

Виды и конструкции ручных клуппов
Каждый тип инструмента имеет свои особенности и отличия в конструкции.
1.Косые клуппы
Нарезание механической резьбы на стержнях и болтах осуществляется с помощью косого клуппа. Конструктивное исполнение этого вида изделия является самым простым.
Косой клупп состоит из рамки с двумя рукоятками и с отверстием. В ней размещаются две призматические раздвижные прогонки. Упорный винт координирует размещение прогонок. Сухарь и плашки имеют прочную установку для обеспечения совпадения ниток резьбы на прогонках. Точная установка прогонок и сухаря гарантируется треугольными выступами в рамке и соответствующими выемками в плашках и сухаре.
Поломка прогонок исключается благодаря передаче на них давления от винта посредством сухаря. Определённый диаметр резьбы должен соответствовать отдельному комплекту плашек. Устанавливая прогонки в клуппе, следите за цифрами на рамке и плашках – они должны совпадать. Неправильно установленные прогонки делают процесс нарезания резьбы невозможным.
2. Клупп Маевского
Клупп Маевского предназначен для нарезки витков на трубах диаметром до 2”.

Клупп Маевского изготавливается из чугуна, что сказывается на весе инструмента
В основе механизма лежит рама с пазом, в котором посажены разводные прогонки, крепят которые с помощью упорной крышки. Винты координируют размещение плашек в окнах. На раме клуппа установлен направляющий фланец. В нём же размещаются направляющие втулки. Под каждый диаметр труб предусмотрены наборы плашек. Вращение инструмента производится рукоятками.
Достоинствами устройств этого вида являются простота конструкции и маленький вес. Использование легкого клуппа особенно удобно при нанесении витков резьбы на трубах малого диаметра.
3. Трубный клупп
Самым распространённым устройством для нарезания резьбы на трубах является так называемый трубный клупп. Инструмент предназначен для создания нарезки диаметром от 1/2″ до 2″.
Корпус, выполненный из чугуна, с одной стороны оснащён тремя прямоугольными канавками для направляющих плашек, а с другой стороны – четырьмя прорезями для режущих прогонок. Штифты зафиксированы в плашках. Они входят в отверстия разъёмного кольца для направляющих прогонок. Штифты в режущих прогонках размещают в выемке разводного кольца. Средством крепления разъёмных колец к раме являются зажимные кольца. Поворот колец заставляет плашки перемещаться в радиальном направлении. Это перемещение соответствует диаметру резьбы, который необходимо получить. Движение происходит благодаря пазам, имеющим спиральную форму. Винты предназначены для затягивания разъёмных колец. Вращение при нарезании витков производится при помощи ручек.
В таком клуппе предусмотрены два набора прогонок. Первый генерирует резьбу диаметром 1/2″ и 3/4″, а второй витки диаметром 1″, 1 1/4″, 1 1/2″ и 2″. На кольце имеются засечки, указывающие размещение кольца при нарезании резьбы необходимого диаметра. Прогонки первого набора имеют нарезку только с одной стороны, а плашки второго комплекта – двустороннюю. Устанавливая их, необходимо обращать внимания на цифры, которые нанесены на раму клуппа и на сами прогонки.

Современные ручные клуппы бывают и электрическими, с их помощью можно выполнять большие объемы работ
4. Клупп с трещоткой
Инструмент такого вида является модификацией устройства самого простого конструкционного исполнения. Вмонтированный храповой механизм или трещотка максимально облегчает работу с клуппом, увеличивает скорость нарезки витков. Трещотки бывают левые и правые. Предназначены для облегчения работы в труднодоступных местах и оптимальной передачи усилия. Приспособление очень простое в использовании. Его можно быстро снять с резьбы обратным вращением рукоятки, повернув рычаг трещотки.
При бережном использовании трещотка служит долгое время. В случае поломки вместо неё можно использовать газовый ключ.
