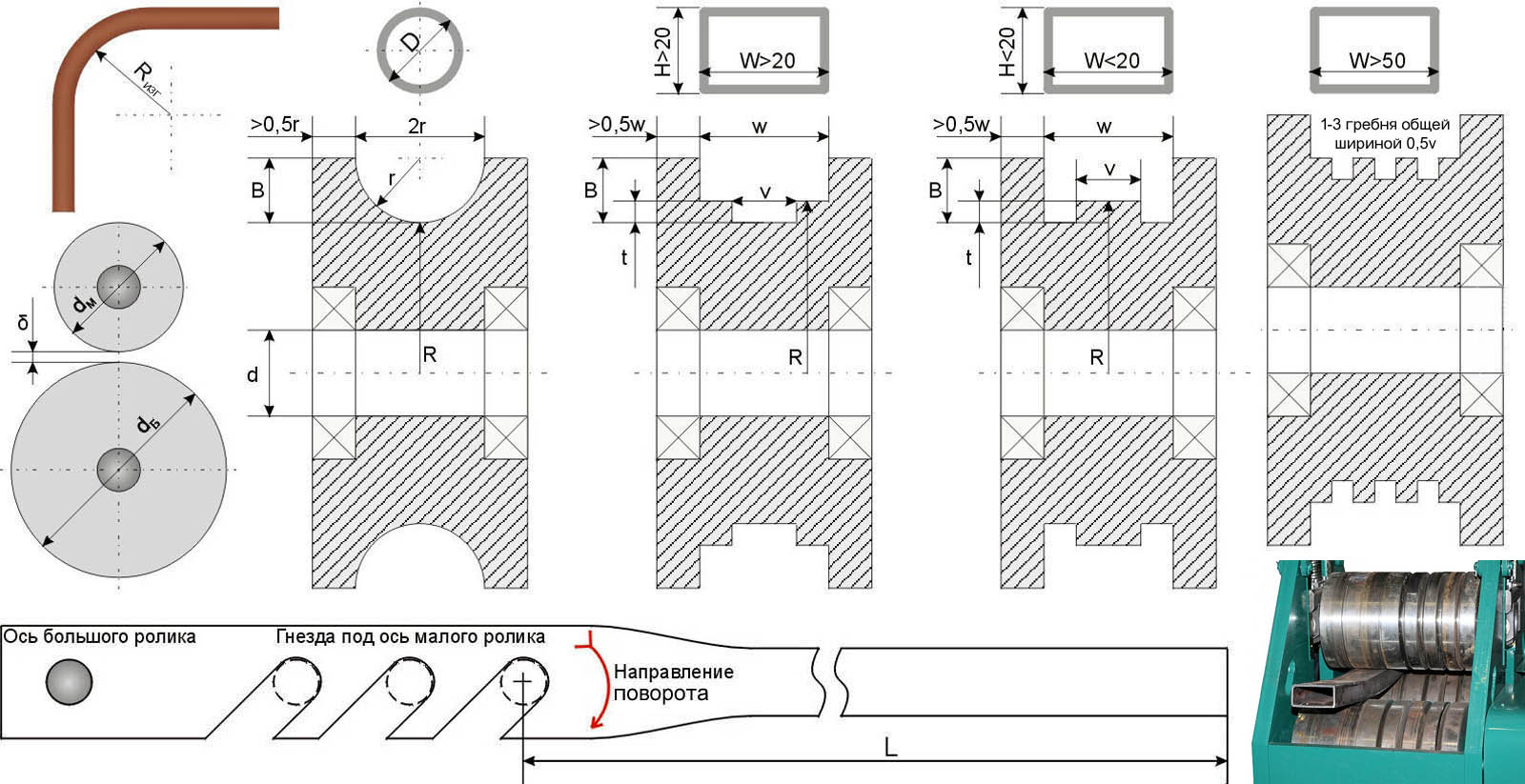
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.
 Ролики для гибки профильной трубы разной ширины
Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Как согнуть профтрубу с помощью трубогиба
Смысл работы подобных устройств заключается в растяжке холодным методом. В процессе данной процедуры центр трубы смещается в сторону полученного изгиба, что исключает риск появления трещин и других повреждений на поверхности профтрубы. Трубная конструкция сохраняет прочность и другие немаловажные эксплуатационные показатели.
колесо прижимается сверху к трубев обратном направлении.
Среди усовершенствованных моделей профилегибов можно выделить оборудование с электроприводом. На таком устройстве необходимо только нажимать кнопку, которая приводит профилегиб в действие, и удерживать профтрубу в нужном положении. Электрический профилегиб чаще всего применяют для гибки труб с большим радиусом.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
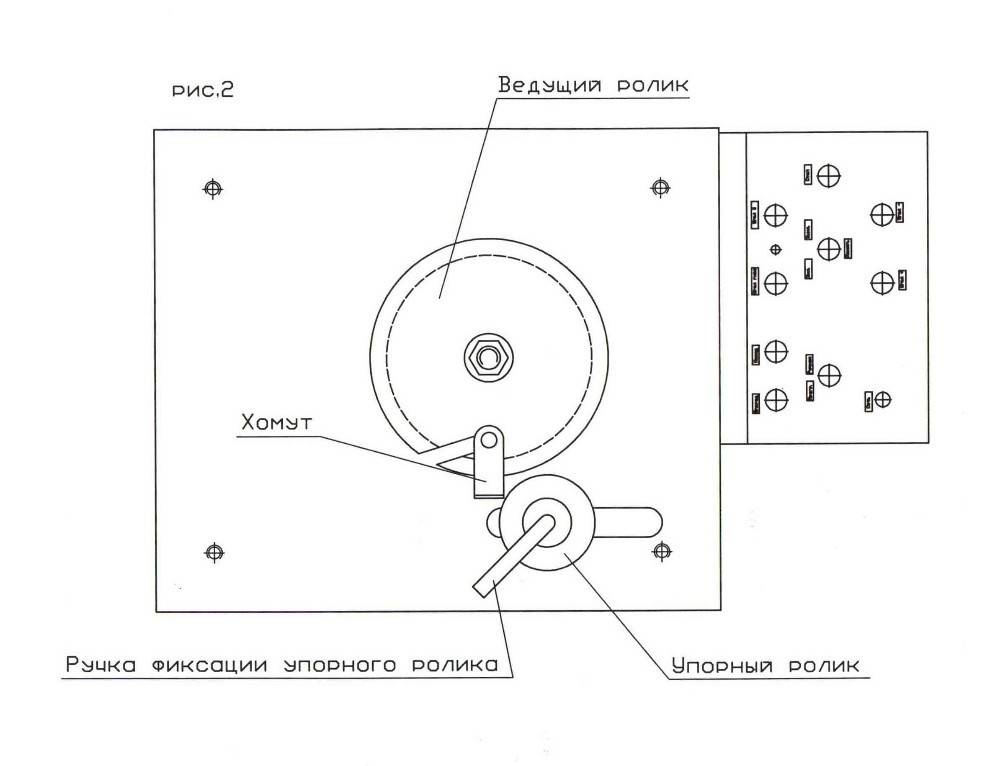
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Необходимость использования и стоимость промышленных трубогибов
Решая, как согнуть профильную трубу, неопытные мастера нередко прибегают к ручному механическому сгибанию, для чего используются примитивные конструкции в виде опорных штырей, забитых в бетонную плиту, по лекалу которых сгибается труба.
