
Какие инструменты используются для накатки резьбы?
Процесс накатки нарезки на трубах может осуществляться при помощи ряда способов:
- Фабричный метод накатки. Труба с резьбой поступает в продажу в готовом виде.
- Механическая нарезка. Этот метод требует наличия специального оборудования, во многих мастерских для данных целей используются токарные станки. В патроне станка зажимается труба, в суппорт помещается резец для накатки резьбы. Внутри и снаружи трубы снимается фаска. Канавки нарезаются при перемещении суппорта, скорость которого необходимо настроить для более точной накатки. В целом данный метод обеспечивает максимально тонкую нарезку.
- Ручной способ накатки. В некоторых случаях, когда трубу невозможно поместить в станок (например, при необходимости нарезки резьбы на уже установленном трубопроводе), используются ручные инструменты. Для нарезки вручную потребуется метчик или специальная плашка.
Метчик используется при накатке внутренней резьбы. Хвостовик метчика вставляется в держатель, затем инструмент медленно вкручивается в полость трубы. Этот способ требует достаточных физических усилий.
Чтобы осуществить нарезку плашкой, необходимо закрепить инструмент в зажиме с одной, а лучше – двумя рукоятями. Плашка навинчивается на отрезок трубы по направлению часовой стрелки. При работе с трубами с диаметром более ½” применяются сразу два инструмента: чистовая и черновая плашка.
Перечисленные виды нарезки труб не требуют высокого уровня мастерства, обработка труб плашкой или метчиком – достаточно заурядная процедура, осуществляемая всеми сантехниками при работе с металлическими трубами. Эти методы актуальны при обработке как водопроводных, так и газовых и отопительных труб.
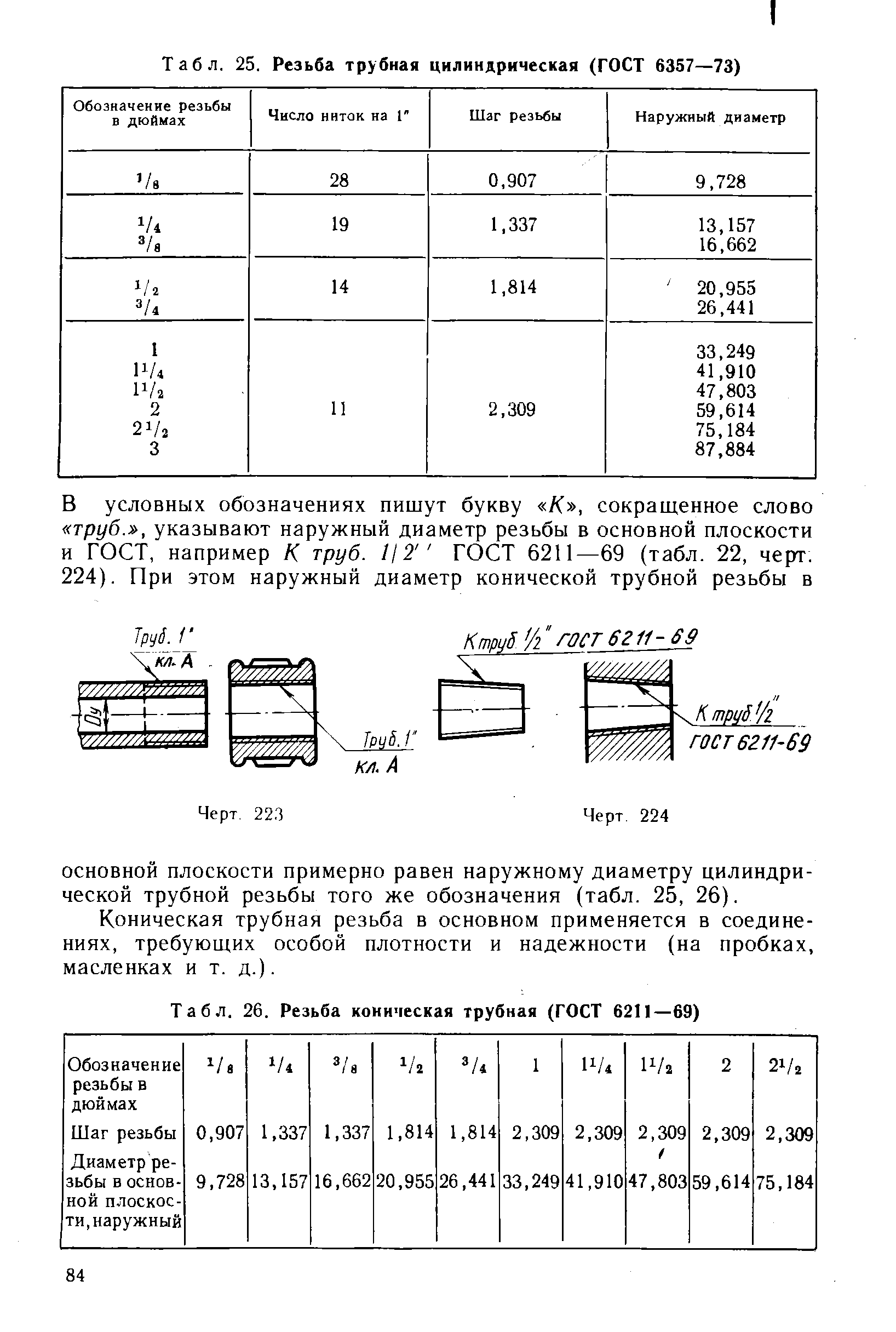
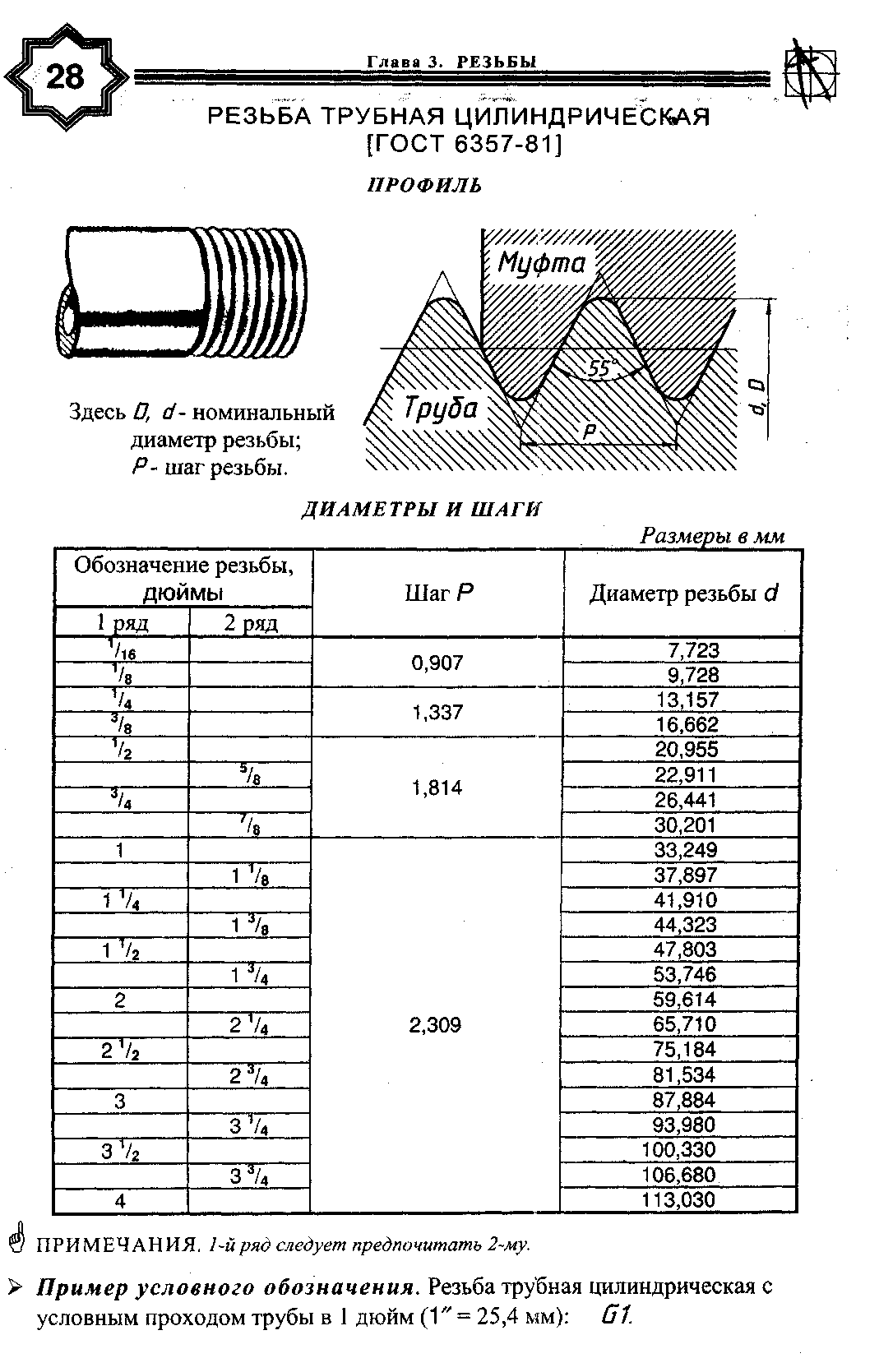
Параметры конической трубной резьбы
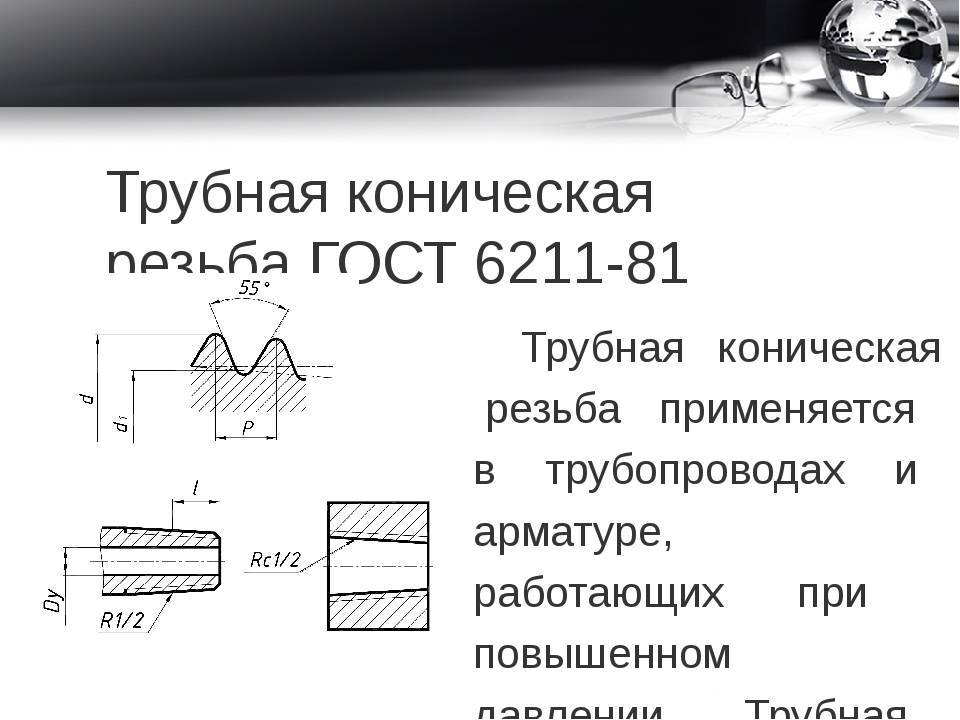
Данный вид соединений обозначается исключительно в дюймах. Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
Этот параметр одинаков для всех видов конической трубной резьбы, а вот шаг существенно отличается. Исторически принято измерять его в количестве ниток на дюйм. Но в процессе эволюции производства некоторые значения не соответствуют указанным данным. Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
Ниже указаны соответствия дюймовых номиналов аналогам в мм:
- ⅛ — 28 (число ниток на дюйм), 0,907 мм;
- ¼ — 19, 1,337 мм;
- ⅜ — 19, 1,337 мм;
- ½ — 14, 18,14 мм
- ¾ — 14, 18,14 мм
- 1 — 11, 23,09 мм
- 1¼ — 11, 23,09 мм
- 1½ — 11, 23,09 мм
- 2 — 11, 23,09 мм
У конической трубной резьбы различают три диаметра: наружный, внутренний и средний. Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы
Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное. К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом
Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру
К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Следует знать, что при подготовке деталей к обработке необходимо учитывать припуски. Делая конус на входящей детали ориентируются на наружное значение диаметра по таблице. Затем проверяют длину заготовки и лишь потом делают нужный уклон. На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.
Угол вершины профиля 55° выбран не случайно. Это гарантирует лучшую герметизацию соединения. При закручивании происходит притирка деталей с легким заминанием профиля. Однако применять силу при сборке не рекомендуется. Конусность деталей приводит к тому, что вектор нагрузки направлен наружу. Деталь может просто разорвать при избыточных усилиях. Особенно, если толщина элемента с внутренней резьбой небольшая. Не рекомендуется применять технологию на тонкостенных латунных и алюминиевых деталях. Об этом нужно помнить, когда решено сочетать трубную коническую и трубную цилиндрическую резьбу, которая не рассчитывалась при производстве на такой вид нагрузки.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).

Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
Типоразмер Наружный диаметр, дюймов Наружный диаметр, мм Диаметр сверления, мм mm Число витков на дюйм Шаг, мм
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
Размер резьбы, дюймы Момент затяжки стандартных болтов и гаек Н*м*Фунт силы-фут**
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
Сферы применения
Так как трубную резьбу наносят на водогазопроводные трубы, то и сферы ее применения аналогичны областям использования этих трубопроводов, а именно:
В контурах систем отопления.
В трубопроводах подачи горячей и холодной воды.
В газоподающих магистралях на поверхности земли и внутри зданий.
Для монтажа стальных обсадных колонн скважин.
При сборке различных конструкций из труб, к примеру, в качестве сборной колонны из резьбовых штанг для шнекового, гидравлического бурения.
Понятно, что все фасонные элементы и фитинги для монтажа трубопроводов, а именно отводы, тройники, крестовины, переходники, муфты, ниппели, водорозетки и прочие тоже имеют трубную резьбу.
Также вся сантехническая резьбовая арматура, а именно шаровые и вентильные краны, смесители, клапаны, заглушки, воздухоотводчики, контрольно-измерительные приборы, реле, фильтры, гибкие и жесткие подводки и прочий ряд элементов оснащены трубной резьбовой насечкой.
Ее имеют и приборы, подключаемые в трубопровод — скважинные, колодезные, циркуляционные, повысительные электронасосы, компрессоры, опрессовщики, радиаторные теплообменники и элементы их обвязки, переходники с полимерных труб на металл.