Виды инструментов
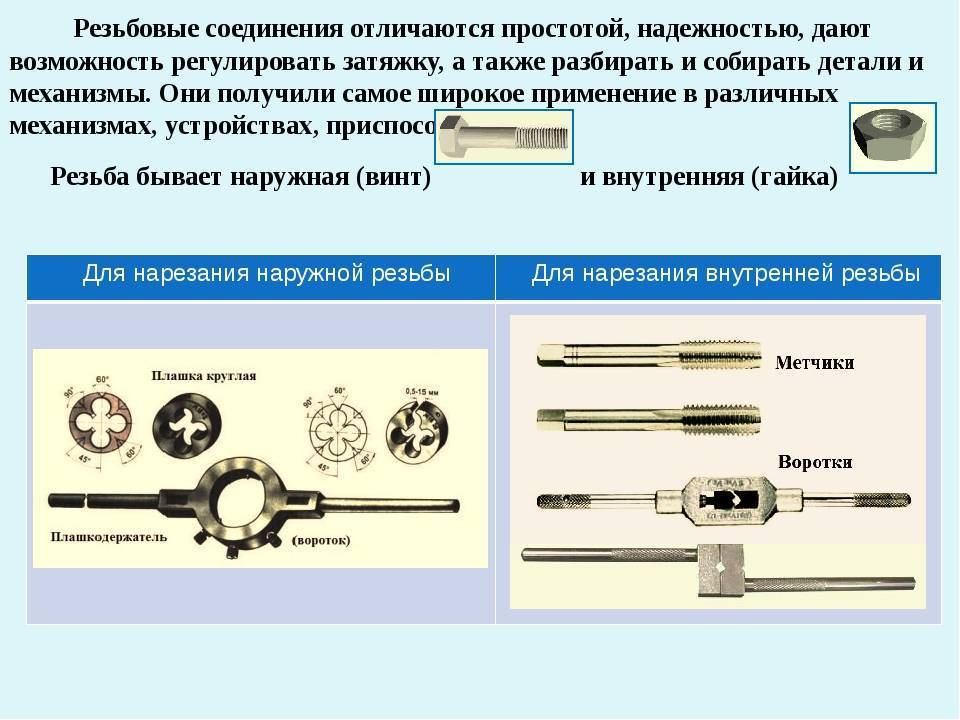
 Для изготовления резьбовых соединений, промышленность выпускает специальные режущие приспособления. Они предназначены для выполнения определённых технологических операций. Инструмент для создания внутренней резьбы, похожий на винт называется метчиком. Приспособление нарезает стружечные канавки на теле трубы. Для крепления в воротке, метчик имеет длинный хвостовик. Инструмент выпускается в соответствии с действующим стандартом. Существуют специальные таблицы, в которых указывается размер метчика, его номер и тип.
Для изготовления резьбовых соединений, промышленность выпускает специальные режущие приспособления. Они предназначены для выполнения определённых технологических операций. Инструмент для создания внутренней резьбы, похожий на винт называется метчиком. Приспособление нарезает стружечные канавки на теле трубы. Для крепления в воротке, метчик имеет длинный хвостовик. Инструмент выпускается в соответствии с действующим стандартом. Существуют специальные таблицы, в которых указывается размер метчика, его номер и тип.
В комплект для нарезки входит два метчика. Их главным отличием является глубина прорезывания канавки:
- Черновой — № 1.
- Чистовой — № 2.
https://youtube.com/watch?v=K1yjRBdSap4
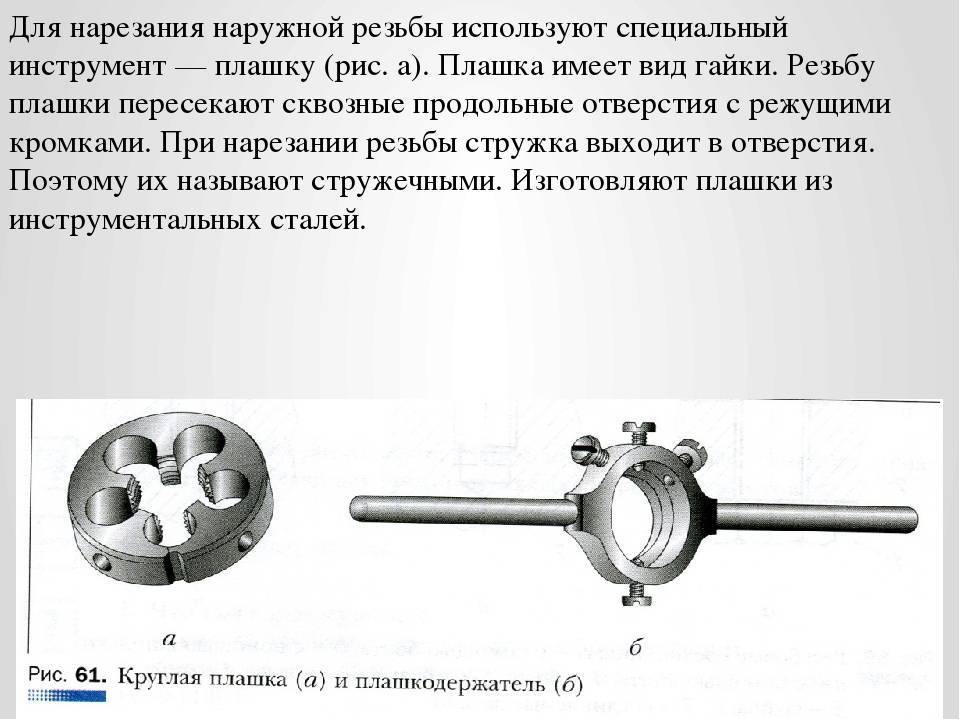
Приспособление плашка
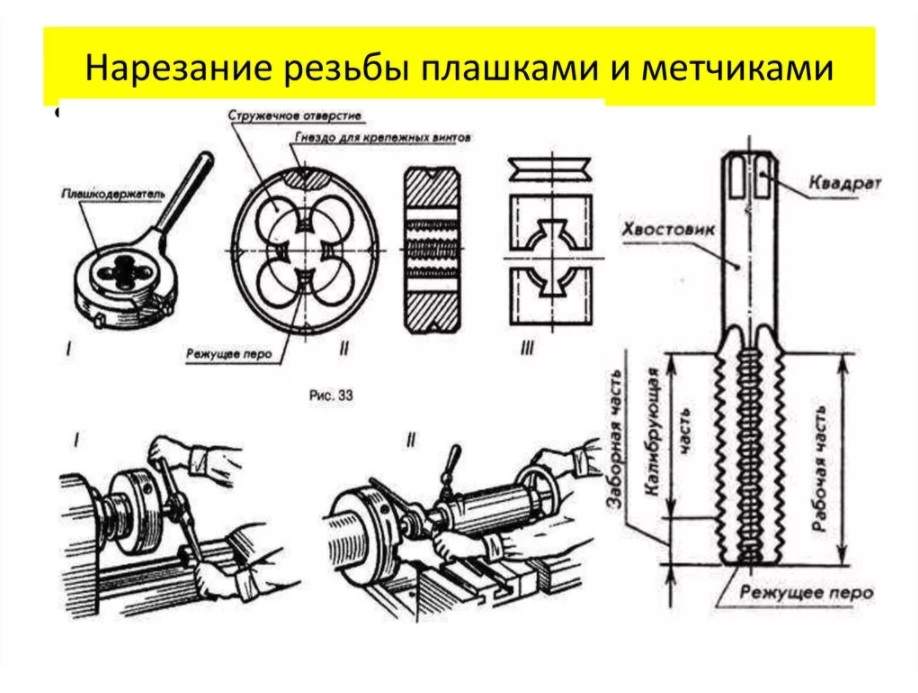
Это приспособление иногда называют леркой. Инструмент снабжён своеобразной гайкой, имеющей несколько отверстий. Именно она и создаёт режущие кромки.
Промышленность выпускает лерки разной формы:
- Клупп.
- Круглые.
- Разрезные.
- Раздвижные.
- Цельные.
https://youtube.com/watch?v=6Z6h1XBptDE
Описание клуппа
 Отличается от других приспособлений особой направляющей, которая осуществляет центрирование плашки относительно трубы. Приспособление может быть с электроприводом или ручным. Для использования в домашних условиях, когда нарезка будет происходить не более двух — трёх раз, более рациональным будет работа ручным клуппом. Его стоимость намного меньше электрического инструмента.