Однако данный способ имеет ряд существенных недостатков, основной из которых трудоемкость: профиль имеет повышенную прочность за счет наличия ребер жесткости — крайне сложно выполнить изгиб полагаясь лишь на физическую силу. Отметим, что прочность профиля уменьшается из-за ручной гибки, поскольку она сопровождается прикладыванием неравномерных усилий, что приводит к увеличению внутреннего напряжения в материале.

На строительном рынке представлено большое количество устройств для гибки профиля, однако они имеют непомерную стоимость, что не позволяет приобретать такие агрегаты для использования в домашних условиях. В качестве примера приводим среднюю цену на модели станков от лидирующей компании на рынке — фирмы TV:
- ручной трубогиб TV-2 -12 тыс. рублей;
- трубогиб электрический роликовый профилегиб TV-4 — 30 тыс;
- трубогиб электрический роликовый профилегиб TV-10 (двухсторонний) — 76 тыс.
Чтобы изготовить ручной станок в домашних условиях вам потребуется затратить на комплектующие материалы около 3-5 тысяч, при этом по эффективности он не будет уступать изделиям промышленного производства.
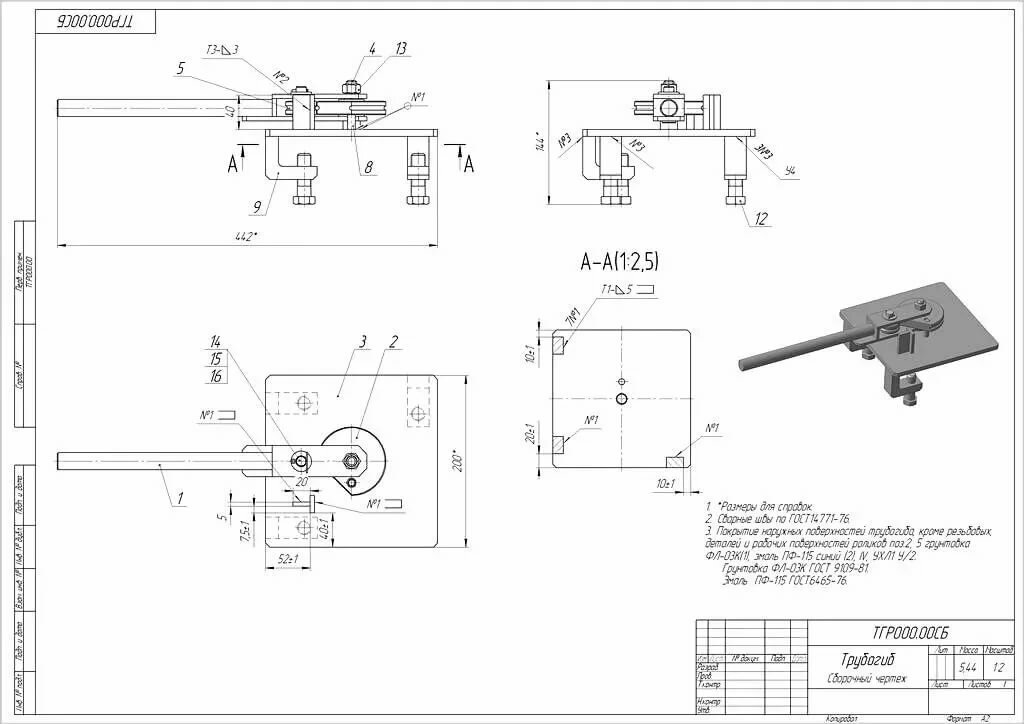
Делаем простой трубогиб своими руками
Предлагаем вашему вниманию инструкцию, следуя которой можно сделать ручной трубогиб профильной трубы своими руками. Изготовленный станок позволяет выполнять сгибание профиля сечением от 10*10 до 25*25 мм под углом 0-180 градусов.
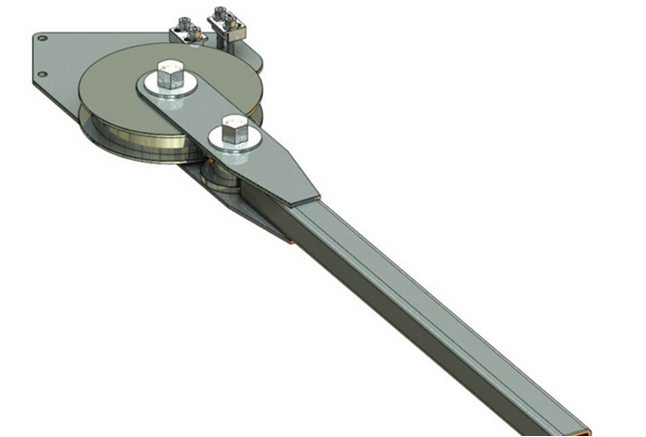
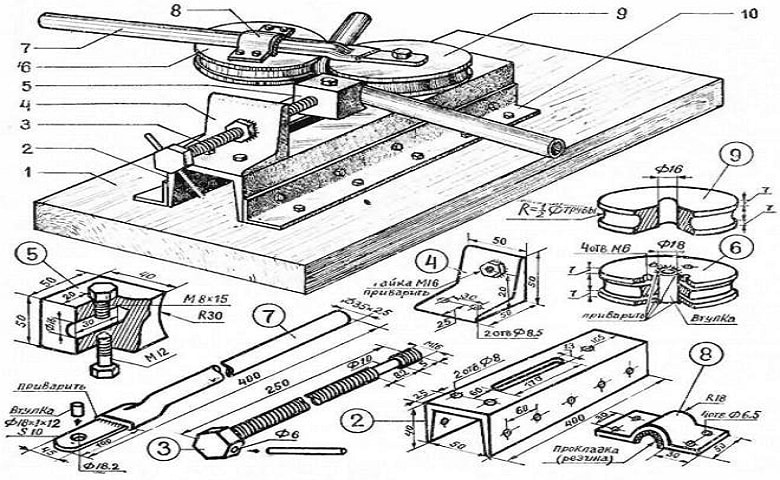
Внешний вид изготавливаемого инструмента
Это простейшая конструкция ручного трубогиба, для изготовления которого вам потребуются следующие материалы:
- крепежная планка с отверстием 30 мм в диаметре и 4-ма посадочными гнездами под шпильки М6;
- ручка для вращения, в качестве которой можно использовать использовать усиленный толстостенный квадратный профиль;
- большой ролик диаметром 173 мм;
- малый ролик диаметром 65 мм;
- ось для вращения роликов диаметром 30 мм и высотой 61 мм, с резьбой М14 на торцевой части;
- шайба С16 и гайка М16.
