
Сварка полипропилена общие принципы
Для взора начинающего «мастера на все руки» процесс может показаться обманчиво простым. Ведь все что нужно — это разогреть составляющие детали, соединить, а затем крепко их скрепить. Но настоящий мастер знает, что дьявол скрывается в мелких деталях, поэтому нужно внимательно отнестись к нюансам, игнорирование которых, может привести к некачественному результату, плохой работе канализационной системы, затопления соседей и дальнейшему разочарованию в технологии. Подлость процесса выявления ошибок – их можно обнаружить через пару месяцев, сразу диагностировать проблему магистрали может только опытный сантехник, проводивший за своим любимым делом больше 10000 часов. Поэтому рекомендуем внимательно проработать некоторые моменты, чтобы результат самостоятельного труда радовал и эксплуатировался десятки лет.
Сварка полипропилена выполняется методом термооплифузии. Процесс состоит в разогреве состыковочных частей и их быстрого соединения. Чтобы процедура стала возможной необходимо иметь аппарат – паяльник.
Типы труб из полипропилена
Срок службы изделий зависит от температуры среды и давления, создаваемого в них. При правильном выборе типа материала удается существенно продлить его эксплуатационные возможности.
Выделяют 4 разновидности трубных материалов, имеющих разные характеристики в зависимости от температуры их эксплуатации.
|
Тип изделия и соответствующая ему маркировка |
Назначение | Температура среды, С |
Рабочее давление, МПа |
|
PN10 |
Для холодного водоснабжения и теплых полов | 20 для холодного водоснабжения, 45 для полов теплой системы | 1 |
| PN16 | Для холодного и горячего водоснабжения | До 60 |
1,6 |
|
PN20 |
Для горячего водоснабжения | До 80 | 2 |
| PN25 | Для центральных отопительных систем, армированных изделий, систем горячего снабжения водой | До 95 |
2,5 |
Материалы марки PN10 относятся к изделиям, предназначенным для холодного водоснабжения. Они не способны выдерживать высокую температуру среды. Второй тип с маркировкой PN16 относится к изделиям смешанного типа и предназначен для холодного и горячего водоснабжения, но с ограничением температуры эксплуатации. PN20 и PN25 являются материалами, предназначенными для горячего водоснабжения. Такие трубопроводы способны выдерживать действие высоких температур, а изделия под маркировкой PN25 дополнительно армированы металлом, что увеличивает их срок службы и способность выдерживать большое давление и температурный режим.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
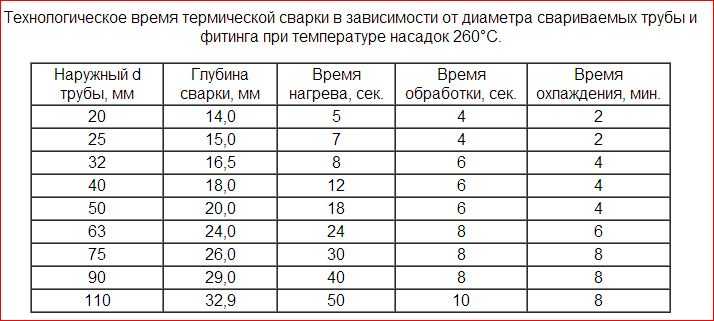
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
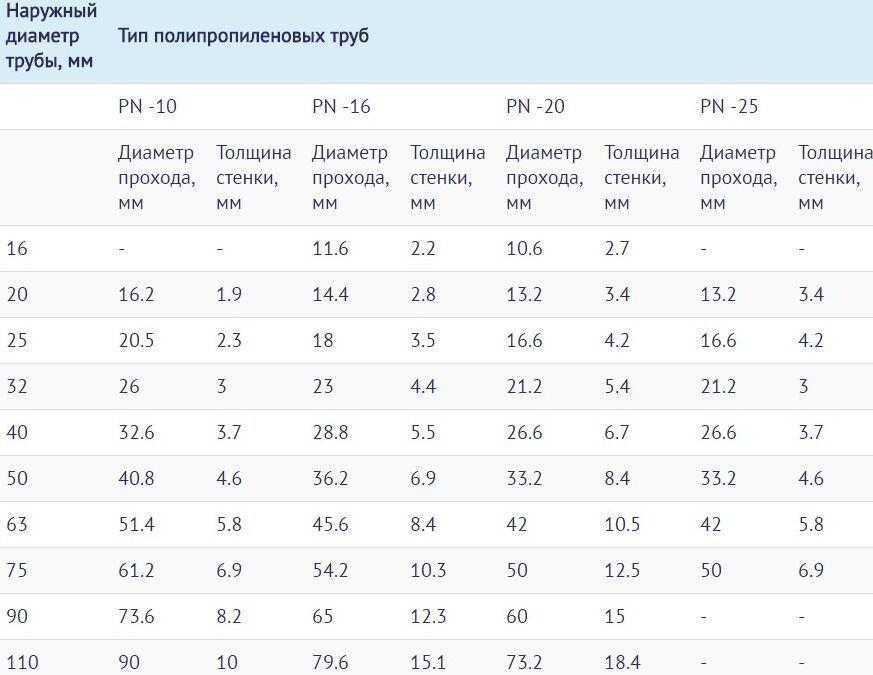
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Аппараты для листового полипропилена
Технология сварки листовых полипропиленовых заготовок заключается в сплавлении их по тщательно подготовленной линии среза. Для образования качественного соединения могут применяться следующие методы:
- автоматическая сварка;
- ручное сваривание с помощью паяльного приспособления;
- подобный же метод, но с применением специального технического фена.
Станок для сварки листового полипропилена
Автоматическое соединение полипропиленовых листов относится к наиболее эффективным и качественным приёмам, при реализации которых применяется полифузионная сварка.