Отличается от других приспособлений особой направляющей, которая осуществляет центрирование плашки относительно трубы. Приспособление может быть с электроприводом или ручным. Для использования в домашних условиях, когда нарезка будет происходить не более двух — трёх раз, более рациональным будет работа ручным клуппом. Его стоимость намного меньше электрического инструмента.
Этим инструментом очень удобно работать. Резьба получается очень чистой и надёжной. Небольшой вес приспособления, простота конструкции позволяет быстро заменить резцы.
К важнейшей характеристике клуппа относится материал, из которого он изготовлен. Для создания плашки применяется дорогая инструментальная сталь. А ведь резьбу создают только резцы. Именно они должны отличаться высокой прочностью.
У клуппа отсутствуют дорогие нефункциональные элементы. Поэтому набор клуппов стоит намного меньше. Себестоимость нарезки резьбы на трубе из нержавеющей стали резко снижается. Домашние умельцы, не желая нести большие финансовые потери, предпочитают работать таким инструментом.
Самостоятельная нарезка
Для работы можно использовать несколько инструментов:
- Метчик.
- Плашка.
- Клупп.
Какой именно выбрать набор инструмента зависит от нескольких факторов. Особенно это касается вида резьбы. Ведь она может быть внутренней или наружной. После выбора плашки необходимо выполнить несколько шагов.
- Отрезается старая резьба. Не стоит пытаться её восстановить. Она все равно останется негерметичной, появится протечка. Срез должен получиться строго перпендикулярным относительно продольной оси трубопровода.
- Если имеются следы коррозии на трубе, сегмент нужно удалить полностью.
- Чтобы плашку было легче накручивать на трубу, её торец должен иметь заходную фаску.
- Для более лёгкого накручивания, месторасположения будущей резьбы смазывается маслом.
- После нарезки нескольких витков, плашку нужно прокрутить назад. Выполняя последовательное кручение вперёд и назад, нарезается резьба нужной длины.
- После окончания операции удаляются металлические опилки.
- Чтобы проверить качество работы, на трубу нужно накрутить предполагаемую деталь.
Если все в порядке, количество витков соответствует сопрягаемой детали, можно провести уплотнений соединения и начать монтаж трубопроводной системы.
