

Особенности ухода
Используя клуппы при нарезании резьбы самостоятельно обязательно нужно проводить правильный уход за данным инструментом. Так, по окончании выполняемых работ их нужно разобрать и полностью очистить от стружки и прочих нежелательных загрязнителей. Далее весь корпус рекомендуется смазать минеральным маслом, чтобы на нем не появлялась ржавчина и трущиеся части на «прикипели» друг к другу.
Обязательным условием является очистка инструмента от пыли и засохшего масла примерно раз в 2-3 недели, чтобы в дальнейшем инструмент не хрустел при использовании. Для выполнения данной процедуры специалисты рекомендуют применять следующую методику:
- При помощи тряпки очищается все от видимых загрязнителей, которые появились за время его лежания.
- Далее делается раствор каустической соды. Пропорции берутся следующие: на одно десятилитровое ведро теплой воды рассчитывается 0,5 килограмма сухого вещества.
- Перед промыванием следует полностью разобрать инструмент.
- После проведения процедуры все детали смазывают маслом и собирают в кучу. Желательно после этого завернуть инструмент в тряпку, или полиэтилен для дальнейшей защиты его от загрязнителей.
Хранить клуппы с плашками следует в сухом помещении и закрытом состоянии. Небольшой слой смазки позволит надежно защитить металл от ржавчины и значительно продлит ему жизнь.
Подводя итог и разобравшись, чем нарезать резьбу на трубе, можно сказать, что данная процедура выполняется при помощи метчиков и плашек. Первые не имеют видов и для каждого внутреннего диаметра трубы подбираются отдельно. Плашки же могут быть как стандартных размеров, без возможности изменять диаметр нарезного отверстия, так и со сменными значениями. Все здесь зависит от вида и типа.
При помощи специальных приспособлений под названием клуппы можно значительно упростить процесс нарезки. Но, для нормальной работы требуется обязательный уход за всеми инструментами. Они должны быть чистыми, смазанными и всегда готовыми к работе. Для этого рекомендуется проводить профилактику раз в 2-3 недели.
СЛЕСАРНЫЕ РАБОТЫ
Нарезание резьбы на стальных трубах
Одним из наиболее распространенных способов соединения труб является резьбовое соединение на фитингах. Существует два вида соединения: муфтой, угольником, тройником, крестовиной; подвижной муфтой с полным смещением ее заподлицо с концом трубы («сгон»).
Для нарезания трубной резьбы вручную применяют клупп с тремя комплектами раздвижных плашек.
Один из комплектов предназначен для труб диаметром 1/2″ — 3/4″, второй 1″ — 1 1/4″ и третий 1 1/2″ — 2″. При работе клуппом приходится прилагать большое усилие, поэтому нарезание резьбы на трубах диаметром более 1 1/2″ выполняют два человека.
Нарезание резьбы на трубах выполняют в следующей последовательности.
1. Стальную трубу проверяют по диаметру (см. табл. 5) и надежно зажимают в прижиме, не допуская ее смятия. Выдвинутый над прижимом конец трубы должен составлять 150—200 мм.
2. Нарезаемый конец трубы очищают стальной щеткой и ветошью от грязи, Окалины и коррозии, заусенцы снимают напильником.
3. Проверяют и готовят клупп к работе, т. е. очищают все час клуппа от пыли и грязи, а все трущиеся части его смазывают машинным маслом.
4. Подбирают необходимые плашки под размер резьбы, очищают; их от пыли и грязи, проверяют остроту режущих кромок и неправность резьбовых ниток.
5. Плашки устанавливают в клупп, поворачивая рукояткой диск-планшайбу до упора. Места установки плашек в корпусе клуппа должны быть полностью открыты. Плашки поочередно вставляют в клупп, закрепляя их поворотом диска в противоположную сторону.
Правильность установки плашек проверяют, перемещая рукоятки диска в ту или другую сторону. При этом плашки должны одновременно сближаться к центру или расходиться от него без приложения больших усилий. Точность установки плашки на нужный размер проверяют по делениям на корпусе клуппа. Положение диска и плашек закрепляется установкой «защелки» в шлицевую прорезь на диске. Прием нарезания резьбы показан на рис. 194.
6. Нарезаемый конец трубы и плашки смазывают вареным маслом.