Крепежная планка под станок для гибки профильной трубы изготавливается из листового металла толщиной не менее 7 мм. В ней необходимо высверлить отверстия под установку оси вращения ролика и установку шпилек М6 (диаметр гнезд 8 мм), также на планке высверливаются отверстия под фиксирующие болты.
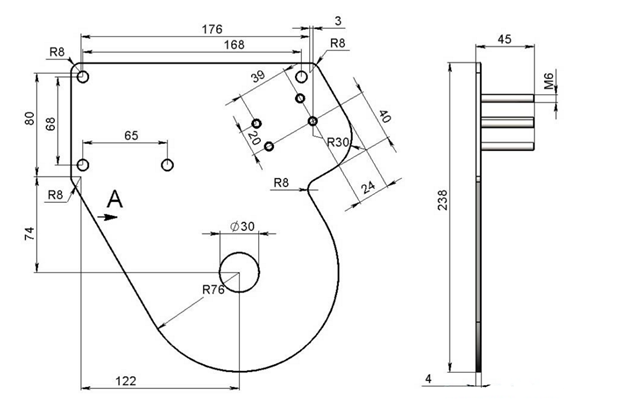
Схема крепежной планки
Ручка (рычаг) для прикладывания усилия на изгиб выполняется из квадратного профиля сечением 36*36 мм (толщина стенки 4 мм, к внутреннему торцу которого привариваются две пластины с отверстиями 30 мм под болты фиксации роликов. Учитывайте, что от длины ручки непосредственно зависит КПД работы. Впоследствии ее можно будет удлинить с помощью вставленного внутрь профиля лома.

Схема ручки трубогиба