Получение резьбового профиля при помощи клуппов
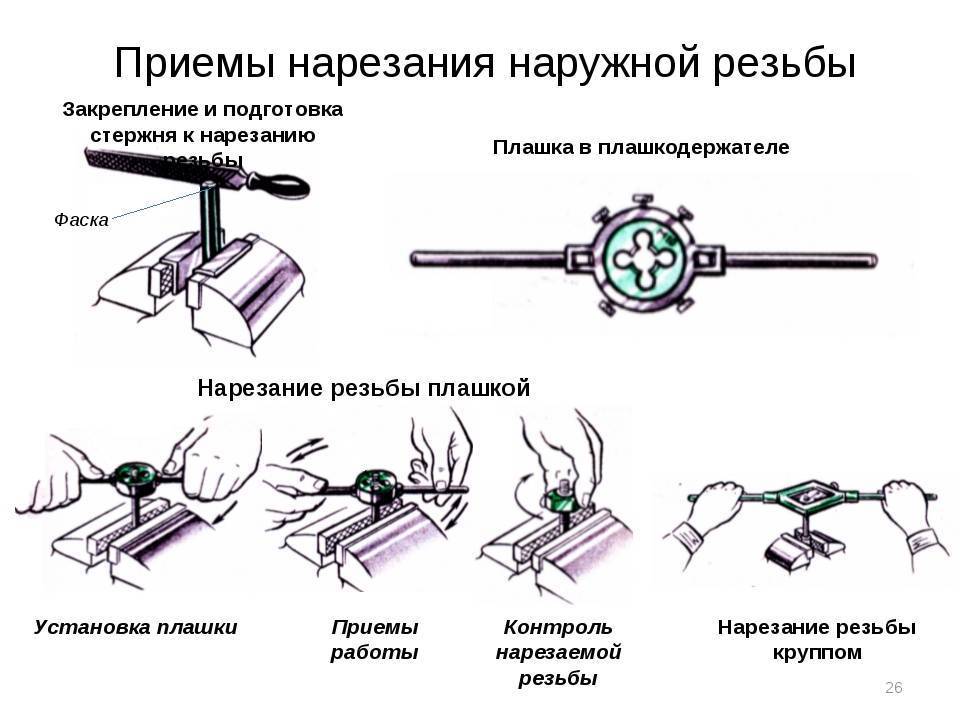
- Деталь, подготовленную к нарезке резьбы, устанавливают в тисках, подготавливают к нарезке торец, после чего надевают на изделие клупп с раздвинутыми плашками.
- Подводят плашкодержатель к образующей поверхности трубы и закрепляют его там при помощи струбцин (входят в состав клуппового набора).
- Устанавливают плашки, и усилием подачи начинают формообразование резьбового участка.
- При обратном провороте клуппа храповик выводит плашки из зацепления с поверхностью трубы, после чего планшайба поворачивается на следующий оборот, и нарезка резьбы продолжается.
 Устройство Недостаток клуппов – их массивность, а также необходимость в более тщательном уходе. Однако технологические удобства вполне восполняют эти бытовые ограничения.
Устройство Недостаток клуппов – их массивность, а также необходимость в более тщательном уходе. Однако технологические удобства вполне восполняют эти бытовые ограничения.
Как сделать внутреннюю резьбу
Если в трубе требуется сделать внутреннюю резьбу, применяется метчик — винт соответствующего диаметра с режущими кромками и канавками для стружки. Хвостовая часть винта закрепляется в воротке.
Для работы вполне достаточно двух метчиков — чернового и чистового. Применение чернового метчика позволит обработать порядка 70% материала по глубине витка, остальное придётся на чистовой метчик. Тем не менее, в ряде случаев набор инструментов придётся увеличить — для работы с титановыми трубами потребуется до пяти метчиков.
Подбор конкретного метчика производится после замера диаметра внутренней полости трубы. Длина выступающего из стены участка должна быть на несколько миллиметров больше нарезаемого отрезка. Нарезание нужно осуществлять только с применением смазки. Рабочую зону нужно очистить от посторонних частиц и отложений.
После установки метчика в отверстии следует проверить строгую сонаправленность его положения оси трубы. Если с этим всё в порядке, можно начинать нарезать трубу. Непосредственно ход нарезки резьбы осуществляется аналогично тому, как это делается с плашкой.
Критерии выбора клуппа
Также как и для любого другого инструмента, при выборе клуппа следует руководствоваться золотым правилом оптимального для пользователя соотношения цены и качества. Как показывает опыт и отзывы опытных мастеров, для металлорежущего инструмента вообще, для резьбонарезного и для клуппов в частности качество подразумевает соответствующую цену, а цена товара в основном соответствует его качеству.
При выборе рекомендуется ориентироваться именно на верхнюю границу имеющихся в наличии моделей. Нежелательным считается чугунный корпус клуппа, часто не выдерживающий прилагаемых на него усилий.