Для этого используется особый тип оборудования, в виде рабочих станков или раздвижных столов, на которые в процессе сварки укладываются заготовки и фиксируются посредством прижимного механизма.
Перед началом сварочных процедур оператор устанавливает параметры будущего шва (их толщину и длину), а затем нажимает кнопку «Пуск».
Тем же фиксирующим механизмом края полипропиленовых листов прижимают к нагревательному элементу и после этого прогревают в течение определённого промежутка времени.
При нагреве до заданной температуры нагревательный элемент отводится из рабочей зоны, а раздвижные элементы продолжают сжимать детали точно по линии среза. Длительность сжатия и развиваемое при этом усилие строго нормируются и задаются оператором перед началом процедуры сплавления.
Этим методом заготовки листового полипропилена могут соединяться независимо от их формы, длины и толщины. Ширина рабочей части раздвижного стола для некоторых моделей станков может достигать 3-4-х метров.
Приведённые выше параметры удовлетворяют показателям различных материалов из пропилена, что представляется очень выгодным для обработки больших партий этих изделий.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Влияние температуры
 Для сварки PPR материал сначала должен быть введён в термопластичное состояние. В этом состоянии макромолекулы свободно перемещаются без стойких межмолекулярных связей. Растворение полукристаллических структур, пока не происходит, так как они плавятся при более высоких температурах. Это свободное перемещение должно быть в такой степени, чтобы молекулярные связи могли смешиваться в интерфейсах соседних структур и снова затвердевать, при охлаждении полукристаллических структур.
Для сварки PPR материал сначала должен быть введён в термопластичное состояние. В этом состоянии макромолекулы свободно перемещаются без стойких межмолекулярных связей. Растворение полукристаллических структур, пока не происходит, так как они плавятся при более высоких температурах. Это свободное перемещение должно быть в такой степени, чтобы молекулярные связи могли смешиваться в интерфейсах соседних структур и снова затвердевать, при охлаждении полукристаллических структур.
Это смешивание происходит только в пограничных областях. Кстати, термин пластик указывает на то, что материал не жидкий, а пластический (вязкий поток). Это связано с длинными цепями молекул, смешивающихся при плавлении. Пластик также может быть в жидком и даже в газообразном состоянии, но это происходит при высоких температурах или при слишком длительных периодах воздействия тепла, когда фрагменты цепей разрушаются. PPR имеет очень широкий термопластичный диапазон от примерно 140 до 300 С. Однако опыт показал, что он обладает лучшей (долгосрочной) прочностью при температуре сварки от 200 до 220 С.
Низкие или более высокие температуры оказывают неблагоприятное влияние на прочность. Пайка полипропиленовых труб температура нагрева до технологических норм обеспечивает долговременный период эксплуатации систем. Из-за низкой теплопроводности полиэтилена и большой толщины материала требуется довольно длительное время прогрева, чтобы достаточно пластифицировать их соединительные части.