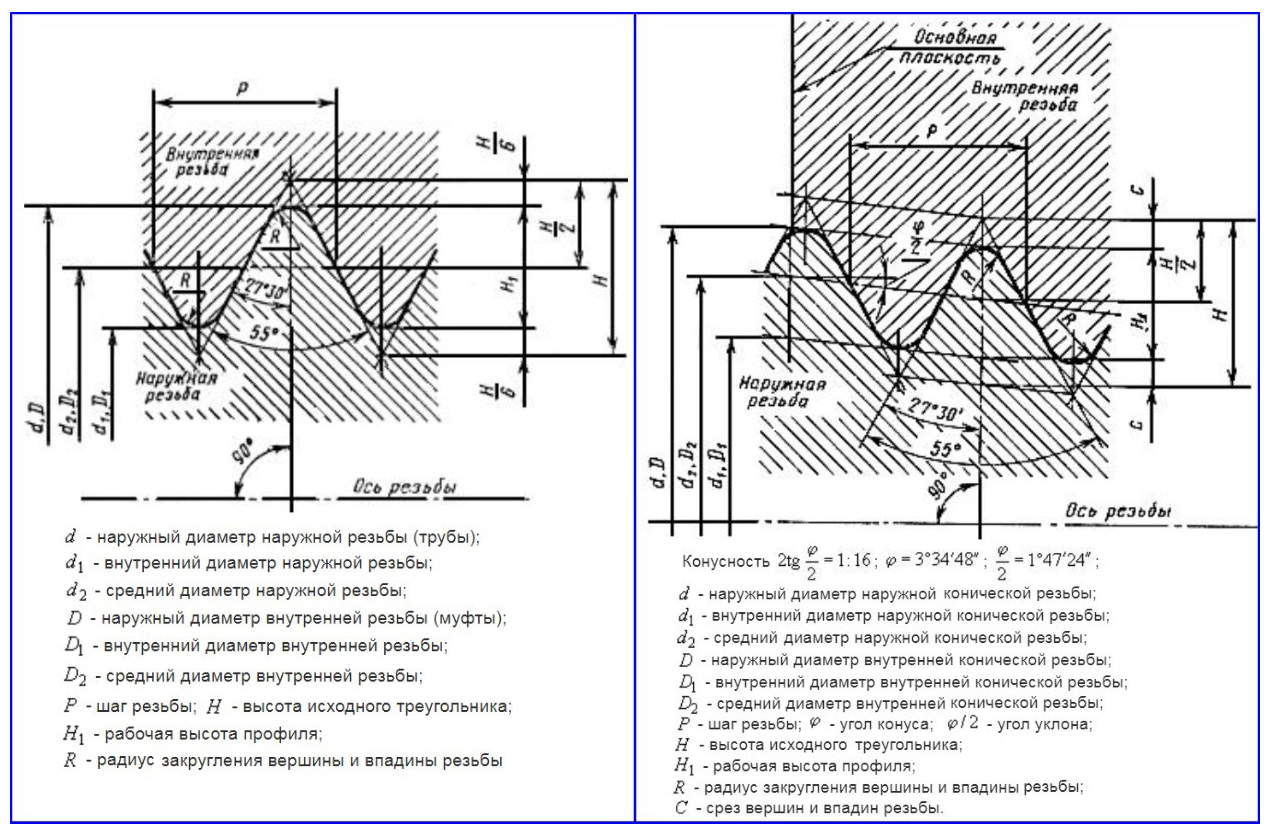
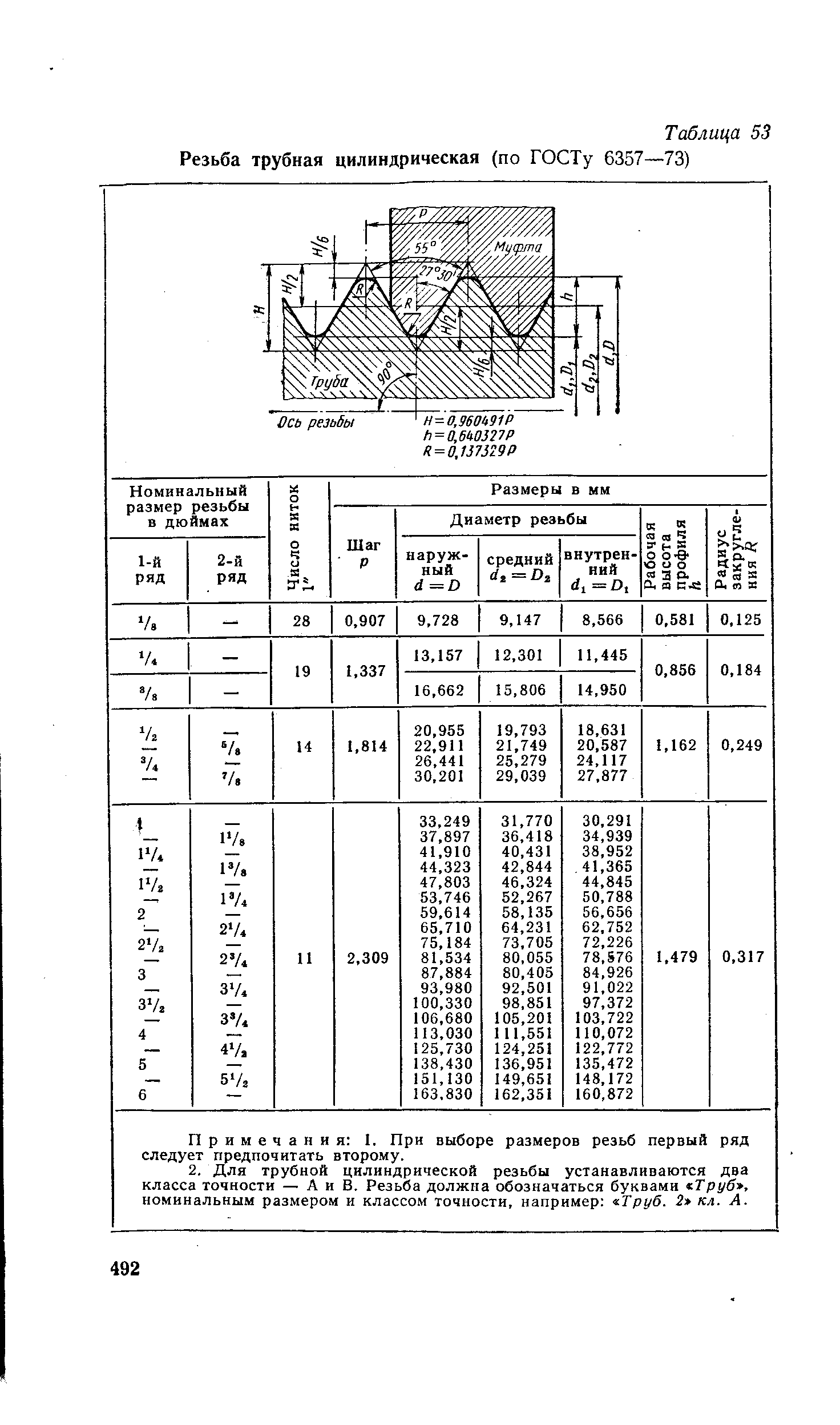
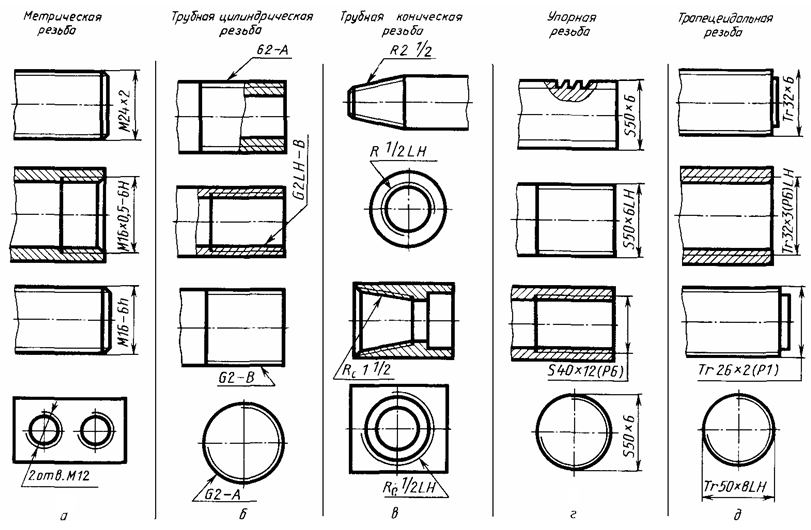
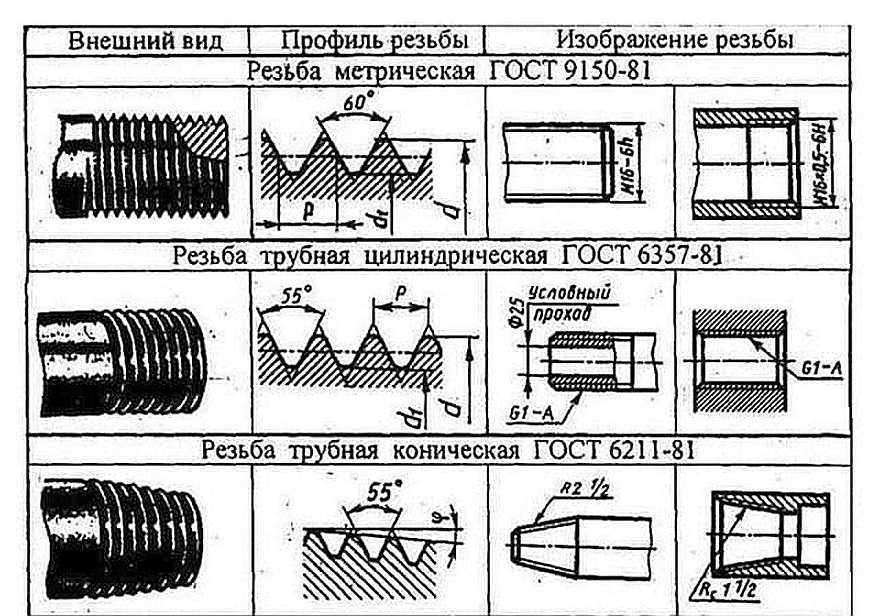
Рис. 4 Профили цилиндрической по ГОСТ 6357-81 и конической по ГОСТ 6211-81 резьб
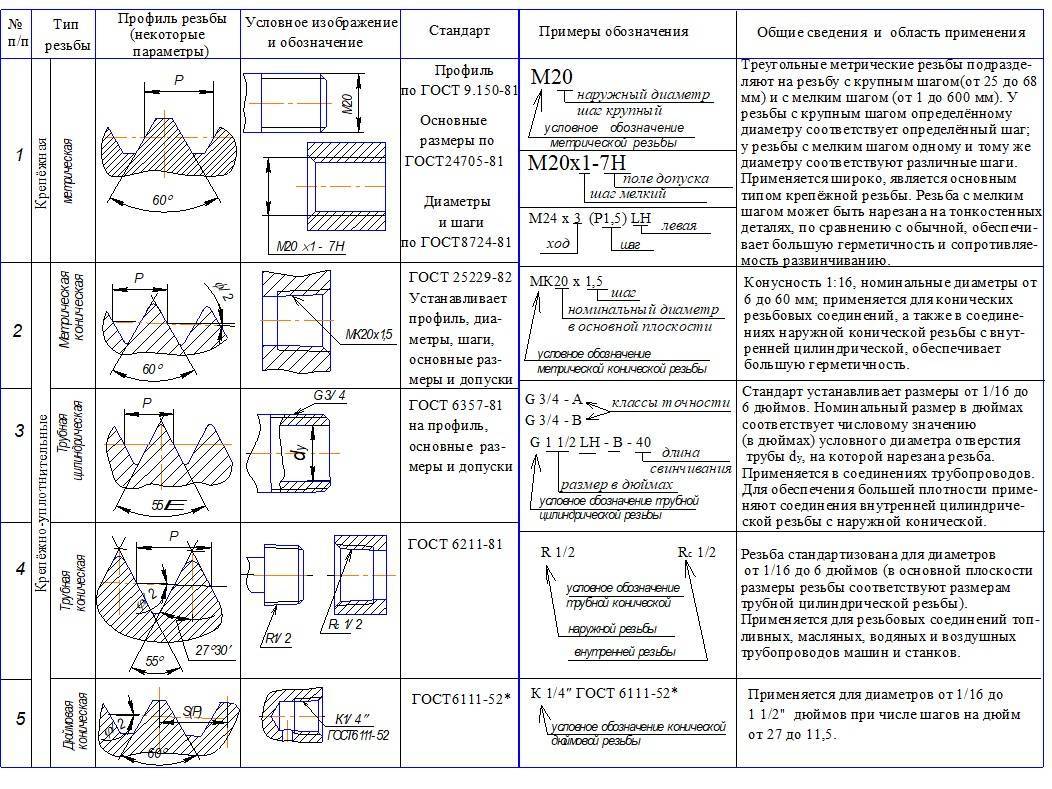
Типы резьбы и их характеристики
Характеризуют следующие показатели:
- Ее направление;
- Резьбовое число заходов;
- Расположение;
- ЕИ диаметра резьбы;
- Профиль поверхности.
