Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, — протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, — для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, — к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Инструмент для пайки полипропилена
Речь пойдет о самом главном инструменте в этом процессе – утюге для пайки. Он состоит из нескольких частей:
- Трубчатый электронагреватель. Имеет форму плоской пластины либо стержня. В нем присутствуют посадочные отверстия. В основном утюг располагает двумя ТЭНами, где второй применяется при крупных трубах;
- Корпус. Идет вместе с ручкой. Обладает двумя кнопками (включают ТЭНы), двумя индикаторами (оповещают о наборе необходимой температуре) и регулятором. Последний устанавливает температурный режим прибора, которая в большинстве случаев не поднимается выше 300°С. Благодаря регулятору трубы могут нагреваться по-разному в зависимости от необходимости;
- Насадки. Предоставляются комплектом в 3-6 штук разных размеров. Стандартом считаются насадки в 20, 25, 32, 40, 50 и 63 мм.
Паяльный утюг имеет два варианта конструкции: мечевидной и стержневой формы. Первый обладает плоским утюгом и двумя насадками, является наиболее используемым. Второй же похож на плойку для волос, применяться могут сразу 3 насадки.
Общая информация
Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Общая информация
Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Предварительная подготовка
Сварка полипропиленовых труб невозможна без проведения ряда предварительных работ. Поверхности необходимо протереть ветошью и обезжирить с помощью специальных жидкостей.
После этого работы нужно выполнять в следующем порядке:
- Разогрев сварочного аппарата. Время накала напрямую зависит от температуры окружающей среды и может занимать от 2 до 10 минут. Оптимальная температура – около 260 градусов.
- Проверка режущих инструментов. Для качественной спайки огромную роль играет и срез – он должен быть идеально ровным, без трещин и заусениц. Если такового не получается, необходимо хорошо заточить инструмент и проверить качество среза на тестовом образце.
- Подготовка труб. Перед началом работ их нужно разрезать по заранее определенным размерам. Если предстоит спаивать элементы диаметром более 4 см, на конце следует сделать скос под углом в 45 градусов. Такой подход позволит избежать задирания при попытке соединения.
- Разметка. Обязательным действием перед началом работ является разметка глубины захода трубы в фитинг. Заводить ее до упора категорически запрещено! Внутри должен оставаться зазор примерно в 1 мм.
Полипропиленовые трубы обладают отличными эстетическими и эксплуатационными качествами
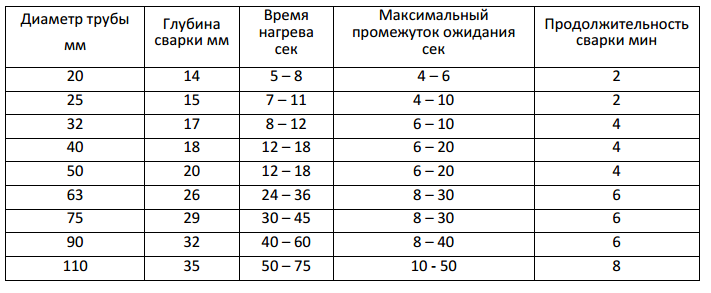
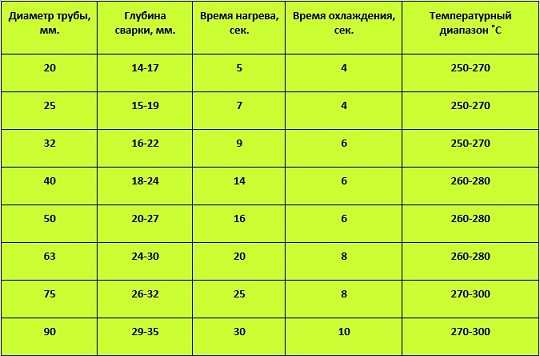
Для тех, кто желает выполнять все работы исключительно по правилам, существует специальная таблица, где четко прописаны температура и время нагрева для наиболее распространенных вариантов труб.
Как долго нужно греть паяльником полипропиленовую трубу? Какое время сварки ПП труб?
Для начало надо бы вникнуть в сам процесс пайки полипропиленновых труб, и в частности в параметры температуры при которых плавится полипропилен. Плавится полипропиленовые трубы, равно как и соединительные элементы из ПП (далее ПолиПропилен) начинают при температуре не менее +260 градусов по Цельсию.