Ставим детали на прогрев
Когда сварочный аппарат достигнет рабочего режима, загорится лампочка. Труба вставляется в муфту, а фитинг – на дорн. Если провести такую работу одновременно довольно сложно, сначала монтируется тяжелый соединительный элемент.
Сварочные детали обязательно имеют небольшой припуск, который начинает выдавливаться при их монтаже. Так получается кольцеобразный валик (грат). Чтобы сдвинуть такое кольцо, нужно приложить некоторые усилия, но делать это следует плавно и медленно, чтобы грат приобрел правильную форму. Фитинг, свободно надевающийся на дорн и не образующий кольцеобразного валика, считается бракованным.
При монтаже детали требуется обязательно следить за глубиной установки. Как только элемент упрется в вершину дорна, нужно прекратить давление, иначе можно повредить торец трубы и помять ограничитель фитинга. Чтобы контролировать глубину погружения детали в муфту, на некотором расстоянии от торца делается соответствующая отметка. Однако эта процедура необязательна, так как в основном фитинг вставляется в оправку, пока не коснется упора.
После того как детали были установлены в муфту аппарата и его дорн, нужно выждать несколько секунд, пока поверхности хорошо не оплавятся
Важно правильно определить продолжительность нагрева. Этого времени должно хватить для получения вязкого и текучего состояния полипропилена
Если период нагрева будет слишком большим, детали станут очень мягкими
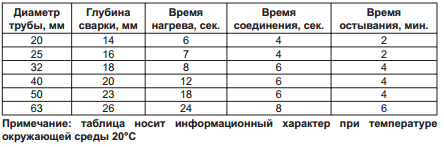
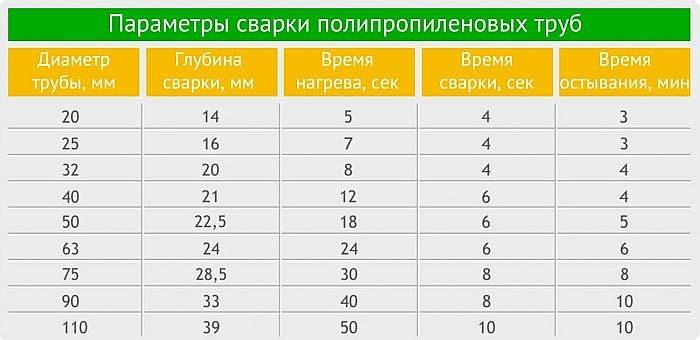
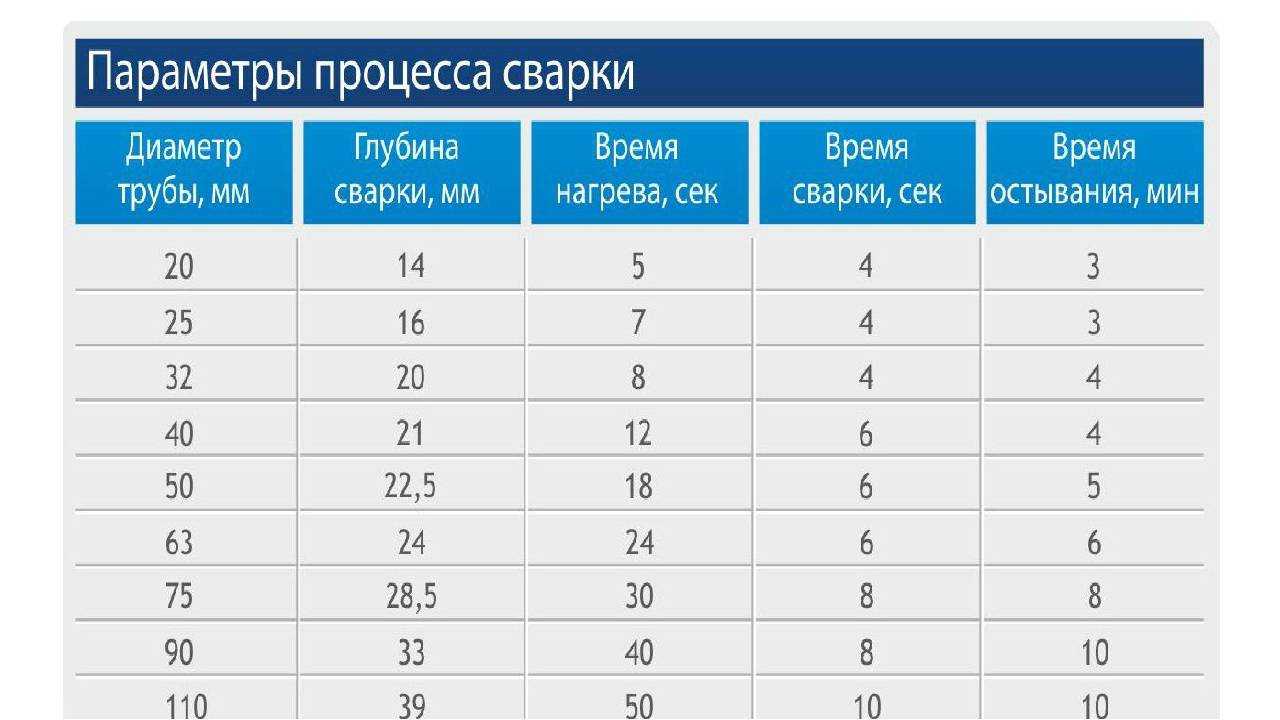
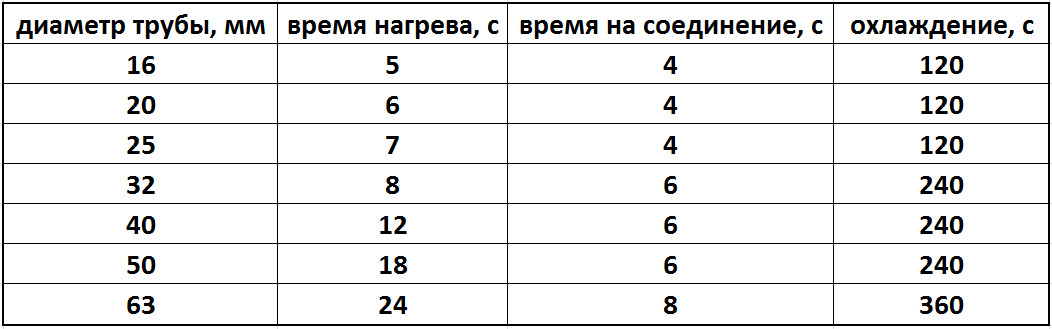
Изготовители пластмассовых труб разработали специальные таблицы, в которых обозначено время нагрева для определенной марки полипропилена. В этом случае учитываются также толщина стенки и сечение трубы