Именно эти параметры определяют выбор необходимого типа.
Современные нормативные стандарты рассматривают три основных типа нарезки: цилиндрическая, коническая, дюймовая. Далее рассмотрим каждую из них в отдельности, а так же NPSM, NPT и круглую резьбу.
Цилиндрическая нарезка (резьба Витворда)
Этот тип осуществляется для цилиндрических соединений, так же для соединений, если внутри применен цилиндрический тип, а снаружи конический тип. Удобна цилиндрическая нарезка в условиях потребности высокой степени герметичности.
- Осуществляется на трубах диаметром до 6 см (если диаметр более 6 см – они свариваются);
- Применяется профиль, угол которого 55 градусов.
Коническая резьба
Осуществляется для конических типов соединений труб, так же для соединений, если внутри применен цилиндрический тип, а снаружи конический.
При использовании конической, обязательно применяется герметик. Чаще всего ее применяют при соединении трубок, где фиксируется наличие большого давления в жидкостях или газе.
- Впадины и вершины резьбы закруглены;
- Применяется профиль, угол которого 55 градусов.
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
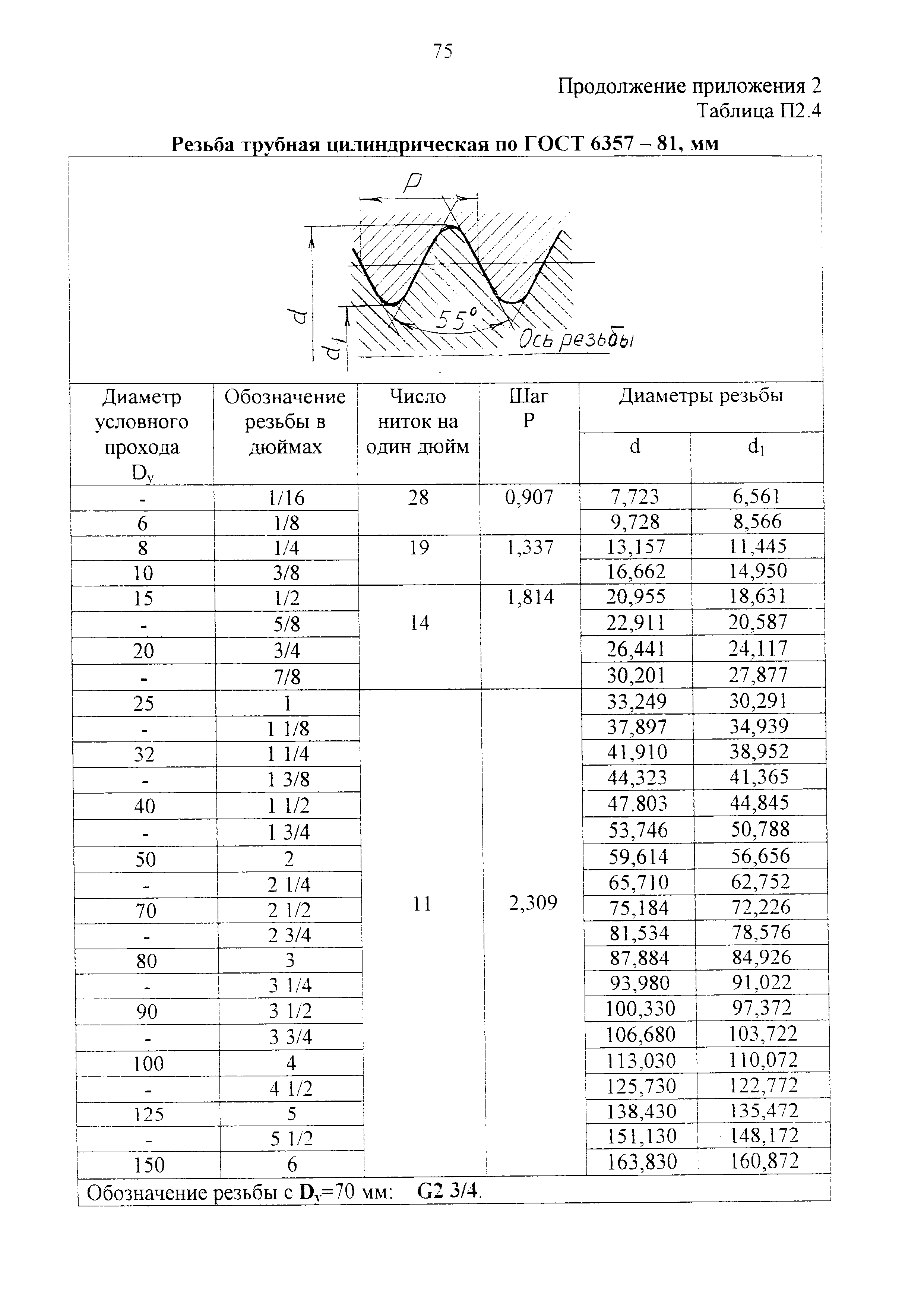
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
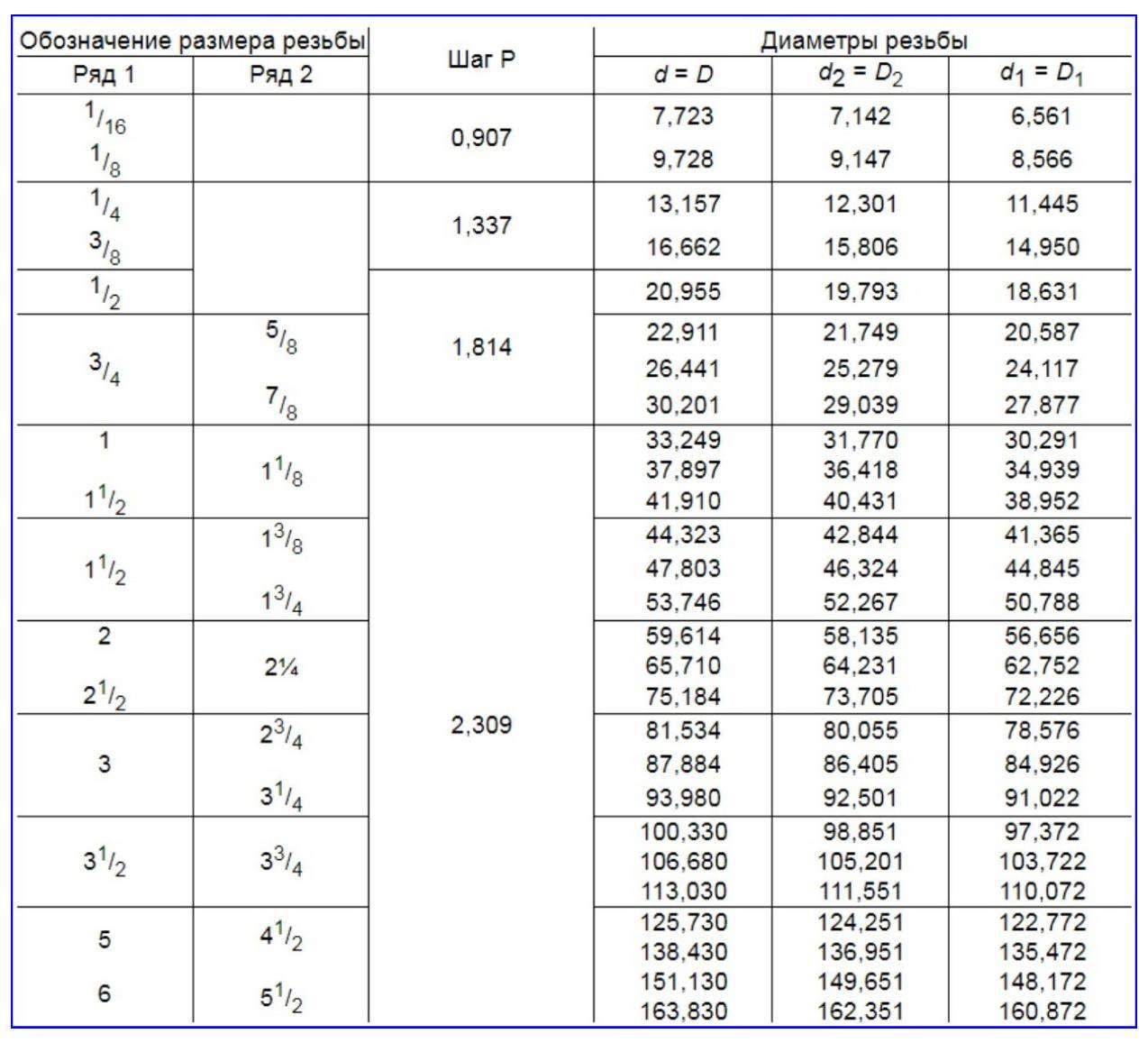
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
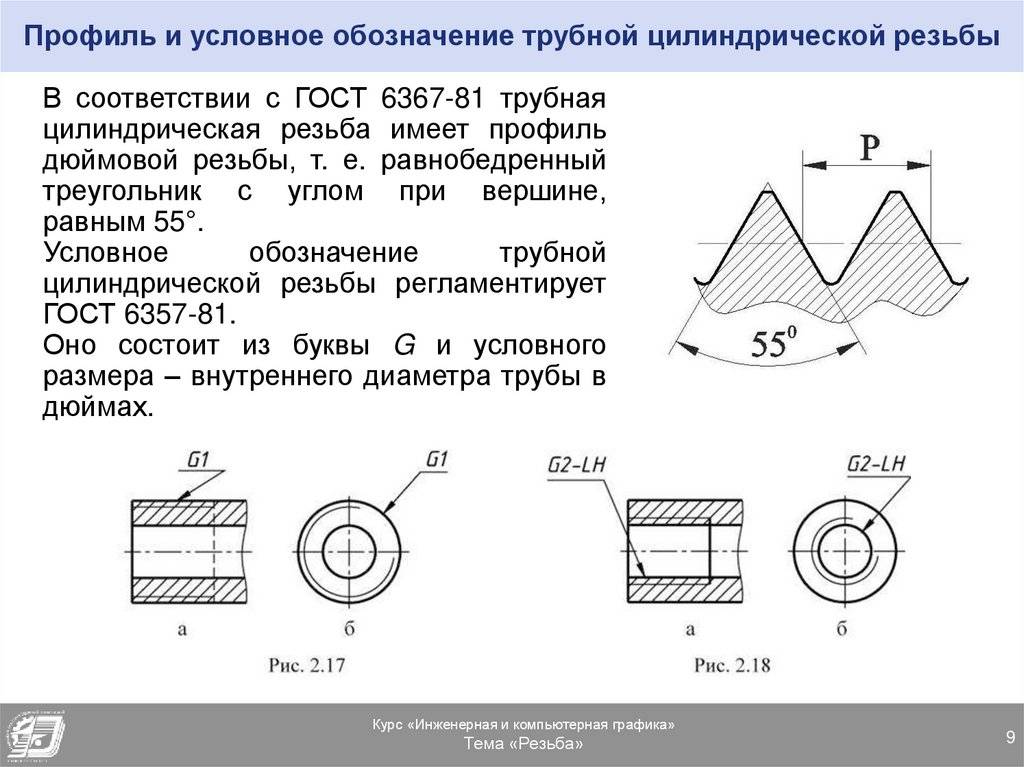
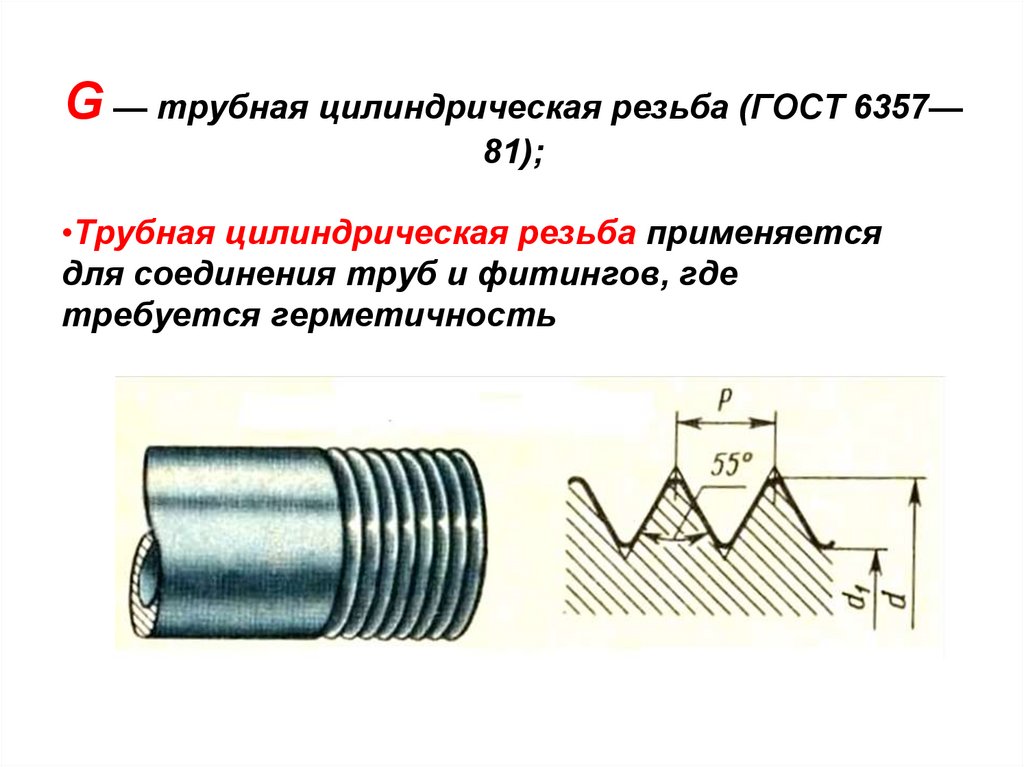
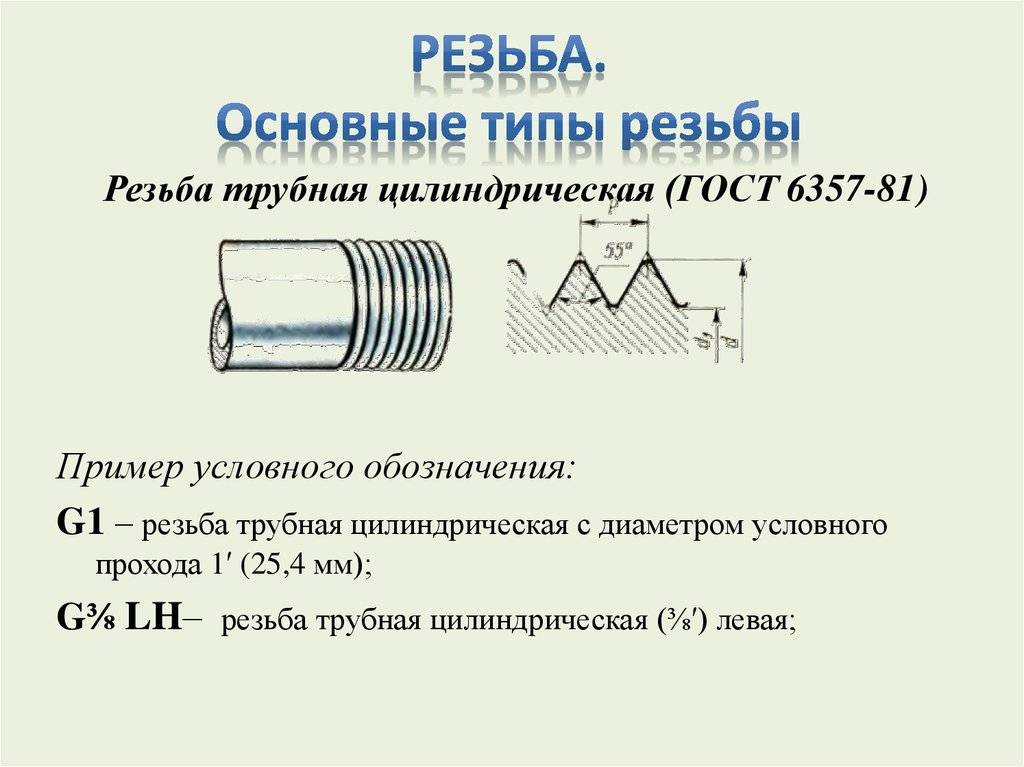
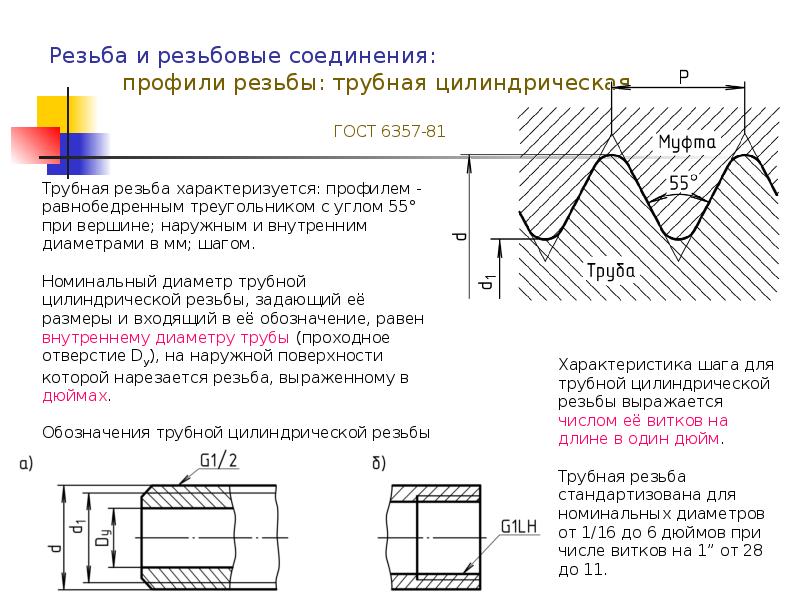
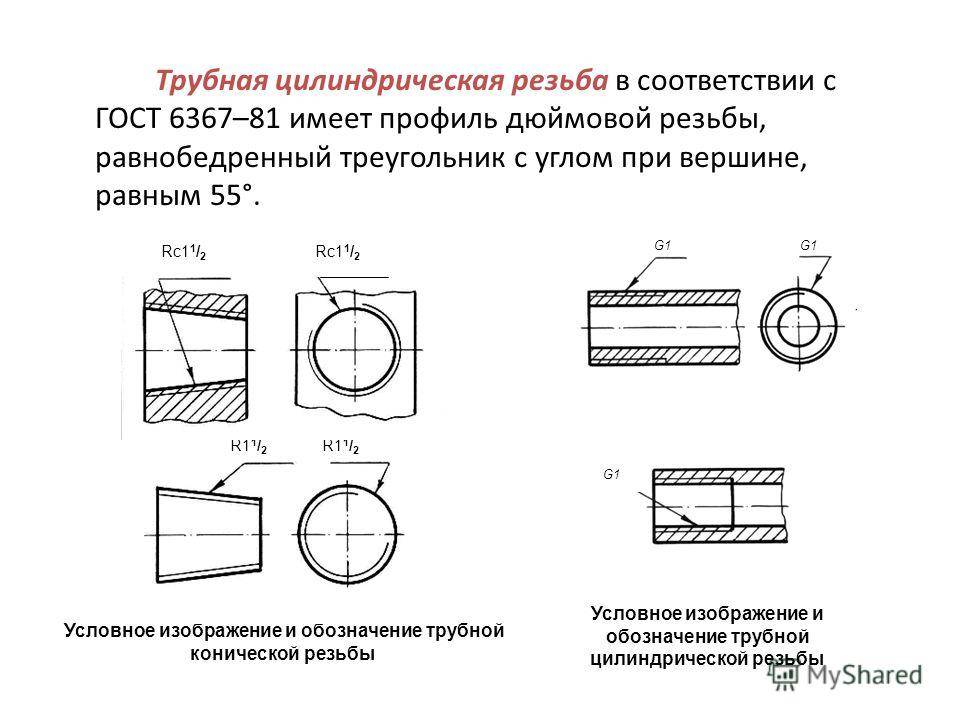
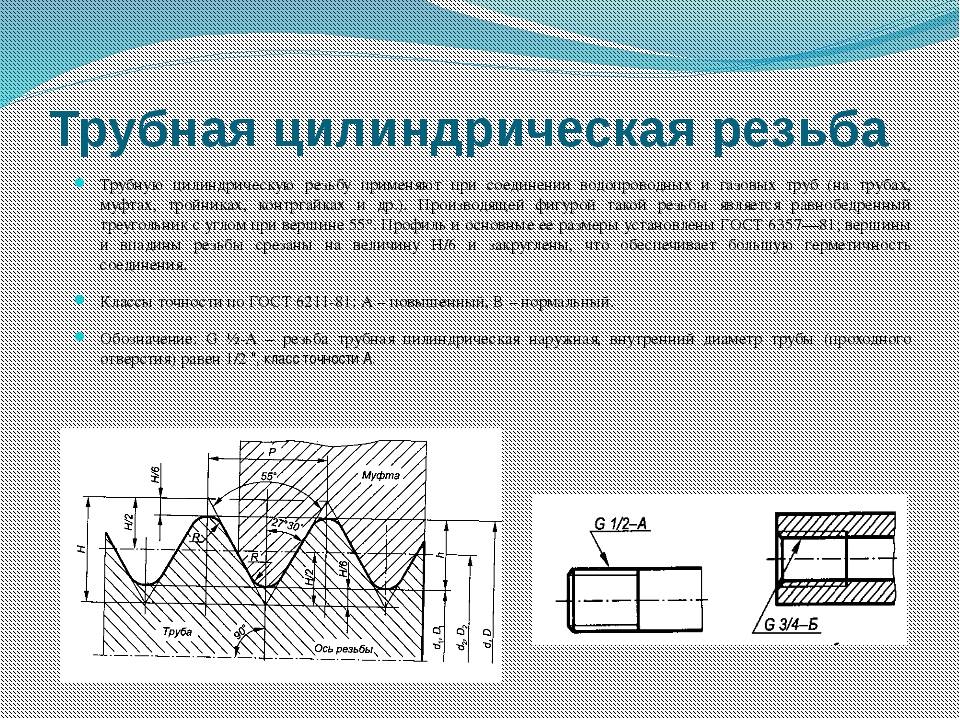
