
Рекомендации по правильной пайке пластиковых труб
Следуя рекомендациям и методике пайки, вы смело можете приступить к прокладке трубопровода в своем доме или в квартире, не прибегая к услугам специалистов. Не имея начального опыта можно потренироваться на обрезках трубы, она недорогая, зато вы сэкономите на всей системе, и следующий монтаж, допустим, бани, превратится в удовольствие.
Правила пайки
- Запомните непреложное правило пайки — первым одевается фитинг на тефлоновую форму, вторым — труба, дальше идет отсчет времени в соответствии с таблицей.
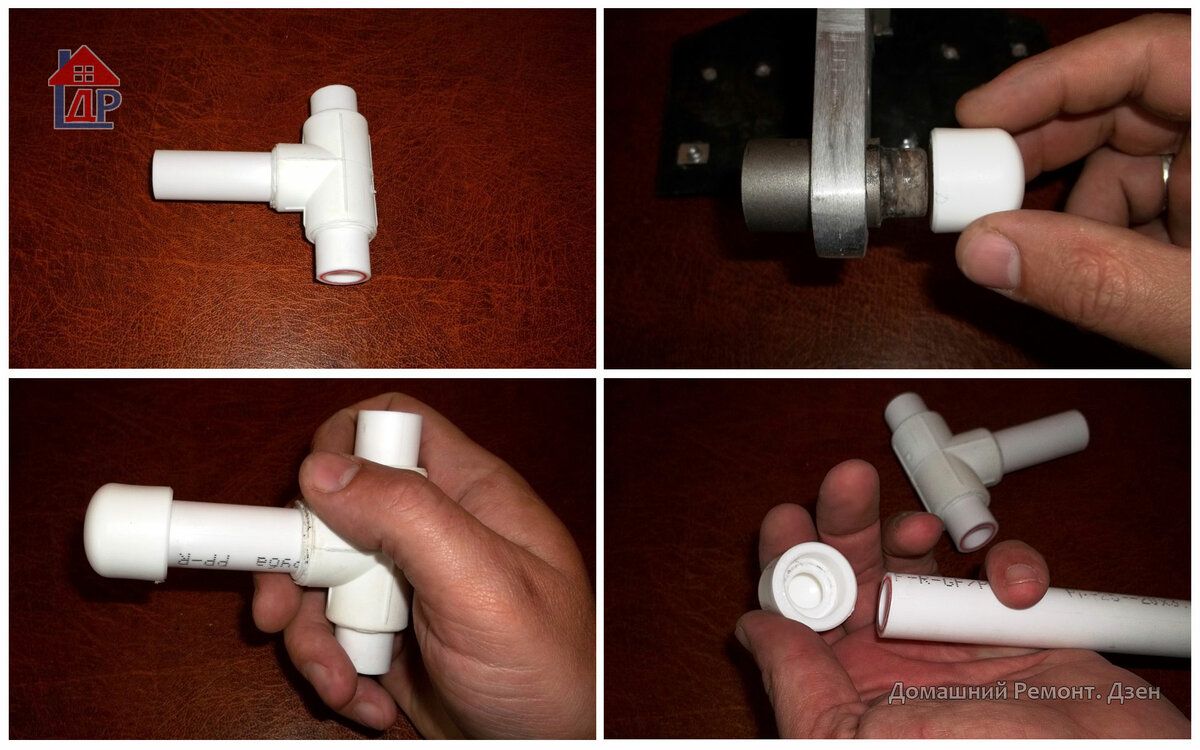
- Проверьте пайку на качество сразу после первой фиксации. Просвет трубы не должен быть уменьшен наплавленным пластиком, в противном случае заводите трубу на 1−2 мм менее глубоко.