7. Клупп устанавливают на конец трубы и, вращая червячный винт, три направляющие плашки доводят до соприкосновения с цилиндрической поверхностью трубы, обеспечивая устойчивое положение клуппа на трубе.
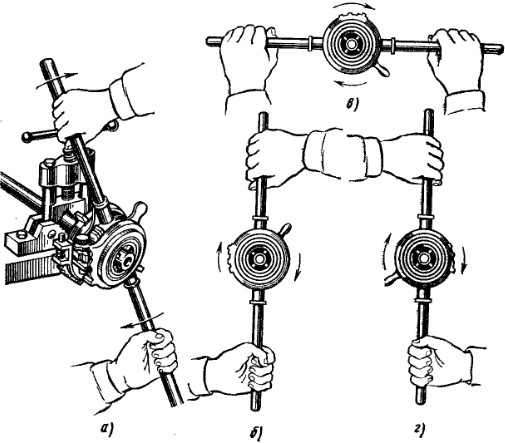
Рис. 194. Нарезание трубной резьбы клуппом:
а — общий вид; б — первый поворот; в — второй поворот; э — третий поворот
8. Клупп налаживают для первого прохода резьбы так, чтобы заборная часть резьбовых плашек была размещена от края трубы на две-три нитки резьбы. Затем, вращая винт, перемещающий защелку, а вместе с ней и диск, сжимают резьбовые плашки таким образом, чтобы они врезались в поверхность трубы примерно на 0,3 — 0,5 мм.
9. Клупп вращают в четыре приема (за каждый прием необходимо описать угол не более 90°, см. рис. 194).
Вращение выполняют до тех пор, пока не будет выполнен первый проход на заданную длииу нарезания резьбы. Длину нарезанной части проверяют измерительной линейкой, она равна сумме длины конца трубы, вышедшей из клуппа, и ширины плашки.
10. После выполнения одного прохода обратным вращением клуппа плашки подводят к концу трубы и устанавливают в первоначальное положение.
11. Вторично сжимают плашки винтом так, чтобы они врезались в стенку трубы, и вращают до конца нарезки.
12. После выполнения второго прохода обратным движением плашки приводят в первоначальное положение, затем продолжают выполнять последующие проходы.
Качество нарезаемой резьбы зависит от числа проходов, поэтому для получения полной и хорошей резьбы надо выполнять следующее число проходов: при диаметре труб до 1″ — два прохода, а свыше 1″— три прохода.
Перед каждым повторным проходом поверхности резьбы детали и плашек необходимо очищать от стружек и вновь смазывать вареным маслом.
13. После нарезания резьбы освобождают защелку, рукояткой планшайбы раздвигают плашки и свободно снимают клупп с конца трубы. По окончании работы из клуппа вынимают плашки, тщательно протирают и смазывают все его части маслом.
Качество нарезания резьбы проверяют, навертывая муфту по всей длине нарезки.
Муфта по резьбе должна навертываться свободно вручную или с помощью трубного ключа при небольшом усилии.
Инструменты
Есть разный инструмент для нарезки резьбы на трубах, который может сделать насечки внутри или снаружи конструкции:
Метчик – это приспособление для нарезки внутренней резьбы. По своему внешнему виду оно напоминает стрежень или сверло на внешнюю поверхность которого нанесена насечка и канавки для того, чтобы отводить ручку. Метчики используют для нарезки или калибровки резьбы. Чаще всего их рабочая часть состоит из 3 участков, которые выполняют функцию черновой, промежуточной и окончательной нарезки. Некоторые производители делают комплект, состоящий из 2-5 метчиков, которые выполняют насечку по отдельности. Также метчик может изготавливаться для ручной нарезки или для обработки деталей на станке. Чаще всего их применяют для насечки метрической резьбы, но есть разновидности для нарезки внутренней насечки для трубных стандартов.
Набор из разных метчиков Источник prosto-instrumenty.ru
Плашка – это устройство для изготовления внешней резьбы на трубах или других изделиях. Внешне похожа на гайку или широкую шайбу, внутри которой прорезаны несколько фигурных отверстий. Центральное (рабочее) имеет по краям окружности насечки, которые и будут делать насечку. По краям внутренней части имеются дополнительные небольшие отверстия (похожи на лепестки у цветка), которые нужны для отвода стружки. Плашку делают из прочной быстрорежущей или легированной стали. На ее наружных стенках есть специальные отверстия, в которые вставляется рычаг (например, прут или отвертка) для того, чтобы проворачивать ее на детали. В этих отверстиях может быть резьба, которая позволяет крепить плашку к специальным инструментам или к станкам.