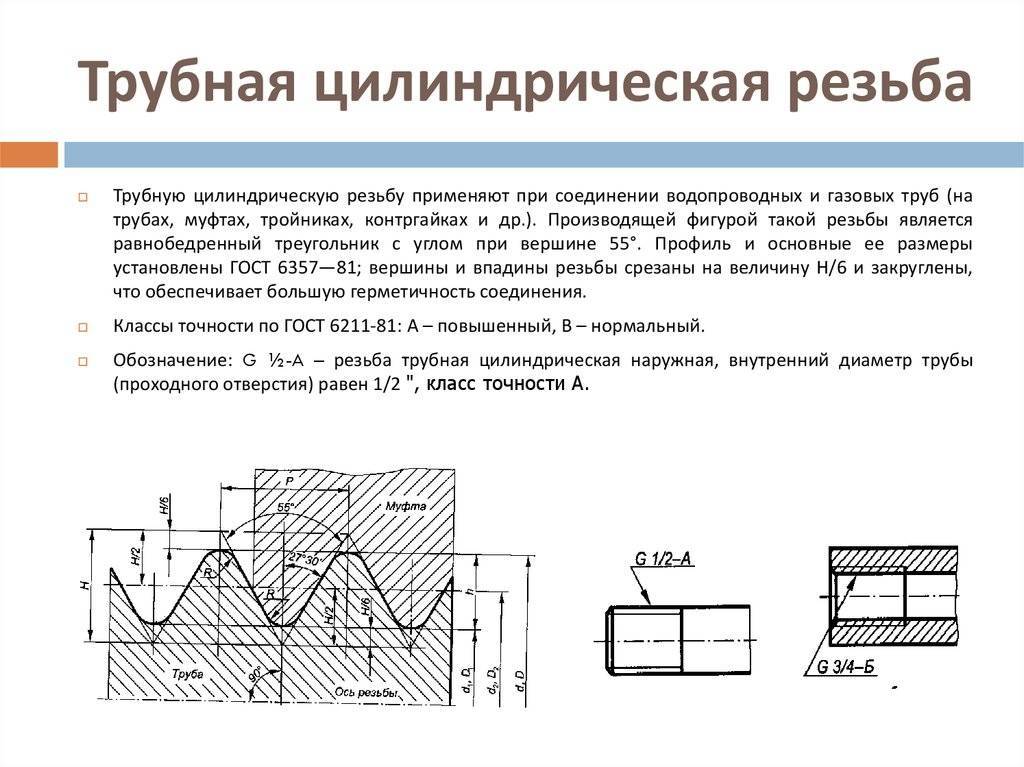
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
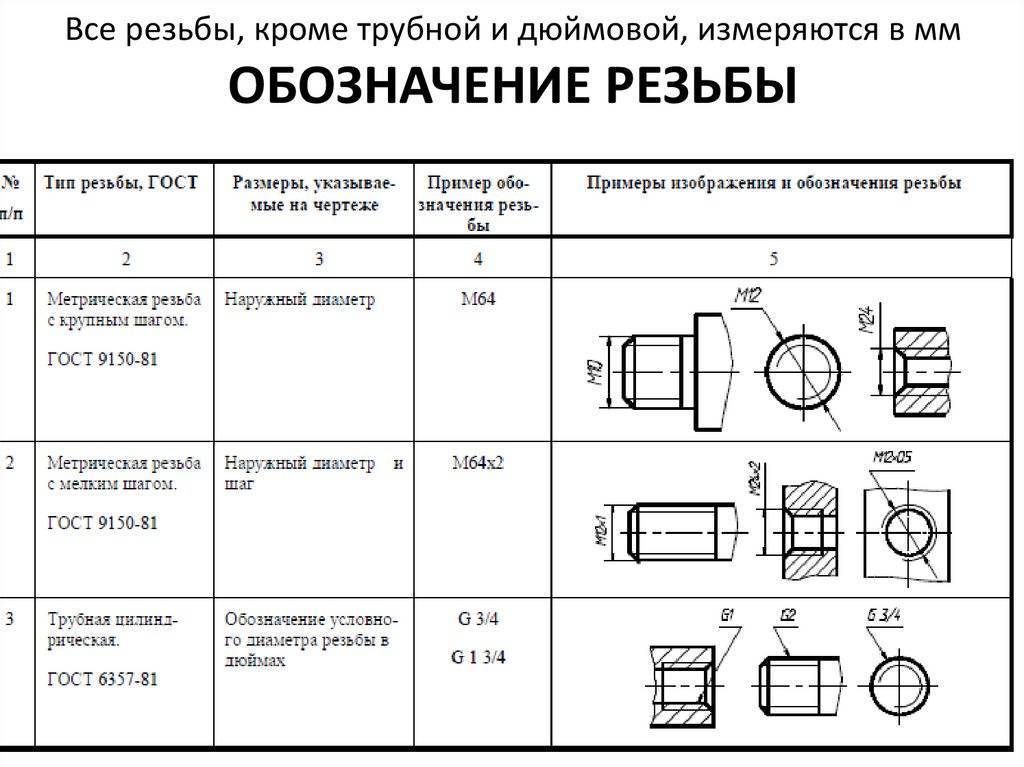
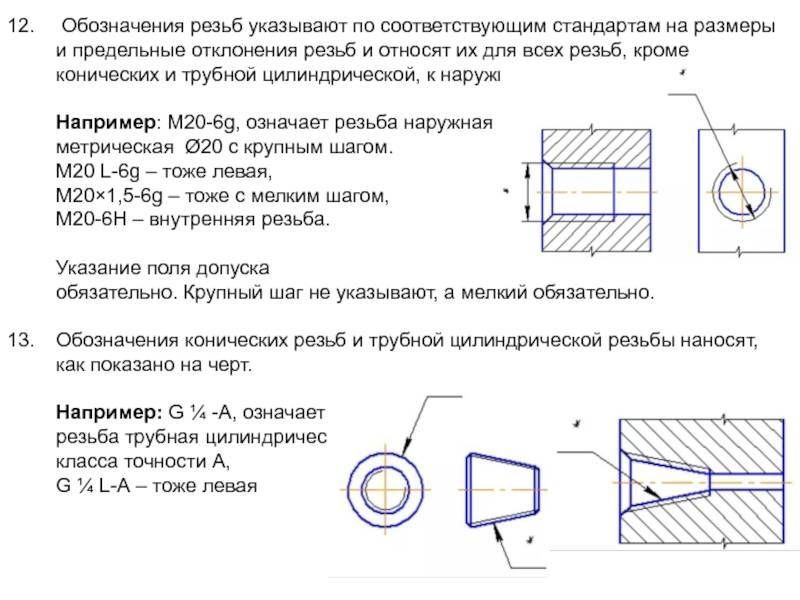
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.

Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
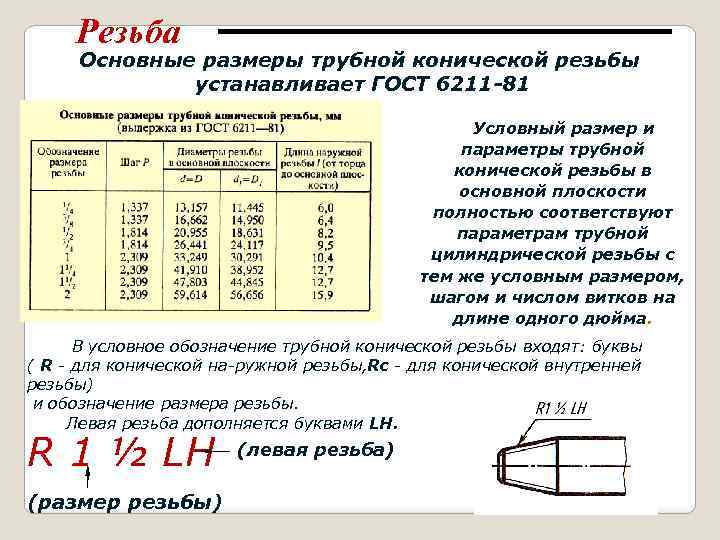
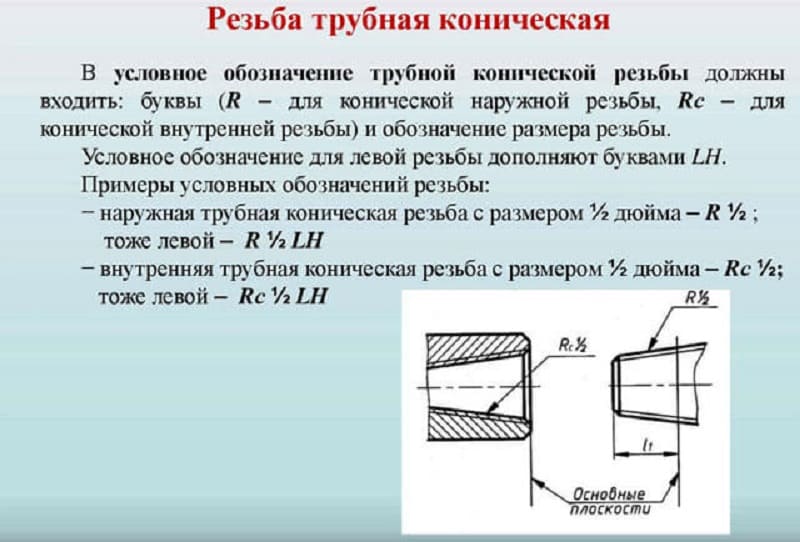
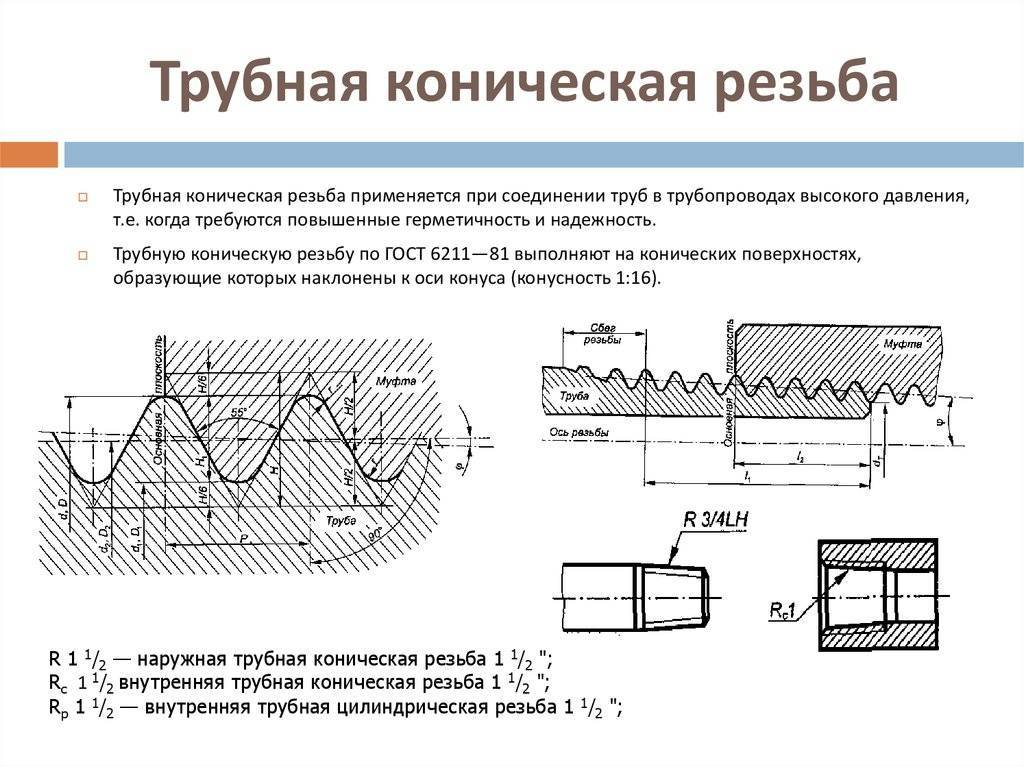
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp – внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Как производится монтаж сгона в систему
Муфты стальные соединительные для монтажа и устройства водопроводов, устанавливаемые после вентилей, монтируются с соблюдением следующих правил:
- Фитинги должны иметь длину просвета между трубами не более 5 мм. с учетом углубления стороны с короткой резьбой в присоединяемое оборудование или арматуру.
- На сторону с резьбой длиной не менее 20 ниток последовательно наворачиваются контргайка стальная и соединительная муфта.
- Льняное волокно или нить наматываются по ходу резьбы
- При монтаже на короткую сторону наматывают льняное волокно, смазывают его специальной пастой и ввинчивают трубу сгона в выходной патрубок вентиля вручную, а затем поджимают газовым ключом. Для удобства используют второй ключ, удерживая им корпус вентиля во избежание проворачивания на трубопроводе.
Рис. 5 Части соединительные стальные по ГОСТ 8965-75
- Наворачивают на длинную сторону соединительные детали: контргайку до упора и муфту, на подсоединяемую трубу по ходу резьбы наматывают лен.
- Сгоняют длинную муфту вниз и наворачивают на трубу, дожимая ее газовым ключом.