Самодельный трубогиб для профильной трубы изготавливается по следующему алгоритму:
- На слесарном верстаке с помощью болтов М8 фиксируется крепежная планка. Верстак либо стол, на котором устанавливается приспособление, должен быть хорошо закреплен на полу во избежание сдвигов в процессе сгибания профиля.
- Между пластинами ручки размещается большой ролик, который насаживается на продетую в отверстие крепежную планку ось вращения и зажимается гайкой.
- Устанавливается и фиксируется ось малого ролика.
- В посадочных гнездах пластины крепятся шпильки М6, которые будут фиксировать крайнюю часть профиля в процессе изгиба. На шпильки устанавливаются крепежные пластины, подобранные в соответствии с размером профиля.
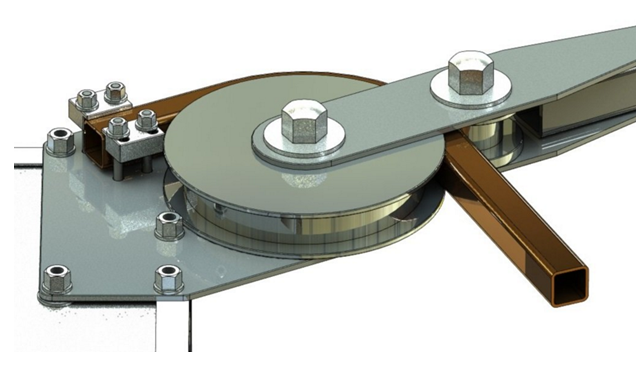
Трубогиб в работе
Как согнуть профильную трубу изготовленным приспособлением? Ручка трубогиба отводится в крайнее левое положение так, чтобы между крепежными пластинами и отверстием между роликами соблюдалась прямая ось. В посадочное гнездо вводится профильная труба и рычаг станка поворачивается до тех пор, пока изгиб не получит требуемый угол.
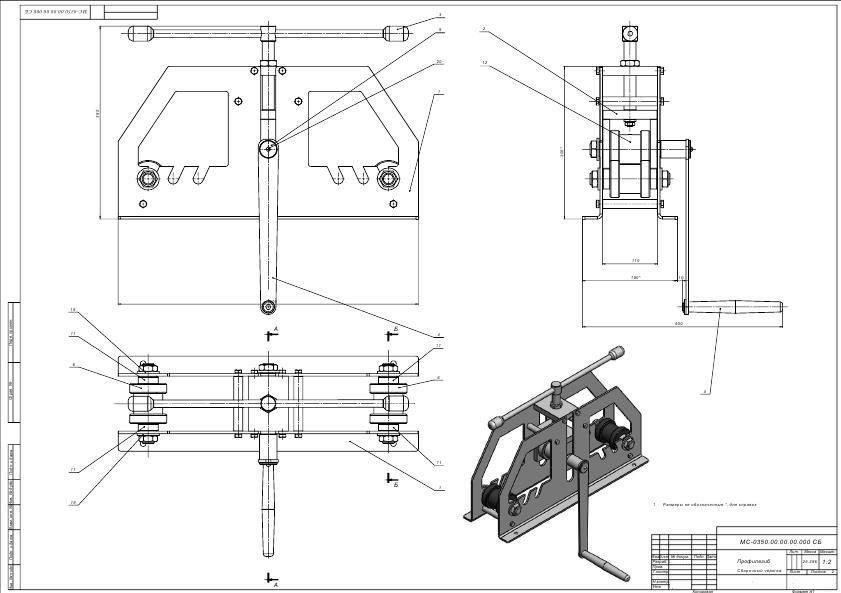
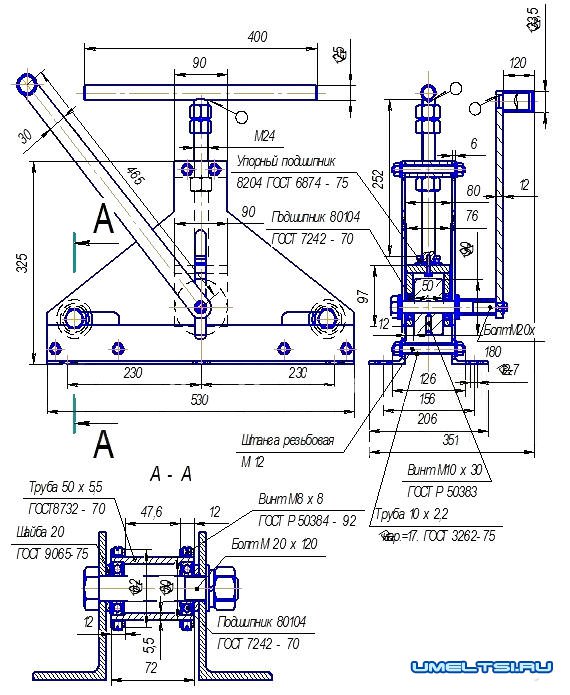
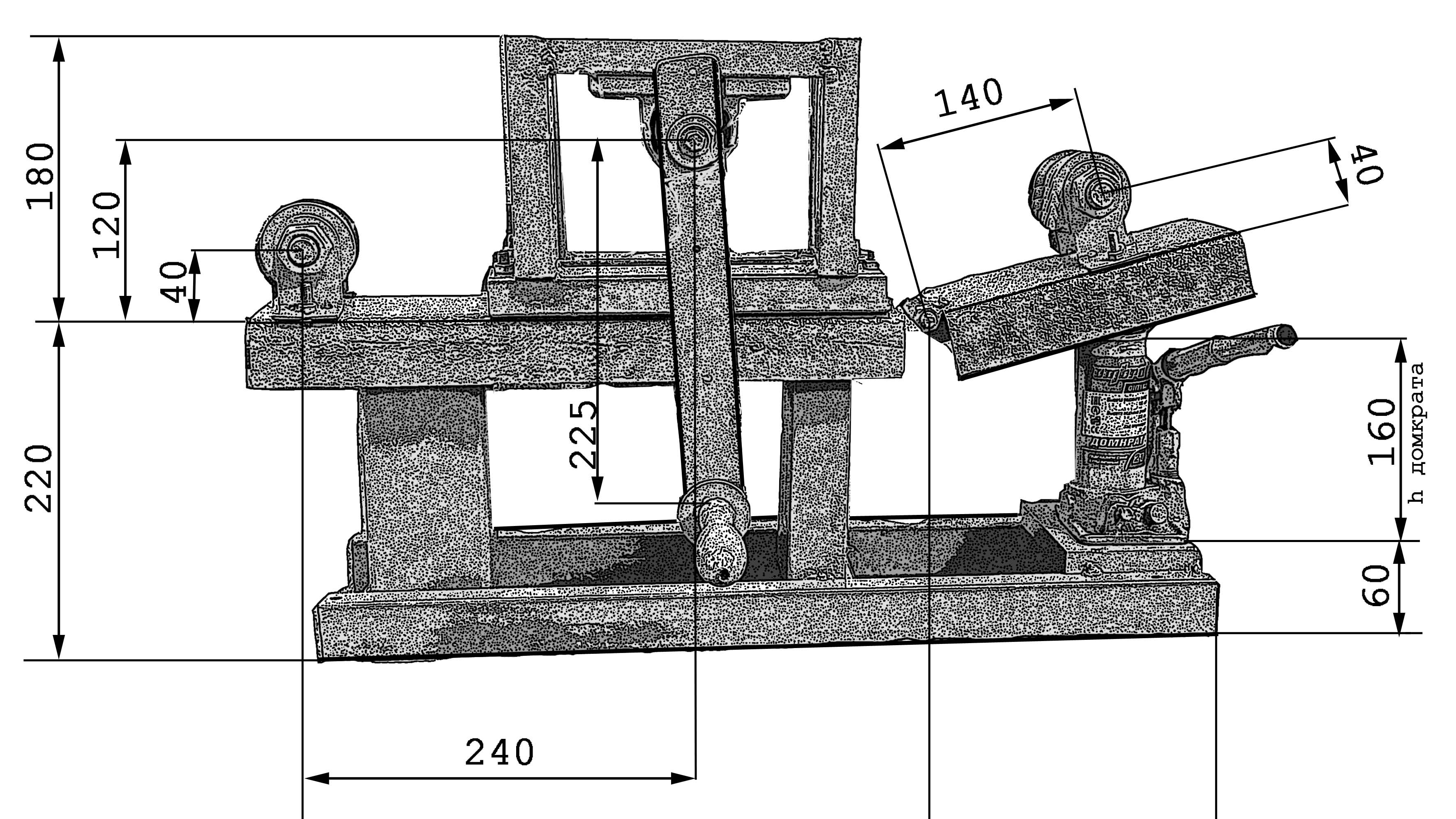
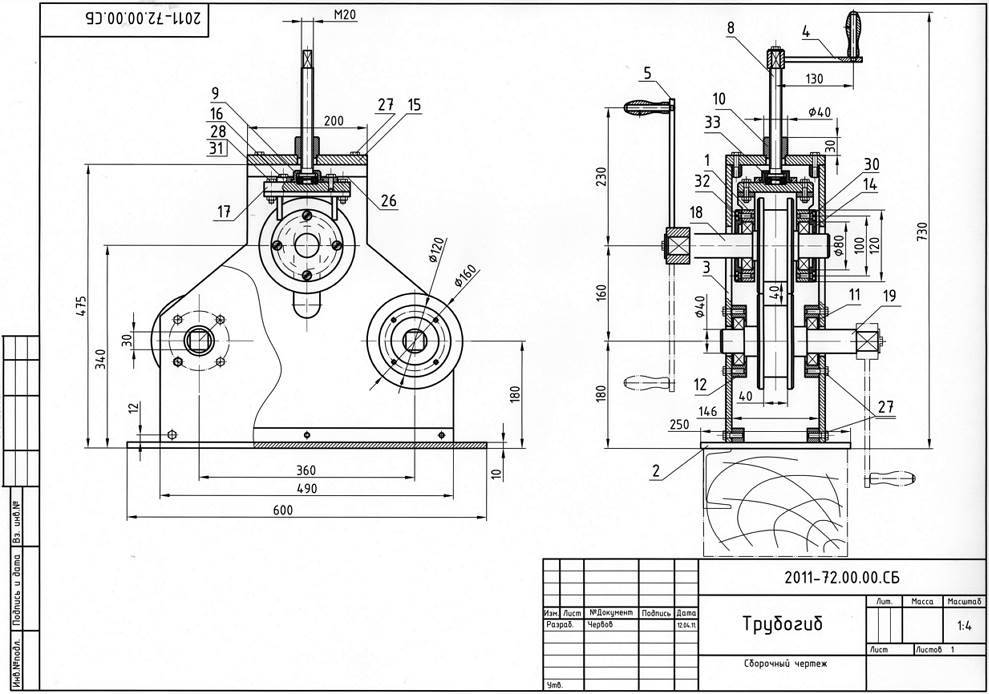
Станок для высокоточной гибки профиля
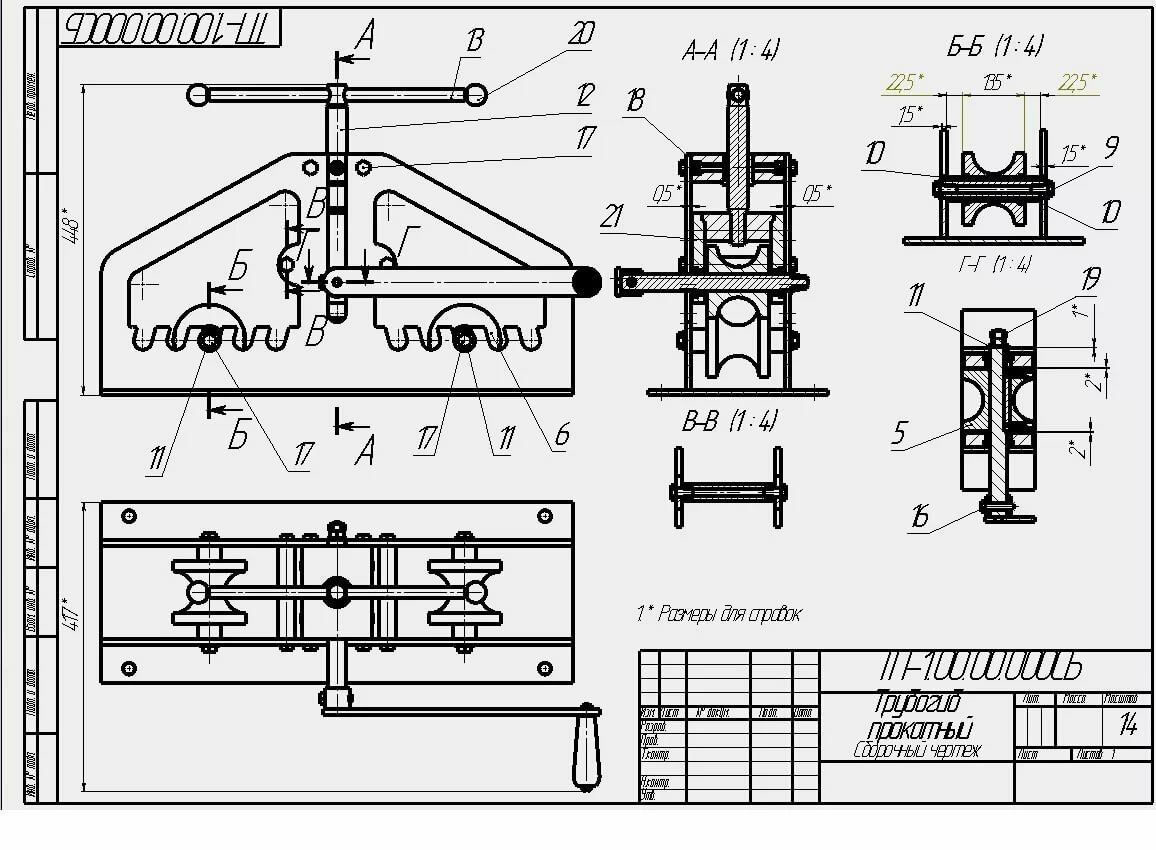
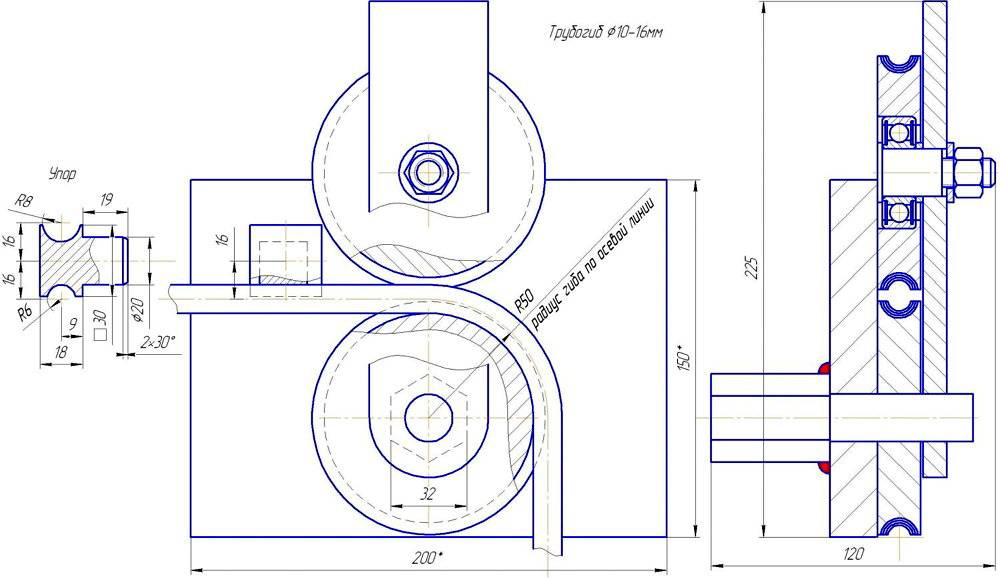
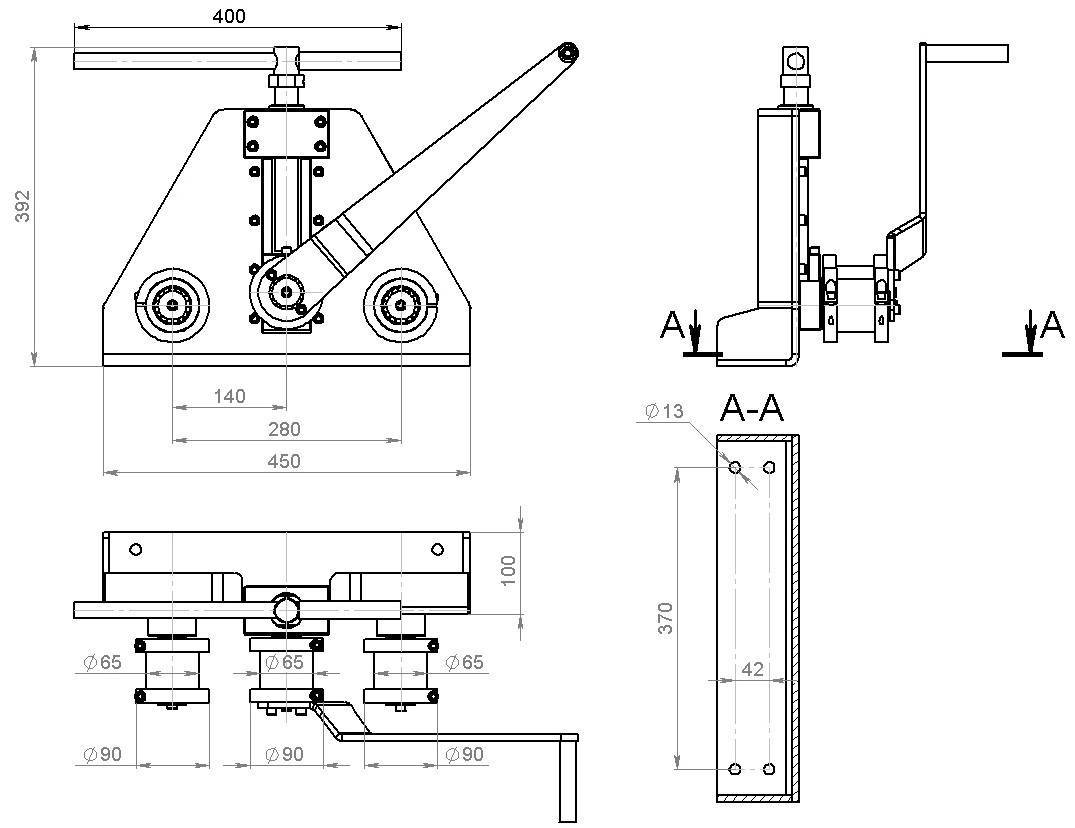
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.