В этом видео показаны особенности нарезки резьбы плашкой:
https://youtube.com/watch?v=9H2gA6rjMtY
Клупп – это приспособление для нарезки резьбы в труднодоступных местах. По своему виду он напоминает ключ-вороток, только вместо насадок для болтов в нем имеется отверстие для крепления сменных резцов. Принцип работы клуппа похож на плашку, только вместо целой шайбы он использует ее режущую кромку, а для поворота использует механизм аналогичный ключу воротку. Существуют устройства, которые вместо цельного корпуса используют для поворота разводные или рожковые ключи. Такое приспособление будет стоить ниже, чем цельный клупп с трещоткой, но при их использовании можно получить травму, так как ключ иногда соскакивает.
Пример клуппа с разными головками Источник otk-instrument.ru
Правила эксплуатации и ухода
Для агрегата есть правила ухода за ним, чтобы он не ломался, был всегда готов к эксплуатации. Оборудование надо регулярно осматривать, проверять на наличие повреждений.
Работа двигателя определяется по звуку. После запуска прислушайтесь. Если нет посторонних звуков, масло подается, то двигатель исправен. Если же посторонние звуки есть, надо разобрать механизм, узнать причину.
Аккуратно надо следить за предохранительным щитком, удержанием заготовки. Даже при малой неисправности надо прекратить работу, отнести детали в ремонт.
Временами чистить трубы, оборудование, менять резцы, чтобы нагрузка на движок была меньше.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.










Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 13 428
Делаем резьбу своими руками
Подготовка
Перед тем, как нарезать резьбу на трубе своими руками, необходимо провести ряд подготовительных работ:
- отрезать кусок трубы нужного размера. Если производится замена какого-либо участка трубопровода, то требуется аккуратно вырезать трубу, пришедшую в непригодность;
Срез трубы должен быть перпендикулярен ее стенкам. В противном случае резьбовое соединение будет не надежным.
- участок трубы, где будет нарезаться резьба, очищается от краски, ржавчины и так далее. Все посторонние отложения мешают проведению работы;
- с конца трубы снимается фаска для облегчения работы плашки.
Начальный этап нанесения резьбы
Нарезаем наружную резьбу клуппом
Нарезка резьбы на трубе клуппом проходит следующим образом:
- подбирается клупп соответствующего диаметра. Для корректного подбора оборудования применяется штангенциркуль;
- внутренняя поверхность клуппа и подготовленный участок трубы обрабатываются машинным маслом;
- клупп вставляется в металлическую трубу, облегчающую работу по его вращению. Держатель входит в набор для нарезки резьбы на трубах;
- если происходит первоначальная сборка трубопровода, то труба фиксируется в тисках. Если нужно нарезать резьбу на водопроводной трубе при реконструкции водопровода или иной инженерной системы, произвести нарезку можно непосредственно на установленной трубе;
- клупп устанавливается на подготовленную трубу и начинается его вращение, то есть процесс нарезки резьбы.
Сделав несколько поворотов вокруг трубы необходимо отвести клупп в обратном направлении приблизительно на 90º. Это позволит удалить с будущей резьбы снимаемую стружку.
Изготовление резьбы при помощи клуппа
После окончания резки масло необходимо полностью удалить.
Наглядно посмотреть на процесс нарезки резьбы клуппом можно на видео.
Нарезка резьбы плашкой
Плашка для нарезания резьбы на трубах может быть:
- круглой формы. Для нанесения резьбы на трубы различного диаметра используются отличные по размерам плашки;
- раздвижной. Использование такой плашки помогает в нарезании резьбы на трубах различных диаметров. Для раздвижной плашки применяется специальный держатель.
Различные плашки для нанесения резьбы
Плашки для нарезания резьбы на трубах используются более часто, так как имеют меньшую стоимость.