- Наматывают льноволокно с другого конца муфты, обмазывают его пастой и затягивают контргайку.
Соответствие двух систем обозначений
В водяных и газовых системах широко используют трубы из стали. Их габариты показывают целыми величинами или их долями. Например, диаметр трубного изделия размером в 1 дюйм в мм будет равняться 33,5, а диаметр трубного изделия в 2 дюйма в мм отвечает 67.
Это конечно не соответствует заявленным 25,4 и 50 мм. При прокладке арматуры с дюймовыми обозначениями к изделиям в 1 и 2 inch сложностей не возникает, но замена на пластиковые и медные изделия требует учета несоответствия в обозначениях.
Зачем все так усложняют? Дело в том, что для образования потока жидкости важно учесть внутренний размер. По этим причинам стали указывать именно этот показатель 1дюймовых, 2дюймовых и всех остальных трубопрокатных материалов. Самыми точными считают показатели в величинах условного прохода
Самыми точными считают показатели в величинах условного прохода.
Условный проход 1дюймового, 2дюймового и остального трубного сортамента равняется габаритам просвета. Для обозначения метрического размера 1 дюймового, 2 дюймового и любого другого трубопровода, рекомендуют использовать таблицы.
Точные определения – формула для расчета
Эти знания нужны, чтобы вычислить количество транспортируемой среды
Это очень важно для отопительных систем. Например, когда необходимо проложить систему обогрева, нужно определить и рассчитать размер сортамента в сечении, чтобы все жилье прогревалось равномерно. Как точно определить сечение каждой трубы в таких величинах, как дюймы может подсказать формула: D = sqrt ((314∙Q)/ (V∙DT))