Если период нагрева будет слишком большим, детали станут очень мягкими. Изготовители пластмассовых труб разработали специальные таблицы, в которых обозначено время нагрева для определенной марки полипропилена. В этом случае учитываются также толщина стенки и сечение трубы.
Когда совмещаются фитинги с цилиндрическими изделиями, угол проворачивания деталей не должен превышать 5 градусов. Если стык сделан правильно, грат будет иметь одинаковую толщину со всех сторон.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Подписывайтесь так же на наш Youtube, группу , . Там много полезного и интересного контента!
Трубы и вспомогательные элементы для сборки
Основным параметром при выборе трубы, определяющим возможность ее применения для конкретных целей, является величина номинального давления. Этот показатель обозначается двумя буквенными символами «PN» и двумя цифровыми:
- PN10. Система, смонтированная из такого типа ПП-труб, рассчитана на давление до 10 атмосфер при температуре потока до 45°С. Трубопровод может использоваться только для холодной водоподачи.
- PN16. Символы указывают на возможность применения трубы для холодных водопроводов при подаче воды температурой не выше 60°С под давлением до 16 атмосфер.
- PN20. Трубы с этой маркировкой рассчитаны на подачу воды, нагретой до 95°С, при давлении в системе до 20 атмосфер. Предназначены для организации горячего водоснабжения, но не подходят для отопления по причине деформирования в напорных отопительных системах.
- PN25. ПП-изделия способны выдержать давление до 25 атмосфер, предназначены для устройства напорных систем отопления. Трубы PN25, армированные фольгой из алюминия или капроновым волокном, отличаются прочностью и низкими теплопотерями.