Перед тем, как нарезать резьбу на трубе плашкой (леркой), нужно подготовить трубу описанным выше способом. Затем можно проводить саму процедуру по следующей схеме:
- при помощи штангенциркуля подобрать нужную по диаметру плашку;
- смазать внутреннюю часть лерки и поверхность трубы любым доступным материалом;
- закрепить плашку в специальном держателе. Лерки для нарезания резьбы на трубах должны быть прочно закреплены в держателе. В противном случае резьба получится неровной, что приведет к образованию течи в месте соединения;
- плашкодержатель вращается в нужном направлении. После нескольких витков необходимо, как и предыдущем случае, избавиться от скопившейся стружки. Для этого инструмент немного поворачивается в обратном направлении;
- после нанесения резьбы труба и используемый инструмент очищаются от смазки.
На начальной стадии используются черновые плашки, которые четко прорезают трубу, но не дают большой точности резьбы. Окончательная нарезка производится чистовой плашкой.
Нанесение резьбы при помощи лерок
Нарезаем внутреннюю резьбу
Чтобы сделать внутреннюю резьбу, требуется:
- подготовить отверстие. Оно должно быть чистым и не содержать никаких покрытий и посторонних отложений. Отверстие смазывается;
- подобрать метчик по диаметру;
- установить метчик в отверстие, при этом следует соблюдать вертикальность нарезного оборудования. Начать вращение метчика по часовой стрелке.
Процедура нарезки резьбы внутри трубы
Для нанесения внутренней резьбы требуется использовать два метчика: черновой и чистовой. Черновой метчик удаляет около 70% стружки, а чистовой оставшиеся 30%.
Резьбу на металлической трубе можно сделать своими руками. Для этого потребуется покупка специального инструмента и небольшое количество времени. Проведение работы доступно не только для профессионалов, но и для простых пользователей.
Знакомимся с процессом нарезания резьбы метчиками и плашками
Сложно представить себе механический рабочий инструмент или функциональную деталь, которая бы не работала за счет использования резьбовых соединений. Автомобили, ручные инструменты, бытовая техника, сантехника – это только малый перечень оборудования, которое не смогло бы функционировать без современной резьбы.
Набор плашек для нарезки резьбы
Неудивительно, что так часто человеку приходиться затачивать резьбу на деталях самостоятельно. К счастью, делать это довольно легко. В работе вам потребуется небольшой набор базовых инструментов, метчиков и плашек.
Так как же выполнять нарезку резьбу правильно? Сейчас разберемся.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.

Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 1400.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Нарезание резьбы. Набор инструментов. Плашки, лерки, прогонки, метчики
Инструмент для нарезания резьб
Плашка. На наружной поверхности резьба нарезается плашками. Их изготавливают в виде гайки. Для получения режущих элементов и отвода стружки в них просверлены отверстия. С каждой стороны плашка имеет режущие элементы, образующие заборный конус (угол 20⁰–30⁰). В средней части расположена калибрующая зона.
Плашку фиксируют в воротке при помощи винтов. Нужно после каждого оборота плашки поворачивать её назад на треть окружности. Это нужно для очистки отверстий от стружки и получения качественной резьбовой поверхности.
Метчик. Метчик используют для нарезания внутренней резьбы. Он имеет режущие кромки, получаемые при изготовлении продольных или винтовых канавок. Канавки формируют передние поверхности на зубьях. Рабочая зона метчика образует заборный и калибрующий участки. Заборный участок ещё называют режущим. Он конической формы и врезание происходит постепенно.
Различают ручные, машинные и гаечные метчики. Ручные метчики изготавливают одинарными и в комплекте: для чернового и чистового проходов при нарезании резьб. Комплект состоит и из 3 метчиков. Номер его указывают количеством круговых рисок на хвостовике (1 — черновой, 2 — получистовой, 3 — чистовой).
Наибольшая заборная часть у чернового метчика. Хвостовик у метчиков изготавливают в виде квадрата, чтобы передавать рабочее усилие воротком. Метчики подразделяют для нарезки резьб в сквозных и глухих отверстиях. Гаечные метчики изготавливают с прямым или изогнутым хвостовиком.
Резец. Резьба нарезается вершиной резца, закреплённого в суппорте, при перемещении его относительно вращающейся заготовки. При этом шаг резьбы, образуемый резцом, равен расстоянию между вершинами соседних выступов по оси детали.