Стоимость электрифицированного инструмента на порядок выше ручного, значительно шире и диапазон цен. Здесь многое зависит от мощности и комплектации набора, а также от имени производителя. Количество брендов хотя и меньше, чем у ручных, но все-таки может измеряться десятками
В этом случае стоит обратить внимание на существующие гарантии, наличие сервисных центров, доступность запасных частей и сменных принадлежностей
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
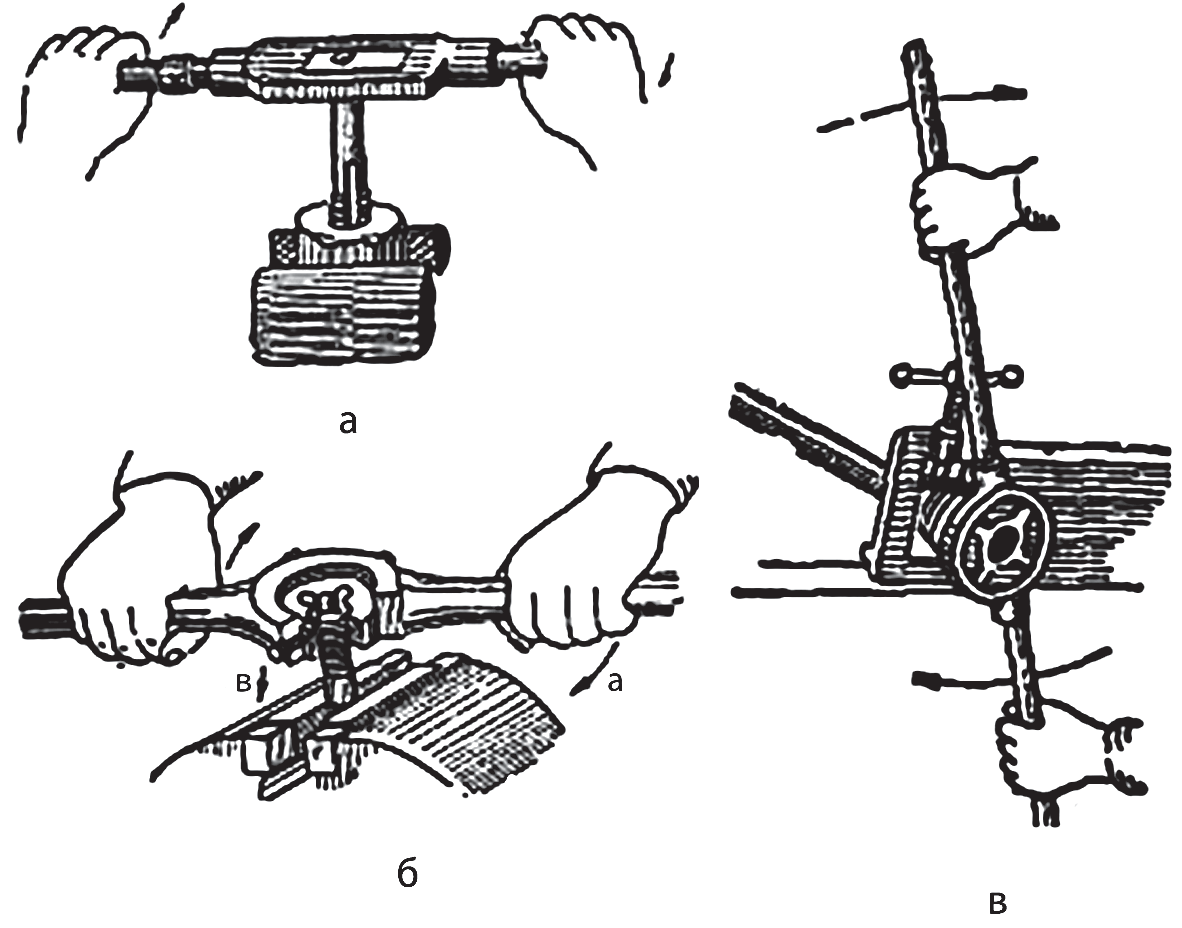
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом







После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
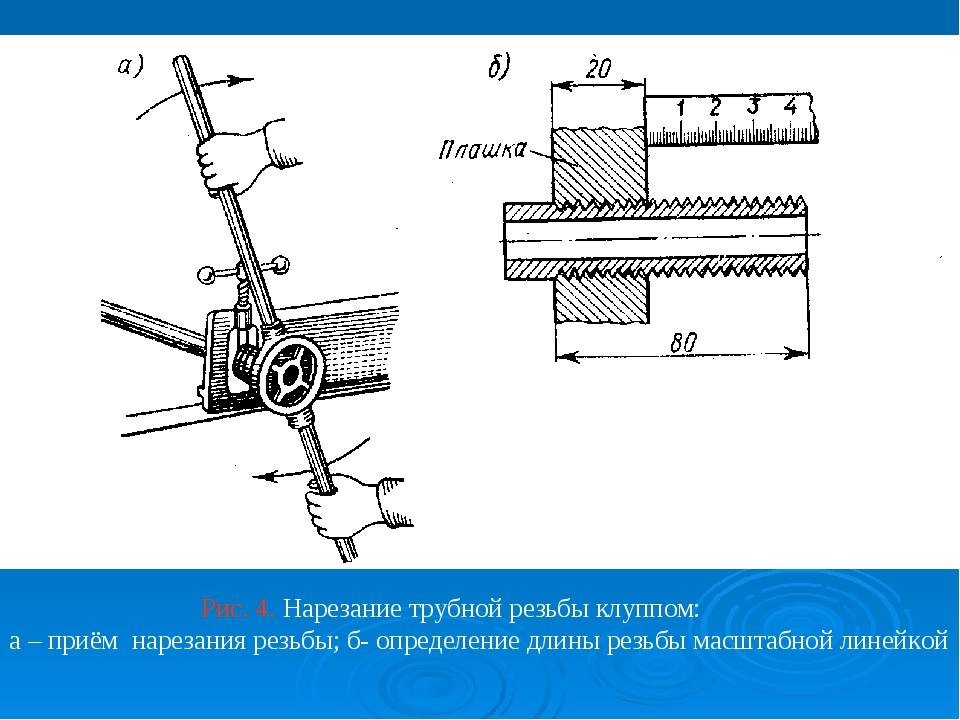
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Как правильно нарезать резьбу на трубе трубным клуппом
Перед тем, как воспользоваться инструментом, необходимо разобраться с некоторыми нюансами. Внешне инструмент не вызывает никаких трудностей – установил соответствующего диаметра плашку, и нарезай себе резьбу. Однако не все так просто! Перед тем, как выполнять нарезку резьбы, нужно подготовиться к этому мероприятию. Процедура в виде инструкции по нарезанию резьбового соединения выглядит следующим образом:
- Завальцовывание трубы. Обязательная процедура, так как это поможет упростить процесс нарезки спиралевидного соединения. Завальцовывание представляет собой уменьшение наружного диаметра трубы на несколько миллиметров. Делается это с помощью применения напильника, турбинки, наковальни и молотка, а также газового ключа. Мастера используют для завальцовки болгарку с заточным кругом
- Обработать завальцованный участок трубы любым видом смазочного материала – Литол или Солидол. Этими же материалами можно обработать резцы, что поможет продлить срок их службы путём уменьшения сопротивления при нарезке
- Если нарезание резьбы выполняется на трубе, которая расположена рядом возле стены или в грунте, нужно зафиксировать ее газовым ключом, чтобы избежать нарушения целостности крепления второго конца трубы. Если же труба не закреплена, ее нужно зажать в тисках, и только после этого приступать к обработке
- Нарезка выполняется медленными возвратно-поступательными движениями, так как большая скорость приведёт к выходу из строя инструмента
- Надев на трубу плашку, необходимо установить ее строго в перпендикулярном положении торцевой части материала, то есть выровнять положение плашки относительно трубы
- Медленными движениями надо нарезать первый виток, который является основным. При нарезке необходимо делать один оборот вперед, а затем возвращаться на 0,5 оборота назад. В процессе возврата будет осуществляться удаление металлической стружки
- Как только первый виток будет нарезан, дальнейшее применение инструмента облегчается, и заключается только в выполнении возвратно-поступательных движений