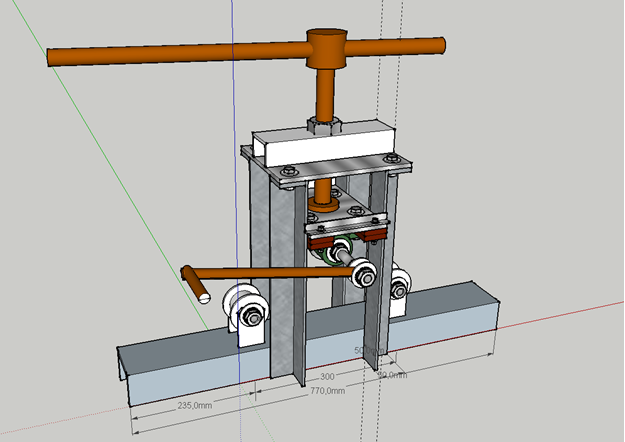
Схема станка-трубогиба
Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см.
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек — 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных ворот. После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.
- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины — 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.
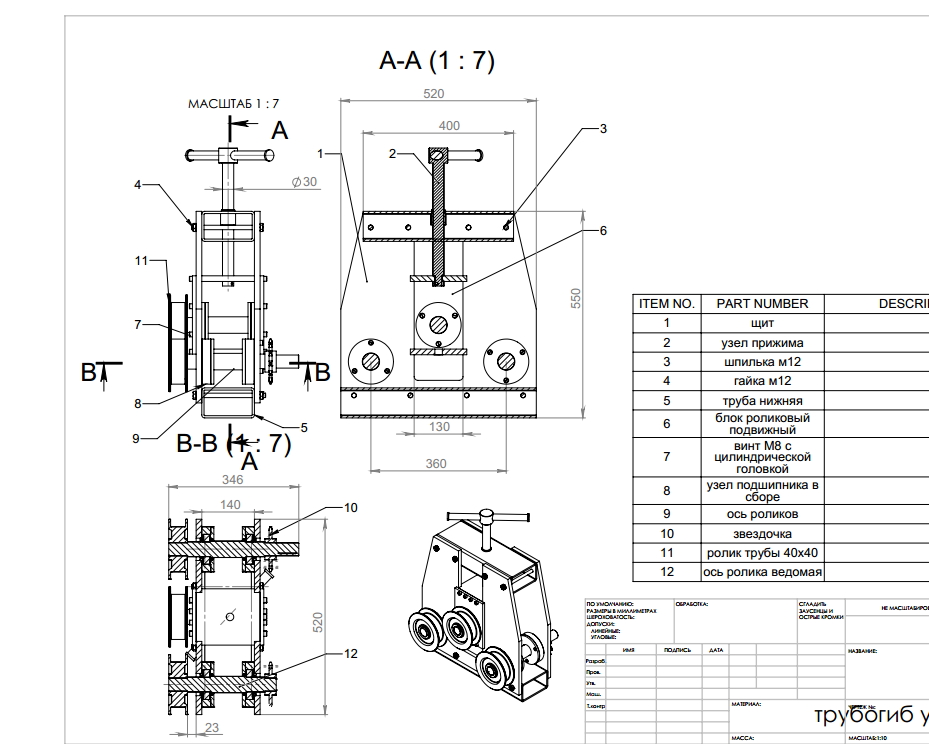
- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.
- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.
- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.

Самодельный трубогиб после покраски
Как согнуть профильную трубу с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
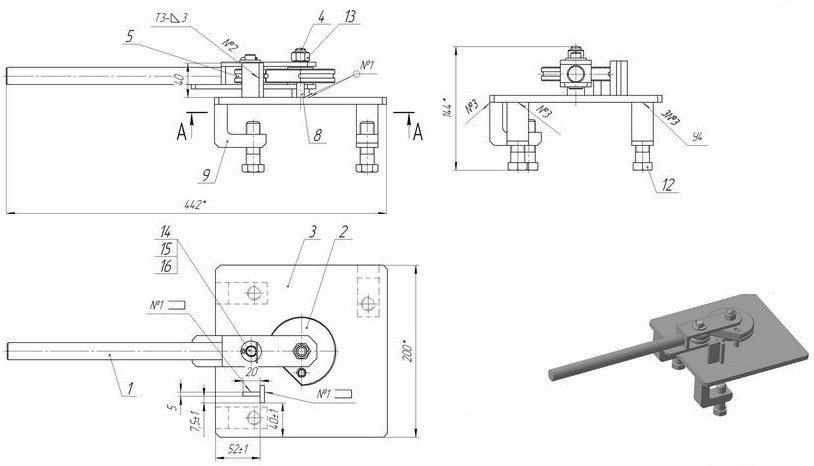
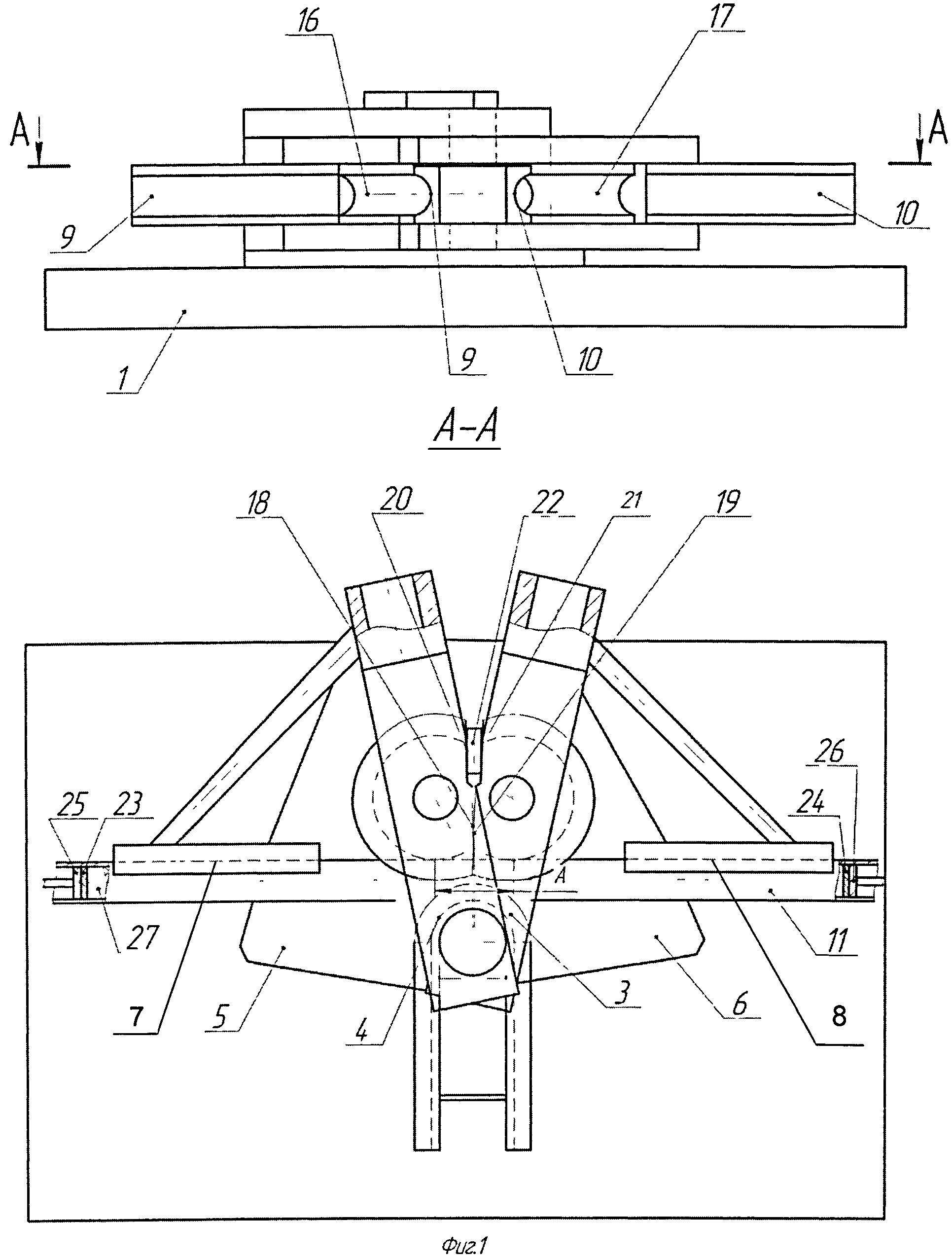
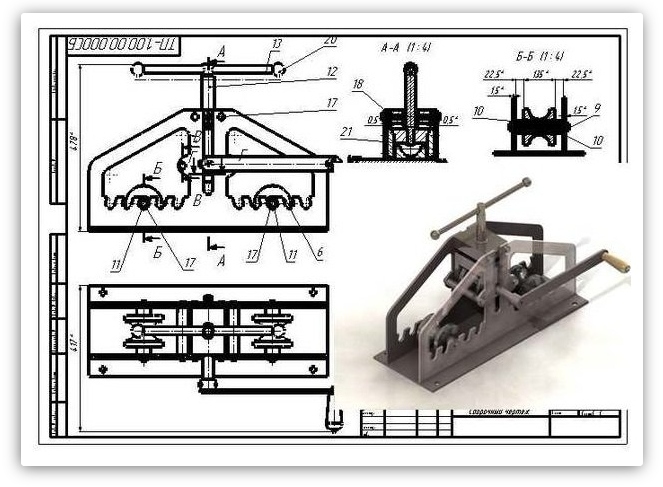
Трубогиб намоточного типа
Функционально практически не отличается от версии с прижимным роликом, но вместо него для изгиба применяется перемещающийся упор. Он выполняет работу, благодаря скольжению по горизонтальной направляющей.

Как устроен намоточный трубогиб:
- Обладает профилированным сектором. С углом, который определяет возможное направление изгиба;
- Добавлена короткая вертикальная ось. Она не фиксируется и свободно вращается в шариковом подшипнике;
- Два ролика расположены перпендикулярно и формируют подвижный упор;
- Стоит выделить односторонние направляющие;
- Благодаря ограничителю движения упора можно исключить произвольное перемещение в процессе работы;
- Профилированная вилка, необходима для охвата профилированного сектора, чтобы увеличить надёжность и точность установки трубы.

Конструкция данной модели значительно усложнена, но комфортна, поскольку помогает выполнять работу на основе компактного пространства. Угол меняется не заменой роликов, а регулированием прижимного упора.

Можно добавить гидравлический либо электрический привод. Процесс изготовления следует изучать по фото примеру или видео.

Процесс изготовления дуг для каркаса
Пластиковые дуги
Метод 1
Забиваем колья по периметру будущей теплицы
Обратите внимание: они должны выступать над уровнем земли на 13-16 см.
Сверху устанавливаем выгнутые трубы
Обратите внимание! Важно соблюдать интервал между дугами, чтобы исключить их возможное провисание
Оптимальное расстояние – 0,5 м