Особенностью ПП-труб является высокая жесткость, потому в процессе сборки их изгиб невозможен. При прокладке коммуникаций необходимо применение различных фурнитурных элементов – фитингов:
- для разветвления основного потока – тройников или крестовин;
- для изменения направления магистрали – отводов;
- для состыковки труб – муфт.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Температура сварки ппр
Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
PN10 – это трубы тонкие, их используют практически только для холодного водоснабжения. Температура среды не должна превышать 20 градусов. Иногда их укладывают для незначительного обогрева тёплых полов.
PN16 применяют в условиях давления в процессе эксплуатации не выше 16 атмосфер. Максимальная температура – 60 градусов, на более высоких значениях деформируется. Самая популярная труба в холодном водоснабжении и простая при монтаже.
PN20 – это трубы уже для отопления. Выдерживают температурную нагрузку до 95 градусов. Ещё несколько лет назад считалось, что пластик на такое не способен.
PN25 – армированные трубы повышенной прочности. Выдерживают сильный нагрев и температурные перепады.





Исходя из вышеназванных характеристик, подбирается не только температура, но и время пайки, поскольку некоторые виды полипропиленовых труб выдерживают лишь кратковременное воздействие высоких температур, после чего начинают размягчаться.
Сам процесс пайки несложен:
- соединямые детали надеваются на специальный кончик утюга;
- места стыковки выдерживаются до видимого размягчения;
- происходит соединение.
Весь процесс должен происходить быстро и в строгой последовательности