Перед начало работ требуется оснастить паяльник для полипропилена (сварочный аппарат) насадками для соответствующего диаметра соединяемых элементов. Эти насадки представляют из себя «дорн» (втулку для нагрева внутренней поверхности) и «гильзу» (для нагрева наружной поверхности)
Затянув дорн и гильзу на нагреваемой шине утюга, включаем его на температру не менее 260 градусов (некоторые аппараты имеют градацию устанавливаемой температуры 200 — 240 — 280 градусов, минуя отметку 260. В этом случае ставим на отметку между 240 и 280. Дело в том, что термореле отключит нагрев при температуре шины 260 градусов, в то время как инерционный нагрев «догонит» температуру паяльной пары, спустя несколько минут уже до 270-280 градусов.
Большинство современный паяльников имеют звуковой/световой сигнал готовности к работе. Это означает что паяльная пара (дорн/гильзы) достигла заданны заданной температуры готовой к работе.
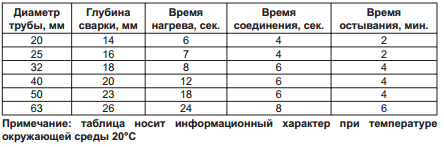
Теперь определяемся со временем нагрева в зависимости от диаметра трубы. Есть вот такая таблица, выведенная опытным путем, и не противоречащая рекомендациям производителей полипроплиновых труб и комплектующим, в которой приведено ориентировочное время нагрева труб разного диаметра при «эталонной» температуре окружающей среды (комнатной температуре) — 20-24 градуса по Цельсию.
Полипропиленовую трубу, после полной насадки на сварочную головку (дорн или гильзу не важно), греем в зависимости от размера, следующее время —
- полипропиленовую труба на 16 миллиметров следует греть 5 секунд;
- полипропиленовую труба на 20 миллиметров следует греть 6 секунд;
- полипропиленовую труба на 25 миллиметров следует греть 7 секунд;
- полипропиленовую труба на 32 миллиметров следует греть 8 секунд;
- полипропиленовую труба на 40 миллиметров следует греть 12 секунд;
- полипропиленовую труба на 50 миллиметров следует греть 20 секунд;
- полипропиленовую труба на 63 миллиметров следует греть 30 секунд;
- полипропиленовую труба на 75 миллиметров следует греть 30 секунд;
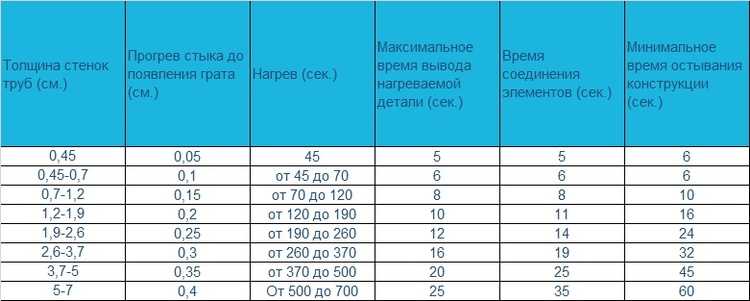
Но это еще не все. При сварке полипропиленовых труб, есть такое понятие как «время сварки» Время сварки это тот период в течении которого нужно обязательно удерживать в неподвижном положении соединяемые элементы, и при этом не менять их положение относительно друг друга.
Время гарантированной сварки ПП-элементов опять же напрямую зависит от их диаметра, и ориентированно на следующее величины в секундах —
- для полипропиленовой трубы на 16 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 20 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 25 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 32 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 40 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 50 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 63 миллиметров врем сварки составляет 30 секунд;
- для полипропиленовой трубы на 75 миллиметров врем сварки составляет 30 секунд;
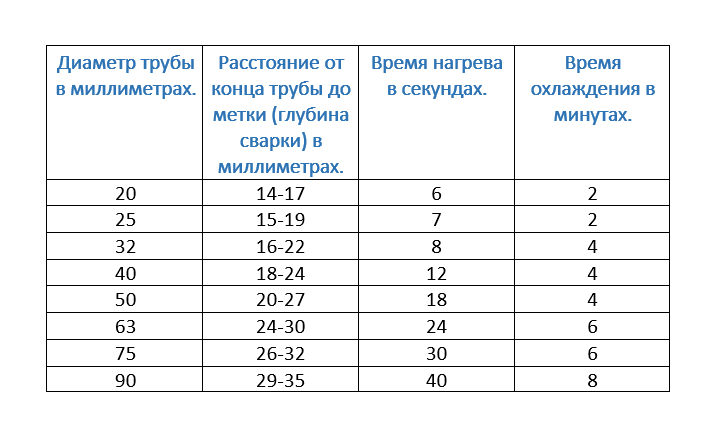
Теперь, для того что бы соединение не имело возможности деформироваться, или изменить ориентирование, и его ресурс был долгим, следует воздержаться от механического воздействия на спаиваемый узел (изгиба, вытягивания) Время выдержки после пайки называется «временем охлаждения» и должно быть не меньше —
- для труб диаметром от 16 до 25 мм. не менее 2 минут;
- для труб диаметром от 32 до 50 мм. не менее 4 минут;
- для труб диаметром 63 и 75 мм. не менее 6 минут.