Обратите внимание! Важно соблюдать интервал между дугами, чтобы исключить их возможное провисание
Оптимальное расстояние – 0,5 м
Обратите внимание! Важно соблюдать интервал между дугами, чтобы исключить их возможное провисание. Оптимальное расстояние – 0,5 м
Метод 2
Метод 2
- Отбираем металлические прутья, которые свободно входят в трубы.
- Нарезаем (в длину по 0,6 м).
- Вбиваем на 20 см в землю, а 40 оставляем над поверхностью земли.
- Насаживаем пластиковые трубы на металлические прутья.
Деревянные дуги
Как сделать деревянные дуги для теплицы своими руками? Удобнее всего изготавливать прямо на каркасе будущей конструкции или на плоскости, по предварительно выбранному шаблону. Деревянные дуги должны быть тщательно обработанными, не иметь на своей поверхности сучков. Оптимальная толщина – до 12 мм. Ниже на фото представлена арочная теплица из дерева:

Проволочные дуги
Использовать можно даже 10мм проволоку, которая чаще всего продается на строительных рынках кольцами. Разрезать ее на равные части можно с помощью болгарки.
Дуги ПВХ-профильные и стеклопластиковые
- чертим на ровной поверхности изгиб или создаем по возможности шаблон, используя простую проволоку;
- разогреваем профиль с помощью строительного фена (рекомендуемая температура -до 180 °С);
- на следующем этапе аккуратно загибаем дуги, по шаблону.
Обратите внимание! Сгибать профиль можно и без нагрева
Но в этом случае важно обеспечить в нем стабильное внутреннее напряжение
Дуги, выполненные из стали
Очень прочные и надежные, но относительно дорогие. Чтобы изготовить их самостоятельно, задействовать нужно сварочный аппарат. Изготовление стальных дуг для теплиц нужно проводить в следующей очередности:
- измеряем полудуги и подбираем трубу с длиной вдвое больше;
- разрезаем на 2 равные части;
- определяем трубу, которая выступит вершиной конструкции. Непосредственно к ней привариваем по окраинам тройники, а по длине – крестовины (соблюдаем интервал в 0,5 м);
- к идущей наверх трубе привариваем отрезанные с помощью крестовины элементы;
- привариваем еще два тройника к той дуге, где будет дверной проем;
- привариваем все дуги, предусмотренные конструкцией, за исключением крайних, к тепличным стенкам;
- выравниваем теплицу по длине;
- закрепляем с помощью поперечной трубы и 2-х тройников для дверных стоек;
- накрываем каркас пленкой.
Чертеж арочной теплицы из профильной трубы:

Как рассчитать длину дуги для теплицы?