Резцы для нарезки резьб конструктивно выполняют:
- цельными (изготавливают из быстрорежущей стали или твердого сплава);
- с напаянными пластинами из твердого сплава (ГОСТ 18885–73);
- сборными с мехкреплением СМП (сменных многогранных пластин).
Резьбовой резец с напайной или сменной многогранной пластиной (СМП) должен иметь углы заточки, обеспечивающие получение соответствующего профиля на резьбе. Такие резцы используют для нарезания метрической и трапецеидальной резьбы.
Резцы с СМП используют на токарно-фрезерных станках с ЧПУ, которые могут обеспечить необходимые режимы резания и получение готовой детали за один цикл обработки (обрабатывающие центра).
Для обеспечения качества резьбы при её нарезании обязательно применяют СОЖ (эмульсию, сульфофрезол и другие).
Марки быстрорежущей стали для резцов: Р6М5К5, Р6М5, Р9М4К8, Р9К5, Р12Ф3, Р9М4К8.
Способы нарезки резьбы на водопроводной трубе

Способы нарезки делятся на два типа: ручной и автоматический. В первом случае потребуется комплект резьбонарезных устройств. Для нарезки наружной резьбы применяются плашки клуппы, для внутренней – метчики. Размеры инструментов определяют по справочным таблицам. Автоматическая нарезка происходит на станках или электроинструментом. Метод отличается точностью и подходит для труб любого диаметра. На станках выполняется фрезерование и накатка резьбы.
Нарезание плашкой
Выбор типа инструмента зависит от требований к качеству. Лучший результат достигается при использовании цельной плашки, которая обладает высокой жесткостью. Недостаток устройства – быстрый износ. Подпружиненные плашки (с разрезом в одном из осевых отверстий) позволяют менять диаметр резьбы в пределах 0,3 мм. Их жесткость снижена, резцы служат дольше, но чистота нитей теряется.
Подготовленная труба зажимается в тиски. Плашка помещается в держатель и фиксируется винтами. На обрабатываемый участок и резцы наносится смазка. Инструмент надевается на трубу под прямым углом. Вращение происходит плавно, по часовой стрелке. После изготовления нескольких витков удаляется стружка и возобновляется смазка. Для качественной нарезки после черновой плашки используется чистовая. Готовая резьба очищается ветошью.
Использование клуппа

Нарезка резьбы клуппом
Использование трубного клуппа удобнее, чем плашки. Инструмент стоит дороже, но для выполнения большого объема работы лучше выбрать его. Клупп дает чистый виток, раздвижная конструкция позволяет регулировать диаметр резьбы. Установка направляющих уменьшает риск появления перекосов, облегчает процесс нарезания. Если в конструкцию входит трещотка, около плашки располагают храповое колесо. При его повороте перемещается головка инструмента. Трещотка незаменима в стесненных условиях работы.
Труба зажимается в тиски, оставляется небольшой участок. Короткая выступающая часть не позволит металлу прогнуться от приложенных усилий. Труба и резцы смазываются машинным маслом. Выступающая часть вставляется в направляющую клуппа. Нарезка происходит короткими вращательными движениями. Периодически осуществляется поворот назад для отрезания стружки. В процессе работы добавляется смазка
При нарезании резьбы на водопроводных трубах важно следить за количеством витков
Работа метчиком

Внутренняя резьба выполняется метчиком. Его диаметр должен быть чуть больше, чем трубы. При работе рекомендуется пользоваться комплектом из двух-трех деталей. Они выполняют черновую и чистовую нарезку. Первый инструмент проводит основную работу, удаляя до 70% стружки. У чистового метчика небольшая заборная часть и полный профиль нарезки. Инструменты различают по канавкам на хвостовике:
- одна – черной;
- две – средний;
- три – чистовой.
Внутренняя часть трубы требует очищения и смазки. Метчик вставляется вертикально, хвостовик закрепляется в воротке. Вращение ведется по часовой стрелке. При работе с мягким металлом инструмент периодически выворачивают и вычищают стружку. Обязательно применяется смазка. После окончания работы проводится проверка качества резьбы.