Разумеется, после приобретения опыта сварных работ на полипропилене, вы научитесь опытным путем определять степень нагрева соединяемых элементов из полипропилена, и рука будет понимать как она чувствует степень нагрева трубы даже через рукоятку утюга. И что такое «буртик/валик» слоя пропилена, получающийся при правильной пайке на стыке соединяемых элементов, вот он —
Однако для домашнего мастера делающего первые шаги в этом деле, вышеприведенные данные будут очень полезны.
Пайка термоэлектрическими фитингами
Такие соединительные элементы для формирования стыков участков ПП трубопроводов устроены так, что в их теле расположены витки нагревательной спирали, какая выходит на внешнюю поверхность электрическими клеммами. При прохождении через спираль электротока преимущественно внутренняя поверхность термоэлектрического фитинга нагревается до определенной температуры, что способствует расплавлению пластиковых поверхностей с последующим их надежным сращением.
Применение термоэлектрических фитингов для конструирования бытовых трубных коммуникаций ограничено. Причинами этого является высокая стоимость соединительных элементов, необходимость приобретения дорогостоящего оборудования и наличия специальных знаний, позволяющих квалифицированно паять подобным способом. К тому же для пайки труб малого диаметра (16, 20, 25, 32 мм), преимущественно применяемых для бытовых трубных разводок, существует более простой, менее дорогостоящий, при этом надежный способ сварки полипропилена, который будет рассмотрен далее. С помощью термоэлектрических фитингов соединяются крупные трубопроводы (большой диаметр) и работы осуществляют специализированные организации, имеющие допуск к подобному роду деятельности.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.
Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
Температура нагревания сварного аппарата
Если сравнивать со стыковой спайкой, где детали нагреваются поверхностно и невысокой температурой и длительное время, чтобы избежать напряжения внутри материала, в раструбной сварке пропилена температура аппарата завышается, и он нагревается быстрее. Выбор температуры нагревания сварного устройства осуществляется при соблюдении нескольких ограничений:
Технология пайки полипропиленовых труб.
- Плавление сварных поверхностей должно производиться быстро, трубы могут потерять первоначальный вид, и совместить их будет сложно. С этим и связана высокая температура нагревания аппарата.
- Если перегреть свариваемое устройство, то полипропиленовые элементы могут подвергнуться термической деформации.
- Тефлоновое покрытие, которым покрыта рабочая часть аппарата, сохраняет отличное состояние, в случае если им работать постоянно при температуре 260 градусов, ну а если использовать более высокие температуры, то устройство постепенно выходит из строя.
Учитывая все нюансы раструбной сварки, была установлена оптимальная температура нагрева рабочей поверхности насадок в 260 градусов, с отклонениями плюс/минус 10 градусов.
Подобный режим нагрева может отрицательно повлиять на внутреннее напряжение в местах стыковки. Но это возмещается практически двойной стенкой трубопроводной системы в местах стыковки и максимальной площадью сварки.
Многие модели устройств для раструбной сварки труб из полипропилена оснащены регулятором настройки температурного режима. Терморегулятор устроен таким образом, чтобы при выставлении соответствующей температуры она соответствовала температуре на сварных насадках. Температура нагревателя выше на 15 градусов.
Большинство моделей свариваемых устройств является устаревшим и не имеет ручки регулятора, а их температурный режим настроен производителем сразу на 260 градусов. Учитывая рабочую технологию, по мнению мастеров это правильно, так как ручка регулятора, скорее всего, устанавливается для повышения популярности.