Чтобы вычислить оптимальные размеры дуги для теплицы, в первую очередь, определите ширину грядки. Для примера возьмем 1м. Производить расчет дуги для арочной теплицы нужно в следующей последовательности:
- Приравниваем ширину будущей конструкции к диаметру половины дуги. В этом случае высота теплицы будет равна радиусу. То есть: R=D/2=1м/2=0,5м.
- Теперь вычисляем длину дуги, как половину длины окружности, диаметр которой составляет 1 м. L=0.5x*πD=1,57 м.
Если же приступая к выполнению проекта, оказалось, что оптимальная длина дуги не известна, как и та часть окружности, которую она составляет, рассчитать дугу на теплицу можно используя формулу Гюйгенса, которая выглядит следующим образом:

| p | ≈ | 2l | + | 2l – L 3 |
AB=L
AM=l
AB, AM и MB являются хордами.
Погрешность результата составляет до 0.5% в случае, если дуга AB содержит 60°. Но этот показатель резко падает, если уменьшить угловую меру. Например, для дуги в 45° погрешность составит всего 0.02%.
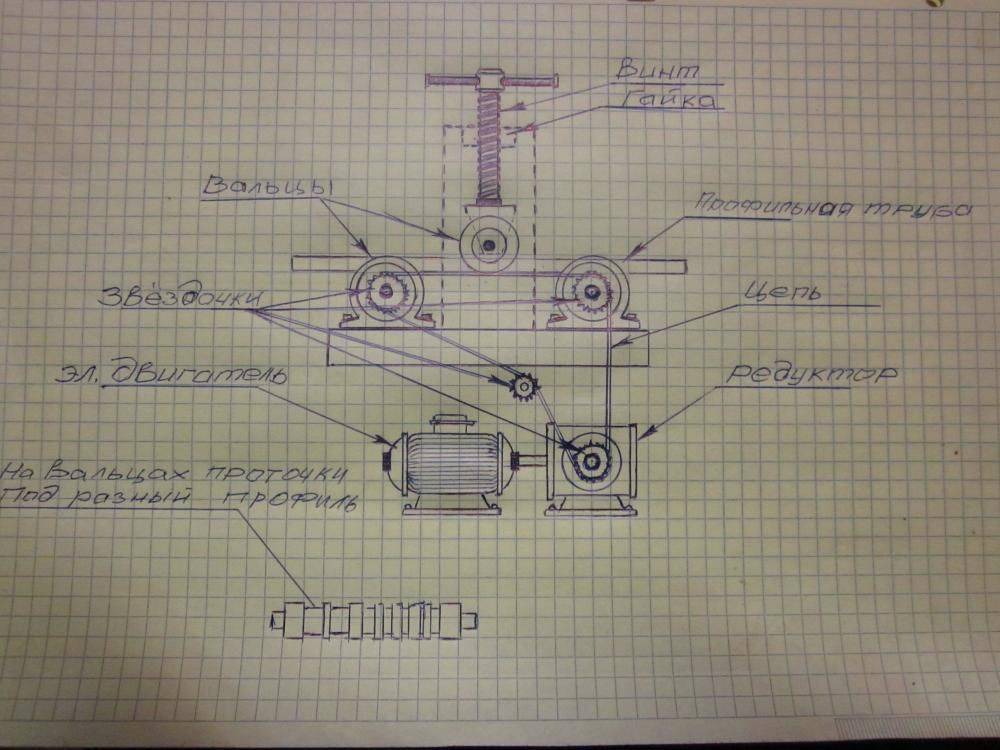
Простейший станок трубогиба: какие материалы понадобятся
Простейший самодельный трубогиб, в котором регулируется угол сгиба, делается с применением следующих материалов:
- Гидравлический домкрат.
- Металлические профиля, являющиеся основаниями для сооружения конструкции.
- Высокопрочные пружины — 4 шт.
- Металлические валы — 3 шт.
- Цепь.
Два ролика при конструировании трубогиба с регулировкой углов изгиба располагаются на нижнем основании, а третий устанавливается в верхней части. При получении нужного изгиба требуется только вращать ручку, которая цепным механизмом будет двигать вал.

Для создания устройства, которое представлено на фото выше, нет необходимости делать пазы под регулировку расположения роликов, что позволит существенно упростить работу. Чтобы получить такое изделие, понадобится только необходимый материал и сварочный аппарат. Остальное — это дело рук мастера. Все зависит не только от мастерства владения сваркой и болгаркой, но ещё и от воображения.
Особенности профтрубы
Профтруба — это материал, который имеет большой показатель твёрдости, но при этом легко обрабатывается даже в домашних условиях. У него множество преимуществ, позволяющих ему считаться одним из самых популярных и часто используемых. Но есть и некоторые недостатки, которые обязательно нужно учитывать при изготовлении изделий из профтрубы своими руками.
Производственный процесс
Перед тем как начать изготовление какой-либо конструкции, нужно изучить технологию производства профильных труб. Этот процесс выполняется в промышленных масштабах на специализированных предприятиях. Однако, если есть необходимое оборудование, небольшую партию можно сделать и самостоятельно.
В этом видео показано как сделать качели из профильной трубы:
Порядок действий по созданию исходного материала:
- Разматывается и выравнивается металлический лист.
- Из него формируется цилиндрическое изделие.
- После этого заготовка сваривается бесшовным методом.
- Как только готовая труба охлаждается до определённой температуры, ей придаётся нужный размер.
- На следующем этапе работы она выпрямляется.
- В самом конце труба нарезается на кусочки нужной длины и проходит термическую обработку.
Основные преимущества
Чтобы выбрать, что можно сделать из профильной трубы, нужно учитывать особенности работы с ней и основные преимущества. Благодаря этому можно подобрать максимально качественный материал, который подойдёт для конкретного вида изделия.
К достоинствам профтрубы стоит отнести:
- Очень высокие показатели прочности. Благодаря им можно изготавливать конструкции, которые должны выдерживать огромные нагрузки и не деформироваться под их воздействием.
- Дешевизна. Несмотря на множество этапов изготовления, профтрубы имеют относительно низкую себестоимость и их могут позволить себе даже ограниченные в финансах строители.
- Лёгкость обработки и монтажа. Проще всего соединить две профильные трубы между собой с помощью сварки. При этом они не требуют особой предварительной обработки.
- Высокая надёжность. Этот вид изделий проходит много этапов термообработки, поэтому становится невероятно крепким. Благодаря этому сделанные из них конструкции отличаются своей надёжностью.
- Долговечность. При должном уходе и соответствующей защите от коррозии этот материал может прослужить не один десяток лет. При этом он останется таким же прочным и сохранит все свои характеристики.
Отрицательные стороны
Кроме большого количества положительных сторон профтрубы, есть и отрицательные. Все они так или иначе связаны с финансовыми затратами и сложностями изготовления в домашних условиях. К недостаткам относят следующее:
- Необходимость использования дорогостоящего оборудования для самостоятельного создания труб.
- Весь процесс требует больших свободных площадей.
- Большой вес готовых изделий.