Как точно определить сечение каждой трубы в таких величинах, как дюймы может подсказать формула: D = sqrt ((314∙Q)/ (V∙DT)).
В ней:
- D – внутренний объем трубопроката;
- Q — это поток тепла, который определяют в кВт;
- V обозначает быстроту носителя тепла, ее определяют в м/с;
- DT – это различие температурных показателей, на входе и выходе сети;
- sqrt – квадратный корень.
Что такое дюймовый объем
Расшифровка диаметра труб, предоставленного в дюймах простая. Их часто измеряют в этих величинах. Такая одна единица равняется 3,35 см. Уже указывалось, расшифровка этой величины имеет расхождения, и связано это с тем, что сортамент меряют не по внешнему объему, а по внутреннему. Так, например, внутренний габарит дюймовой трубной заготовки может быть разным: от 2,55 до 2,71 см. Эта величина меняется в зависимости от толщины стенки.
Труба с размером в 1 inch имеет наружный диаметр в 25,4 мм, труба, имеющая 2 inch, в метрическом измерении равняется 50 миллиметрам. Откуда же в технических параметрах трубной цилиндрической резьбы берут цифры 33,249 и 66,498?
Эта резьбы на 1 и 2 дюймовых изделиях выполняется на внешнем объеме. Поэтому, соотношение диаметра резьбы к внутреннему объему является условным. Исходя из этого, габариты 1 и 2 дюймового трубопроката исчисляют путем сложения величины 25, 4 или 50 с двумя толщинами стенок трубного изделия.
Так же выполняя расшифровку, нельзя забывать о том, что стандарты у разных фирм – производителей разные, все они ориентируются на свои собственные показатели.