НАСТРОЙКА ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА С КОРОБКОЙ ПОДАЧ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
1. Настройка токарно-винторезного станка 1К62 для нарезания резьбы с шагом Р = 1 мм
1.1. В таблице 5 резьб и подач станка 1К62 (рис. 1), которая укреплена на барабане Е, резьба с шагом 1 мм выделена жирным четырехугольником. Для настройки станка на заданный шаг нарезаемой резьбы сначала диск 5 за две рукоятки вытяните на себя. Затем поверните его до ряда с шагом 1 мм. Совместите риску Б диска 5 с риской Б таблицы 5. Сменные зубчатые колеса гитары — 42:50. Затем поверните барабан б (табл. 4) до совмещения с колонкой «Метрическая резьба». Рукоятку 3 установите в положение Б (нормальный шаг) (табл. 3), а рукоятку 4 — в положение Д (нормальный шаг правый) (табл. 1).
1.2. На гитаре проверьте сменные зубчатые колеса 42:50. Рукоятку «Выключение реечной шестерни» 1 на фартуке суппорта вытяните на себя (рис. 2). Проверьте настройку станка.
2. Проверка настройки токарно-винторезного станка для нарезания резьбы с шагом Р= 1 мм
Настройте станок на минимальную частоту вращения шпинделя. Суппорт отведите в сторону задней бабки. Включите вращение шпинделя, соединив разъемную гайку ходового винта, и выключите вращение шпинделя.
На передней бабке и патроне проведите горизонтальную линию мелом, а сзади каретки на направляющих станины нанесите карандашом линию в поперечном направлении. Включите станок и сделайте вручную 10 оборотов шпинделя так, чтобы проведенные горизонтальные линии на передней бабке и патроне совпали. Сзади каретки проведите вторую линию карандашом, разъедините разъемную гайку, а суппорт отведите в сторону передней бабки. Измерьте полученное расстояние между двумя рисками (10 мм) и разделите его на число оборотов шпинделя (10), получим значение шага нарезаемой резьбы, равное 1 мм. Следовательно, коробка подач настроена правильно, так как за один оборот шпинделя резец, закрепленный в резцедержателе, пройдет расстояние 1 мм, равное шагу нарезаемой резьбы. Проверку настройки станка сделайте резьбомером после пробного прохода нарезаемой резьбы резьбовым резцом на дефектной заготовке.
Источник
Основы ремонта водопровода
Не многие задумывались над тем, как подключается ввод водопровода в частный дом.
Состоит он из:
- труб,
- вентилей,
- клапанов,
- кранов и других компонентов.
Собирается все это в единую систему посредством резьбовых соединений.
Для того, чтобы процесс замены старой детали на новую не занимал много времени, и существует резьба.
Иногда приходится сталкиваться с такими случаями, когда самому доводится менять изношенный элемент (например, трубу), а на ней нет пазов.
Как поступить в этом случае?
Выход из создавшегося положения очень простой – своими руками нарезать резьбу. Идеальный вариант – это, когда у вас есть возможность воспользоваться токарным станком.










Но такое оборудование есть далеко не у каждого домашнего мастера.
Оно стоит дорого, и для того, чтобы им пользоваться, нужно иметь определенный опыт и навыки.
Если вам нужно оснастить трубу резьбой, например, для подключения мембранного бака для водоснабжения (написано здесь), можно задействовать один из двух видов приспособлений, предназначенных для нарезания пазов:
- резьбонарезная лерка,
- трубный вороток.
С помощью этого инструмента нарезают резьбу в водопроводных и канализационных трубах (зачем нужен гидрозатвор прочитайте здесь), которые применяются в инженерных сетях многоэтажных домов и частных постройках.
Обратите внимание! Если у вас нет никакого опыта в этом деле, то работать с леркой вам будет очень сложно. Так как даже минимальный перекос инструмента неизменно приведет к образованию дефекта
В этом случае, лучше всего использовать вороток, процесс нарезки с его помощью упрощается наличием в конструкции такой важной детали, как — направляющая
Чтобы не испортить водопроводную трубу, для приобретения определенного навыка, потренируйтесь на не нужном куске пустотелого предмета
В этом случае, лучше всего использовать вороток, процесс нарезки с его помощью упрощается наличием в конструкции такой важной детали, как — направляющая. Чтобы не испортить водопроводную трубу, для приобретения определенного навыка, потренируйтесь на не нужном куске пустотелого предмета. Чтобы не испортить водопроводную трубу, для приобретения определенного навыка, потренируйтесь на не нужном куске пустотелого предмета
Чтобы не испортить водопроводную трубу, для приобретения определенного навыка, потренируйтесь на не нужном куске пустотелого предмета.