После этого выкручивается плашка, и проверяется качество и целостность получившейся резьбы. На нее можно накрутить соединительную муфту, проверив качество завинчивания. Сколько нужно витков на трубе для надежного соединения? Этим вопросом задается каждый мастер, орудуя аналогичным инструментом. Количество витков составляет столько, сколько их на резаке или на соединительной муфте.
Важно знать! В процессе нарезки не стоит торопиться, иначе все старания могут привести к притуплению резцов на инструменте. Нельзя использовать плашку, на которой повреждены или сточены резцы, так как это может привести к нарушению целостности трубы.. Если нужно нарезать резьбу на трубе, которая находится в стене, когда доступ имеется только с торцевой части, то понадобится воспользоваться специальным переходником-удлинителем, как показано на фото ниже
Если нужно нарезать резьбу на трубе, которая находится в стене, когда доступ имеется только с торцевой части, то понадобится воспользоваться специальным переходником-удлинителем, как показано на фото ниже.
Нарезка резьбы на трубе в стене при помощи клуппа с переходником
Многие могут подумать, зачем покупать клупп, если можно обратиться к токарю, который нарежет резьбу любого размера, диаметра и формы. Инструмент в основном рассчитан на исключительные случаи, когда нужно нарезать резьбу на месте. Этот прибор действительно очень удобен в эксплуатации, помогает всегда решить проблемы со стальным трубопроводом, когда возникает необходимость выполнения резьбового соединения.
Если предпочитается сварка вместо резьбового соединения, то стоит понимать один важный нюанс — при сварке внутри трубы образуется участок, который будет причиной скопления засорений. При некачественном нанесении сварного шва через время может возникнуть течь, поэтому единственное правильное решение — купить трубный клупп, и произвести нарезание резьбовых витков в нужном количестве.
https://youtube.com/watch?v=POlwUW4NKE8%3F
Публикации по теме
Строительный степлер —виды, какие скобы применять и особенности ремонта
Ударная отвертка и неоценимая польза инструмента
Виды рубанков по дереву и как правильно пользоваться инструментом
Как пользоваться экстрактором или учимся правильно выкручивать сломанные болты
Приспособления для работ
Какой бывает инструмент для нарезки резьбы на трубах? Вы можете выбрать, как электрический, так и ручной станок для нарезки резьбы на трубах. Если работы разовые, нет смысла приобретать дорогой «девайс», но решать вам. Знакомьтесь с приспособлениями для нарезки резьбы на трубах, руководством пользования приборами и выбирайте тот вариант, который максимально гармонично впишется в ваши планы.