Очень важно выверить нужную температуру. И при слишком горячем соединении, и при, образно говоря, холодном, полипропиленовые трубы теряют часть своих качеств, а то и вовсе ломается на месте шва
Во время пайки труба может начать стремительно плавиться или крошиться. Чаще всего это происходит от использования вторичного сырья при изготовлении труб или наличия посторонних примесей. Единственный выход – произвести замену материала. Исправить его уже нельзя, он не соответствует заявленным техническим характеристикам.
Как правило, во время процесса используют усреднённое значение температурного режима для расплавления материала. Обычно это 260 градусов, но допускается диапазон от 255 до 280 градусов, всё зависит от вида трубы, о чём было сказано выше.
Есть ещё метод холодной сварки. Его используют в бытовых водопроводах низкого давления. Тогда детали просто соединятся специальным клеем. Прочность такого соединения гораздо ниже, качество шва – тоже.
Инструменты для пайки полипропиленовых труб
Инструменты для пайки труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества. Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении
Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
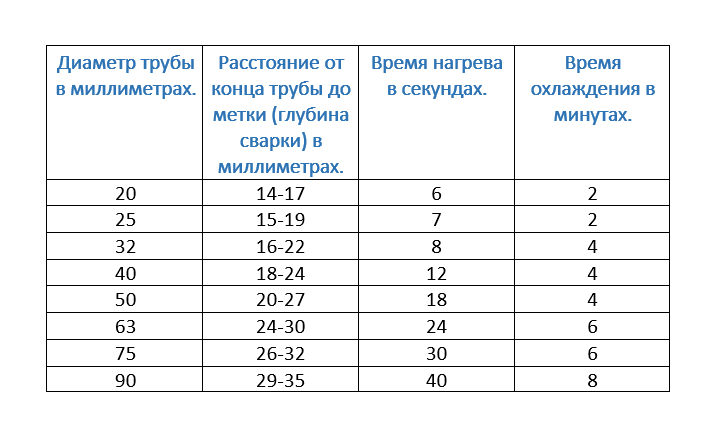
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
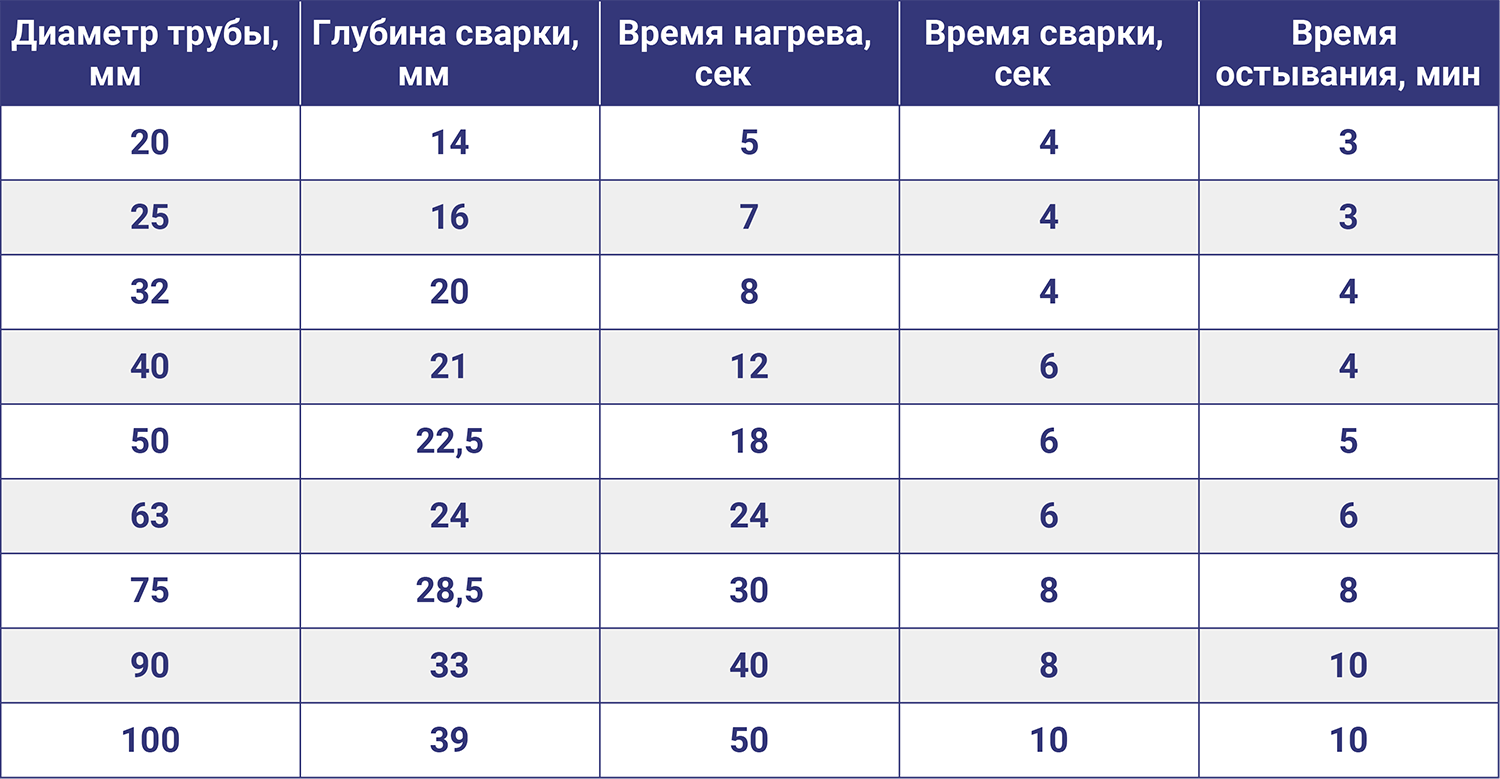
|
Диаметр (мм.) |
Глубина сварки (мм.) |
|
20 |
14,0 |
|
25 |
16,0 |
|
32 |
20,0 |
|
40 |
21,0 |
|
50 |
22,5 |
|
63 |
24,0 |
|
75 |
28,5 |
|
90 |
33,0 |
|
110 |
39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
|
Диаметр (мм.) |
Время остывания (сек.) |
|
20 |
3 |
|
25 |
3 |
|
32 |
4 |
|
40 |
4 |
|
50 |
5 |
|
63 |
6 |
|
75 |
8 |
|
90 |
10 |
|
110 |
10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.