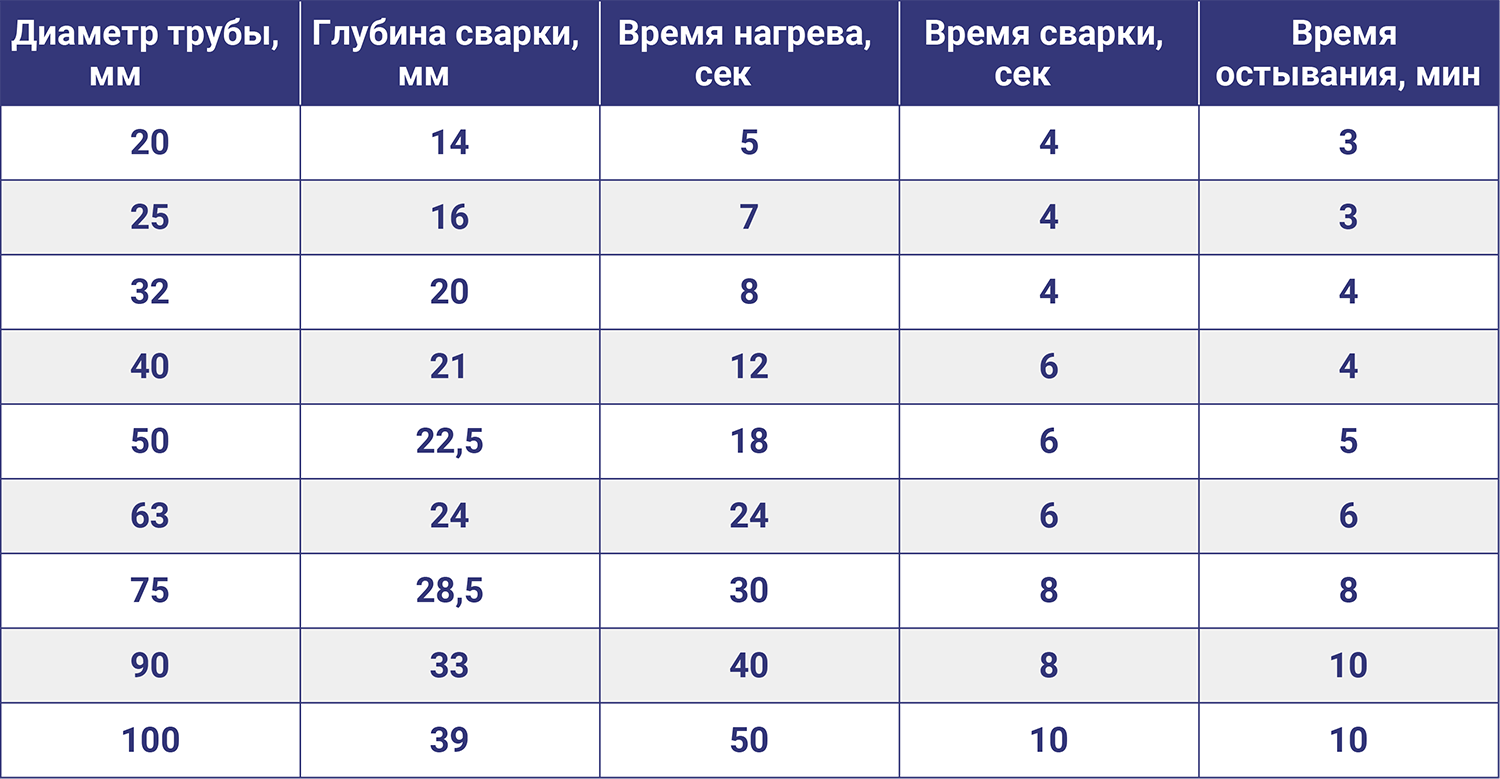
Подробная инструкция по установке
Процесс сварки быстрый. В этом можно убедиться, проанализировав данные, введенные в таблицу. Например, для соединения двух элементов диаметром 20 мм при комнатной температуре требуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на охлаждение. Итого — 3 минуты 9 секунд.








В связи с этим важно обрабатывать все движения, чтобы не было заминок в процессе стыковки уже нагретых элементов. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб отдельно
Фаза n. 1 — подготовка специальных инструментов
Для сварки в домашних условиях понадобится оборудование, предназначенное только для сварки полипропиленовых деталей: труб, уголков, стыков, тройников, заглушек.