 А это электрический аппарат, с которым работать одно удовольствие
А это электрический аппарат, с которым работать одно удовольствие
Плашка
Этот «девайс» родился в советское время и более известен под названием «лерка». Самый простой вариант устройства для получения резьбы. Приспособление являет собой гайку с прорезями, оснащенными режущей кромкой.
По форме плашки бывают:
- круглые;
- разрезные;
- раздвижные;
- цельные.
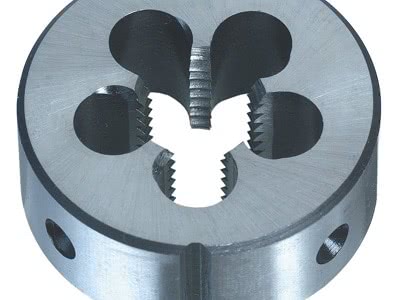 Так выглядит плашка
Так выглядит плашка
Любой тип лерки можно приобрести в строительном магазине по умеренной цене
Перед покупкой обратите внимание на диаметр изделий, с которыми придется работать: набор для нарезки резьбы на трубах должен соответствовать калибру конструкции, на которой предстоит делать борозду. Например, для работы с полудюймовыми трубами понадобится плашка с маркировкой «G1/2»
Нарезка изделия при помощи плашки
Чтобы работать с леркой, нужен специальный держатель, поскольку накрутить резьбу, держа плашку в руках, у вас не получится. Иногда стоимость такого устройства известной марки равна цене лерки. Если в планах использовать инструмент для монтажа одной сети, а потом его хранить в гараже «на всякий случай», можете смело приобретать «копеечный» китайский держатель, который после эксплуатации будет не жалко выбросить.
Работа с плашкой – процесс не из легких. Инструмент правильно функционирует только в опытных руках, так что, если вы нарезаете борозду впервые, то лучше рассмотрите другой – более простой «девайс» – клупп.
 Так выглядит клупп с трещоткой
Так выглядит клупп с трещоткой
Клупп
По мнению экспертов, нарезка резьбы на трубе клуппом может быть произведена даже новичком, впервые взявшим в руки инструменты. Тем более, данный агрегат представлен в нескольких моделях, включая специальный вариант – электрический. В чем «фокус»? Устройство центрует лерку на трубе. Ваше вмешательство будет минимальным. Покупать ли электрическую модель для разовых работ, решать вам. Чаще для домашнего пользования заводят ручной клупп. Для трубной резьбы понадобится также трещотка и головки. Лучше покупать все элементы в одном наборе, выйдет и дешевле, и надежнее, поскольку производитель дает гарантию на совместимость деталей. Трещотка тоже производится из стали, но часть ее покрывают специальным противоскользящим пластиком – чтобы рукоятку удобно было держать в руке.
Принцип работы клуппа прост: поместите трубу в направляющую, крутите клупп до момента образования нужной борозды.
 А это метчики
А это метчики
Метчик
Метчик – приспособление для нарезания внутренней резьбы. По форме прибор похож на винт, только с хвостиком, чтобы инструмент можно было прикрепить к станку или ручке. Для нарезки используется набор из пары метчиков, один из которых предназначен для черновой резьбы, другой – для чистовых работ.
Как работать при помощи метчиков? Разрезанный фрагмент трубы очистить щеткой, торец изделия смазать маслом, вставить агрегат, к хвостовику прикрепить ручку и продвигать метчик внутрь конструкции. Сначала делают черновую канавку, а затем чистовую борозду, не забывая смазывать элемент перед началом следующего этапа.
 Если вы все сделаете верно, то вот что в результате получится
Если вы все сделаете верно, то вот что в результате получится
Согласитесь, нарезка резьбы на трубе – простое дело, которое под силу освоить каждому хозяину дома!
Прочие характеристики
Качественный клупп должен отвечать следующим требованиям:
- Комплектация – желательно, чтоб клуппы продавались сразу с несколькими запасными плашками. Кроме того, производитель должен добавлять в комплект различные насадки для разных видов резьбы. При этом все дополнительные элементы обязательно должны быть высокого качества и из прочных материалов.
- Мощность – данный параметр имеет значение в случае покупки электрической модели. Чем выше мощность, тем больше скорость работы.
- Размер – этот пункт имеет значение в случае необходимости транспортировки инвентаря. Особенно это касается электроверсий, т. к. их вес может доходить до 20 кг. Пользователю следует ориентироваться на свое удобство и выносливость при перевозке товаров больших габаритов.
- Удобство эксплуатации – рукоятка аппарат должна быть эргономичной, т. к. ее приходится держать в руках длительное время. Также стоит учитывать возможность удаления отработанной стружки в процессе создания резьбы.
- Сборка – естественно, этот пункт должен быть выполнен безукоризненно. Особенно это касается профессиональных электрических моделей.
Улучшенный вариант трубного клуппа c трещоткой (плашка): Fit, Stayer, Зубр, Dexx
Трубный клупп – улучшенная разновидность плашки. Он также предназначен для выполнения резьбы и оборудован высокопрочными резцами. Инструмент имеет следующие особенности:
- сохранены острые стальные резцы;
- функциональный элемент помещен в держатель из менее дорогостоящего материала;
- одинарная ручка позволяет проводить нарезку в труднодоступных зонах;
- существенно снижается стоимость за счет материалов.