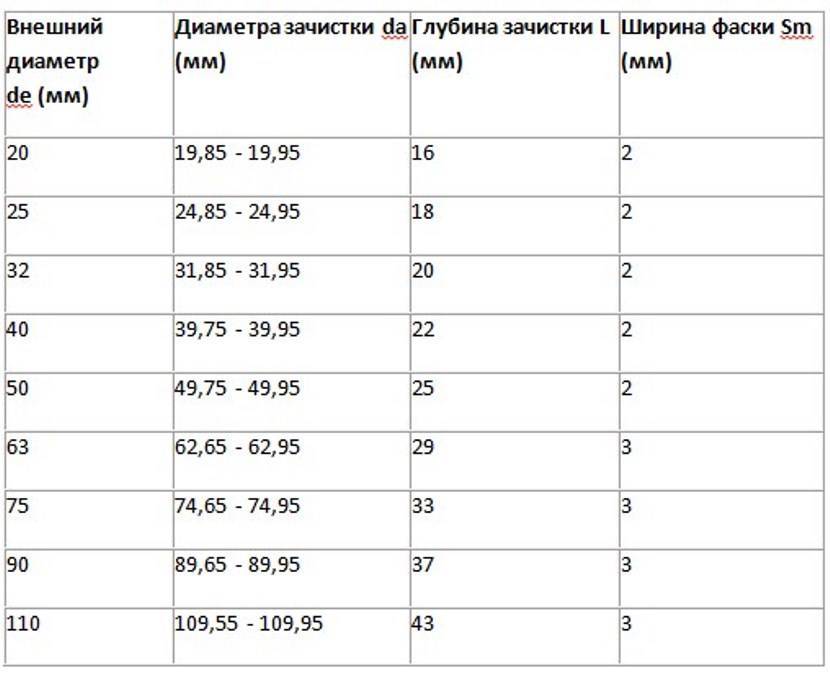



С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Сварка своими руками
Работу следует выполнять в помещении с хорошей вентиляцией. Полипропилен при нагревании способен выделять токсичные вещества, а они могут причинить вред здоровью, вызывая отравления.
Поэтапная инструкция по сварке:
- Сначала на паяльник устанавливают необходимую насадку правильного размера;
- Для плавления полипропилена должна быть достигнута температура в 260 градусов;
- Подготавливают детали для соединения, проводят их очистку и правильное размещение;
- Затем запускается в работу паяльник;
- Необходимо выждать необходимое время для нагревания, а об этом сигнализирует зеленый окрас датчика.
При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
Затем труба и фитинг одновременно надеваются на болванку и паяльный инструмент. Труба вставляется внутрь болванки. Фитинг размещается на внешней стороне. Он засовывается до упора, а труба — до готовой отметки. Главное — правильно выдержать время.
Если инструмент прогреется плохо, то и уровень диффузии будет небольшой, а это нарушит качество сплава. А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
После нагревания важно сразу выполнить стыковку. Главное правило процедуры – соблюдение сносности
Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается
При этом требуется не спешить и не тянуть, придерживаясь золотой середины
Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается. При этом требуется не спешить и не тянуть, придерживаясь золотой середины.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной
Виды полипропилена со свойствами
Полипропилен (PP) получают полимеризацией исходного сырья в присутствии катализаторов.
Для производства изделий применяют 4 разновидности материала:
- PP-H (полипропилена гомополимер). Благодаря стойкости к внутреннему давлению активно используется в промышленности.
- PP-B (mPP) — смесь полипропилена и полиэтилена, материал с температурой плавления около +110 °С и низким модулем упругости. Широко применяется в производстве бытовых изделий.
- PP-R (PPCP) — смесь пропилена и этилена. Обладает высокой ударной вязкостью и держит давление при больших температурах. Применяется в системах холодного и горячего водоснабжения, отопления бытового и промышленного назначения.
- PP-RCT — термостабилизированный сополимер, устойчивый к высоким температурам и более прочный, чем аналоги. Позволяет сократить вес изделий за счет уменьшения толщины стен.
Как паять полипропиленовые трубы видео
Учиться нужно исключительно у профессионалов. Поэтому познакомьтесь с размещенным видео.
Как паять армированные полипропиленовые трубы видео
Монтаж инженерных коммуникаций из полимеров с помощью пайки — это популярный способ создания надежных систем. Метод позволяет обустраивать канализацию, водопровод и сеть отопления в частных домах и квартирах.
Ошибки при пайке полипропиленовых труб видео
Простой принцип выполнения работ способствовал популярности пайки. Благодаря легкости процесса его могут использовать даже неопытные люди. Однако необходимо обязательно строго соблюдать температурный режим нагрева ПП деталей и полностью выполнять другие советы специалистов.
Мне нравитсяНе нравится