Если своими силами такую расшифровку выполнить трудно, то следует обратиться за помощью к профессионалам. Они окажут эффективную помощь при выборе нужных изделий.
Соответствие метрических и дюймовых параметров
Все трубные изделия изготовляют по определенному стандарту, и показатель давления является фиксированной величиной. Поэтому нужно точно знать соответствие Ø всех труб, показанных в дюймах и мм. Игнорируя это соответствие, нельзя правильно выбрать трубопрокатный сортамент.
Как применяется такое соответствие в быту, можно узнать в предоставленной ниже таблице:
| Величина метрическая | Величина в дюймах |
| 15 | ½ |
| 20 | ¾ |
| 25 | 1 |
| 50 | 2 |
| 80 | 3 |
| 100 | 4 |
| 150 | 6 |
Применяя эти сведения, можно точно определить соответствие двух видов измерений габаритов, и взять для работы детали, точно соответствующие друг другу.
Дюймовое выражение размера
Если рассмотреть эти размеры на конкретных примерах соответствий Ду, то они будут выглядеть следующим образом:
- Диаметр стандартной трубы на 12 inch равен 300.
- Диаметр трубного изделия 3 inch – это 80.
- 8 дюймовый диаметр стандартного трубопроката приравнивается к 200.
- Диаметр стандартного трубопроката, на 32, при переводе в дюймы показывают как 1 ¼
- Диаметр трубопроката 40 мм в inch прописывают 1 ½
- Ø стандартной трубы на 15 в дюймах выражен числом ½
- Ø стандартного изделия на 4 дюйма в переводе на метрический равняется 100.
- Ø трубопроката на 3/ 4 дюйма в метрическом переводе равняется 20.
- Ø стандартного трубопроката на 1/2 дюйма в метрическом переводе показывает число 15.