Теперь давайте попытаемся освежить в своей памяти, что собой представляет процесс нарезания резьбы:
- при нанесении пазов на трубы, образовывается винтовая поверхность на внешней стороне пустотелого предмета;
- винтообразная плоскость играет роль соединительного элемента, который размеренно вращается кругом оси сгонки;
- шаг резьбы соответствует одному полному витку.
Для того, чтобы место сопряжения водопроводных труб было водонепроницаемым, прочным, и узел мог выдерживать высокий напор в системе, необходимо нарезать резьбу таким образом, чтобы шаг в точности совпадал с шагом стыковочных деталей.
Диффузионная сварка
Полипропиленовые изделия возможно соединить несколькими методами, но самый популярный – диффузионная сварка. Для надежного крепления изделий тут употребляются фитинги: муфты, уголки и переходники.
Полипропиленовые трубы в системе холодного водоснабжения гарантировано прослужат до 50 лет. Приблизительно четверть века они смогут прослужить при обустройстве тёплого водоснабжения. Помните, что продолжительность работы этих изделий зависит от давления и температуры воды в конструкции.
Трубопровод из полипропилена имеет громадной запас прочности, разрешающий выдерживать все трансформации в системе. Так, большое давление и низкие температурные показатели никак не повлияют на длительность работы изделий. Такое же действие на полипропиленовые трубы будет иметь низкое давление с большой температурой. Но большие показатели давления и температуры, в один момент зафиксированные в системе, сократят длительность работы изделий на 5–7 лет. В домашних трубопроводах не бывает чрезмерных нагрузок, талантливых повредить трубы, исходя из этого не следует тревожиться.
Свойства труб из пластика
Современные материалы, из которых изготавливают трубы, в народе называют пластиком, но под этим подразумевается достаточно широкий ассортимент различных изделий.
Существует несколько видов труб, изготовленных из материалов, обладающих своими особенными свойствами и характеристиками. Основными видами пластиковых труб, наиболее часто применяемых в системах водоснабжения, канализации или отопления, являются:
- Изделия из поливинилхлорида используются чаще всего при устройстве и ремонте канализационных сетей различных промышленных и бытовых объектов. В системах отопления такие трубы не применяются.
- Полиэтиленовые трубы обладают высокой пластичностью. Используются для холодного водоснабжения, так как способны выдерживать температуру жидкости до 80 ℃.
- Для отопления и горячего водоснабжения широко используются изделия из полипропилена, так как этот материал отличается повышенной твердостью и способностью выдерживать более высокие температуры. Такие трубы могут использоваться даже без металлической армирующей сетки.
Рекомендации опытных мастеров и распространенные ошибки
Помимо описанных выше технологий резьбонарезных работ очень важны также и следующие рекомендации опытных мастеров:
- Самой лучшей смазкой для резьбонарезных работ является простое сало.
- Для того чтобы избежать поломки режущего инструмента трубы перед нарезкой на ней резьбы очень тщательно зачищают.
- Вместо тисков для ручной нарезки используют трубный зажим – специальное приспособление, не повреждающее стенки трубы и надежно фиксирующее ее.
Основными ошибками людей, впервые взявшимися за резьбонарезные работы, является неправильный выбор диаметра трубы, отсутствие фаски, нарезка без использования смазок.
Приёмы нарезки резьбы
Нарезка резьбы вручную
Техника нарезки резьбы на трубных заготовках предполагает применение следующих приёмов:
- использование специальных резьбовых гребёнок и резцов;
- накатывание резьбы посредством круглых (плоских) плашек;
- подготовка резьбового соединения с использованием «классических» метчиков и плашек;
- нарезка резьбы с помощью специальных фрез.
Таким образом, подготовка резьбовых соединений в домашних условиях возможна лишь при наличии определённых приспособлений и инструмента. В предлагаемой вашему вниманию статье мы подробно рассмотрим метод нарезки резьбы с помощью специального резьбонарезного комплекта (так называемого «клуппа»).