Фотографии из Обычно паяльник продается в комплекте с парами стяжка-оправка, которые устанавливаются на устройство в зависимости от диаметра труб. Чтобы движение было плавным, необходимо следить за рабочим состоянием храпового механизма ППР, армированные трубы требуют дополнительной подготовки. Он заключается в удалении алюминиевой арматуры бритвой или торцовочным инструментом, а специальная подставка для «утюга» обеспечивает правильное позиционирование инструмента. Если опоры нет, то лучше сваривать вместе с партнером, который будет держать сварщика Сварщик полипропилена Резак для труб Бритва для снятия арматуры Держатель сварщика
Новый инструмент имеет смысл покупать, если вы планируете собирать водопровод «с нуля» с дополнительным обслуживанием. Для разовой работы можно арендовать оборудование для сварки полипропиленовых труб или одолжить его у друзей. Помимо специальных инструментов вам понадобится уровень, маркер, линейка или рулетка.
Фаза n. 2 — маркировка и резка труб
Трубы разрезаются заранее, до начала первого шва. Советуем подготовить все элементы и сложить их по составленной схеме. Это часть проекта по установке водопровода или отопления.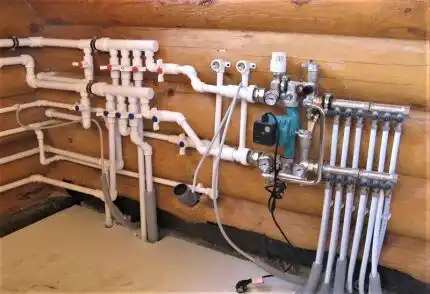
Трасса труб часто представляет собой сложную систему прямых и криволинейных участков. Монтаж упрощается, когда небольшие участки труб изначально соединяются фитингами отдельными группами
Отмеряем отрезки трубы необходимой длины, аккуратно обрезая их труборезом. Затем подбираем фитинги подходящего диаметра — чаще всего это муфты, тройники и уголки. Если элементы армированные, удалите алюминиевый слой.
Следовательно, края свариваемых деталей должны быть идеально ровными, обрезанными перпендикулярно оси трубопровода, чистыми и обезжиренными.
Фаза n. 3 — соединительный и нагревательный элементы
Устанавливаем аппарат, подбираем муфты и оправки необходимого диаметра. Подключаем к сети и нагреваем, так как уже знаем, при какой оптимальной температуре следует сваривать полипропиленовые трубы — +260 ° С. Именно она указывается в инструкции по применению сварщиков.
Учтите, что некоторые производители выпускают устройства с шкалой до +320 ° С. Это не значит, что нужно нагревать по максимуму. Внимательно прочтите инструкции: в них указаны условия, при которых допустимы высокие значения нагрева.
На концах деталей, которые необходимо соединить, делаем отметки с указанием глубины нагрева. Мы дважды проверяем, чтобы рабочие поверхности были сухими и обезжиренными, так как влага или скользкие поверхности могут вызвать утечку соединения.
Обе детали используем одновременно: вставляем конец трубы в стык до заданной отметки и до упора надеваем соединительный элемент на оправку
С момента установки деталей запускаем обратный отсчет секунд, согласно значениям, указанным в таблице. По истечении отведенного времени снимаем детали, быстро вставляем трубу в фитинг, до такой же отметки. Стараемся расположить детали соосно, на корректировку положения отводится всего пара секунд. Запрещается наклон и скручивание элементов!
Узел держим в правильном положении до полимеризации. Обычно это 3 минуты и более — время охлаждения проверяйте по таблице. Охлажденные и правильно сваренные детали представляют собой единое, герметичное и прочное соединение.
Поочередно свариваем ключевые узлы, а затем собираем и свариваем их между собой уже на месте монтажа отопительного контура, канализации или водопроводной разводки.
Технология пайки
Часть 1. Подготовка изделий
Как видите, список оснащения достаточно скромный, потому приобрести все необходимое для выполнения работы своими руками не составит труда.
Теперь давайте уделим внимание процедуре подготовки труб к сварке:
Резка трубы специальным приспособлением
- Для начала подбираем трубу и фитинг соответствующего диаметра. Здесь можно «закрыть» глаза на незначительные погрешности в отклонении диаметров этих деталей: все равно нам еще предстоит провести сварку с расплавлением пластика.