- LiveJournal
- Blogger
Резцы для трубных клуппов – это сменные детали. Рабочий набор можно приобрести отдельно и самостоятельно заменять режущую часть при необходимости. Советуется приобретать сменные детали того же производителя, что и сам инструмент. Фиксаторы на корпусе могут не состыковываться с резцами другого производителя. Если же отыскать запчасти той же фирмы не представляется возможным, при походе в магазин лучше иметь при себе держатель. Ввиду невысокой цены стоит приобрести несколько деталей, чтобы своевременно заменять.
- Стандартный ручной.
- Ручной и в комплекте трещотка для клуппа.
- Электрический.
Ручной: цена и качество
Упомянутый первым ручной клупп состоит из держателя, в котором крепятся стальные резцы, и рукоятки, предназначенной для вращения инструмента. Последняя сажается на углубления в корпусе. Касательно самых дешевых моделей клуппа, рукоятка не входит в комплект. Чтобы выполнять вращательные движения при нарезке резьбы применяют трубный ключ.
Обычная рукоятка рассчитана на вращение двумя руками. Однако это не всегда удобно. Предпочтительно выбрать модель с рукояткой для одной руки. Такое устройство упрощает работу в труднодоступных местах. Ручной клупп для нарезки резьбы отличается компактностью и приобретается для небольших объемов работ. Он подойдет желающим самостоятельно провести ремонт, а также маленьким рабочим бригадам.
Распространен ручной клупп с трещоткой. Этот механизм позволяет не снимать рукоятку после каждого поворота держателя. Изменив положение рычага, трубный держатель легко снять с проделанной резьбы движениями в обратную сторону. Когда в строительном магазине по низкой цене представлены модели с трещоткой и без нее, лучше выбрать последний вариант. Такой инструмент предпочтителен в плане надежности.





- LiveJournal
- Blogger
Электрический клупп
Электрический со сменными резцами
Электрический клупп потребует от монтажника минимум усилий. Этот инструмент работает от сети. Хотя само по себе приспособление имеет сравнительно малую мощность, посредством редуктора на резец передается колоссальное усилие. Работать с этим инструментом очень просто. Электрический клупп для нарезки резьбы закрепляют на трубе специальным фиксатором, расположенным на корпусе. Затем включают в сеть, и происходит нарезание резьбы.
Электроклупп приобретается для выполнения значительного объема работ. Однако сфера применения такого инструмента ограничена. Это распространяется на труднодоступные области, а также при вероятности перебоев с электричеством. Из-за погодных условий не всегда возможно выполнение работ на улице. Трубный клупп должен быть сделан из качественного материала.
Устройство клуппа для нарезки резьбы маевского
Этот нарезной инструмент применяется для трубной резьбы. У нее меньше величина шага и глубина нарезки, чем у дюймовой при том же угле у вершины. Это самый простой среди трубных клуппов. С другой стороны — он имеет более сложную конструкцию чем косой, но принцип тот же, использование двух раздвижных плашек. Корпус (1) имеет съемную крышку (4) на двух винтах. Внутри стоят плашки (2), положение которых регулируется двумя винтами (3). Расположение плашек в корпусе строго определенное, ориентирами для этого служат установочные риски.
Есть два существенных отличия от предыдущего варианта.
Первое отличие — это три комплекта сменных плашек:
- №1 — диаметры резьбы ½ — ¾ дюйма;
- №2 — диаметры резьбы 1-1½ дюйма;
- №3 — диаметр резьбы 2-2½ дюйма.
Второе отличие — это направляющий фланец и сменные направляющие втулки (под каждый диаметр трубы), что облегчает перпендикулярное расположение клуппа относительно оси детали.
Ключевые разновидности клуппа
Начать следует с того, что трубный клупп делится на несколько групп в зависимости от удобства эксплуатации и, безусловно, цены. Ознакомимся с этими группами более детально.
Группа No1. Простые ручные инструменты
Не будем ходить вокруг на около – речь здесь идет о самой простейшей плашке в несложном держателе. Визуально разницы вообще никакой не найти. Рамка круглой формы – это направляющая, имеющие зажимы для резцов и пару рукояток, необходимых для его вращения.
Группа No2. Ручные инструменты с трещоткой
Данная конструкция является несколько усложненным вариантом предыдущей – рама оснащается трещоткой, благодаря которой и возникает возможность не перехватывать ручки. Необходимо просто совершать одной ручкой возвратно-поступательные движения (наподобие качания воды насосом).
Группа No3. Электрические инструменты
А вот в данном случае вся работа с приспособлением заключается в том, чтобы правильно установить трубу и нажать на соответствующую кнопку. Со всем остальным отлично справится электрический привод. Имея достаточно скромную мощность (исчисляется всего несколькими сотнями ватт), подобные инструменты способны развивать большое усилие, что возможно по причине значительного коэффициента передачи на редукторе.