- Трубу обрезаем с использованием пилы для полимерных материалов или специального трубореза. Настоятельно рекомендую второй вариант: линия отреза получается на порядок ровнее и чище, и не придётся тратить время на удаление заусенцев.
Зачистка свариваемого конца
- Если выполняется пайка армированных труб, то слой из алюминиевой фольги нужно обязательно удалить на всю долину свариваемого участка. Делать это можно и ножом, но опять же – куда проще использовать специальное приспособление.
- Наконец, внутреннюю поверхность фитинга и наружную поверхность участка трубы, предназначенного для пайки, обезжириваем любым растворителем (лишь бы он не разъедал пластик). После этого крайне нежелательно браться руками за очищенные участки.
Для обезжиривания отлично подойдет самая простая спиртовая салфетка
Часть 2. Нагрев
Итак, паяльник у нас есть, трубы готовы, и впереди ждет инструкция, следуя которой мы и будем работать:
- На паяльник устанавливаем пару насадок, диаметр которых соответствует диаметру трубы и фитинга. Для трубы используется насадка в виде удлиненного пустотелого цилиндра (гильза), для фитинга – стержневая (дрон).
Паяльник с установленными насадками
- Затем выставляем нужную температуру. Если модель используется только для полипропилена, то регулятора нагрева может не быть вообще – такие паяльники работают только в одном режиме. На универсальных устройствах, которые паяют и полипропилен, и полиэтилен, выставляется температура в 2600С (+/- 5 градусов).
- Теперь присоединяем свариваемые детали – фитинг надеваем на дрон, а трубу вставляем в гильзу. Для выполнения этой операции необходимо приложить усилие, поскольку обычно насадки делаются в виде обратного конуса с углом наклона стенки в 4 -6 градусов. За счет этого обеспечивается плотный прижим трубы к нагревающейся поверхности.
Слева — установленный фитинг, справа — труба в гильзе
Стоит заранее отметить размер будущего сварочного шва
Теперь начинаем нагрев деталей
Здесь очень важно правильно подобрать время нагрева: если оно будет недостаточным, то пластик не размягчится, и прочность соединения будет снижена. При перегреве возможна деформация трубной стенки, вплоть до образования сквозных отверстий, что тоже недопустимо – придётся обрезать трубу и менять фитинг.
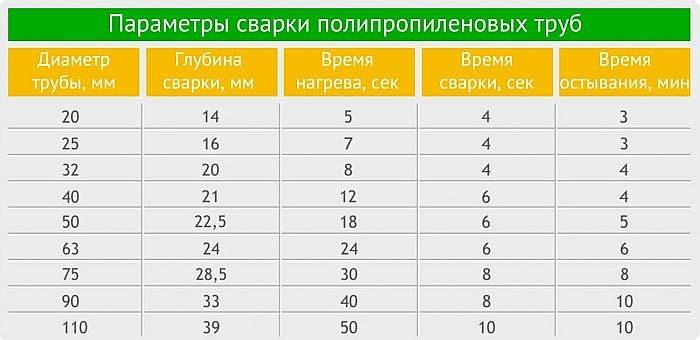
Таблица пайки полипропиленовых труб, которая подходит для абсолютного большинства паяльников
Удерживаем детали в течение выбранного времени
- Параметры нагрева, удержания и охлаждения подбираем по таблице, приведенной ниже. Со своей стороны отмечу, что тонкостенную трубу PN10 нужно греть в два раза меньше (фитинг греем строго по таблице).
- Также на 50% следует увеличить время нагрева, если монтаж ведется на улице или в неотапливаемом помещении пи температуре окружающего воздуха ниже +50С.
Часть 3. Формирование неразъемного соединения
По истечении выбранного времени детали снимаем с насадок (делать это нужно одновременно) и максимально быстро вставляем трубу в фитинг:
Стыковка деталей
- Если мы работаем с уже закрепленным трубопроводом, то стоит заранее предусмотреть, куда будет «смотреть» отвод или крестовина – все дело в том, что для обеспечения максимально надёжного соединения детали нужно стыковать без вращения. Так что допускаются только минимальные корректировки положения.
- После завершения соединения удерживаем детали без нагрузки до тех пор, пока пластик не остынет.
Сварное соединение с муфтой в разрезе. Четко видна монолитная структура стенки
- Время остывания у разных труб различается – его также можно узнать по таблице, приведенной в этом разделе.
https://youtube.com/watch?v=Jytd2grNuN0