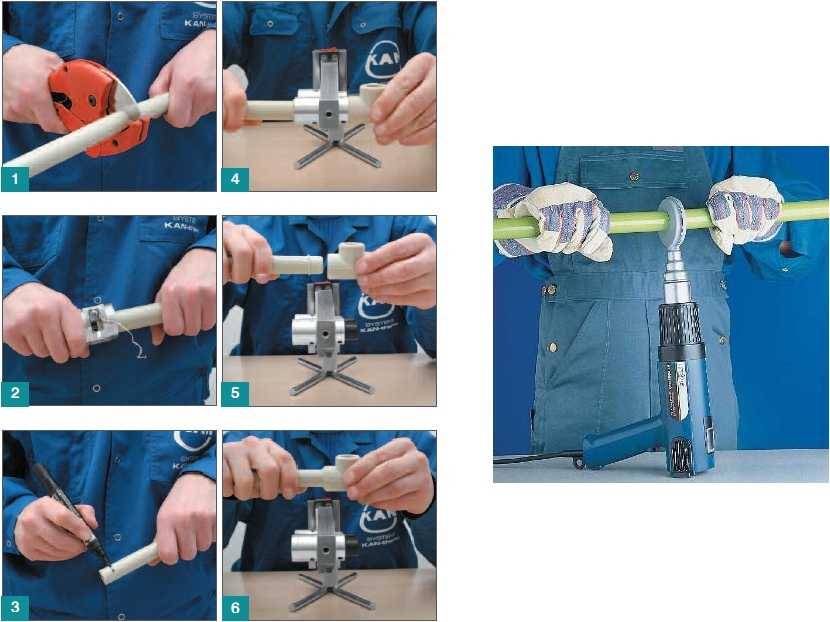
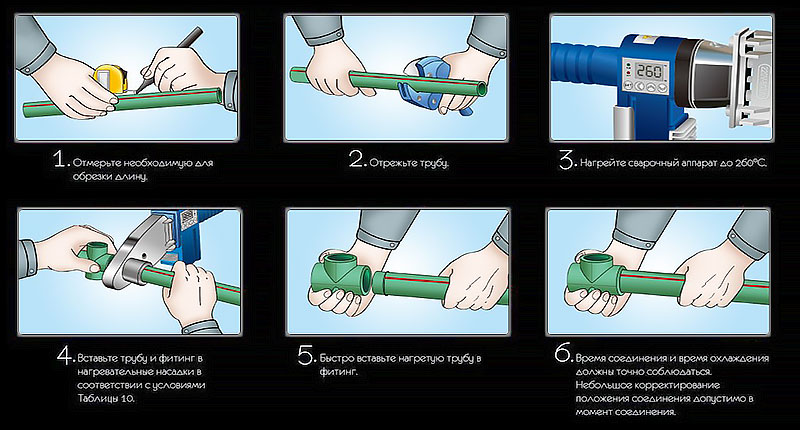
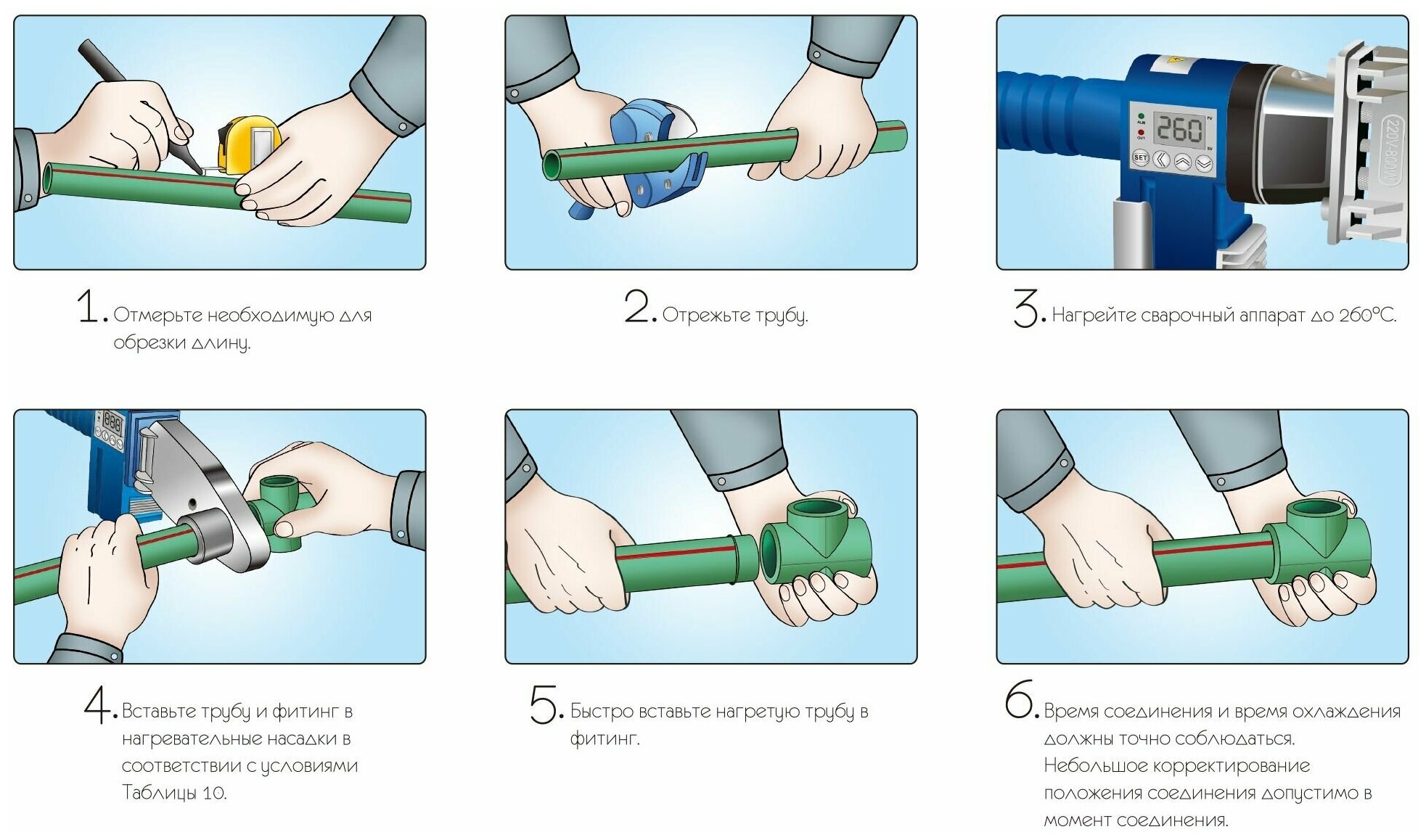
- От края среза трубы карандашом отметить длину нагреваемой части, которую необходимо завести в форму.
- В случае пайки фитингов с двух сторон, сначала припаивают с одного конца, затем, на другом конце трубы отмечают место и направление пайки для правильного присоединения его относительно оси и нужного поворота, например, чтобы они были в одной плоскости под углом в 120°.
- Вводится в нагретую форму первоначально фитинг, потом труба, делается выдержка согласно таблице (считаем секунды). Затем, не делая резких движений, вытягивают обе детали, соединяют, совмещая с заранее отмеренными линиями, регулируют углы, соотношение осей и плоскостей плавными легкими движениями. Время корректировки не должно превышать табличное для успешной фиксации.
- В течении полуминуты соединение держать в неподвижности до полной фиксации.
- Никакого вращения спаянных элементов не допускается.
- Спаянное соединение должно остыть естественным ходом, применять воду или лед нельзя.
- В случае брака, соединение нужно демонтировать и поставить новое, можно использовать соединительную муфту, если возникнет необходимость.
- Образование оплавленного кольца вокруг торцевой части фитинга означает правильность пайки и её прочность.
- В конце работы не забудьте протереть ветошью ещё не остывшие тефлоновые формы для удаления пригара, грязи и наплавления пластика.
- Чтобы избежать брака, невидимого сразу, а обнаруживающегося во время эксплуатации, необходимо перед работой прогревать аппарат для пайки не менее 5−6 минут и держать включенным. Если паяльный прибор будет недостаточно нагрет. Спустя некоторое время может появиться течь в местах пайки.
- Обязательно выдерживать время нагревания соединительных элементов, чтобы в дальнейшем избежать протечки.
- Не надо перегревать трубу, в противном случае она с трудом будет продвигаться внутрь переходника и деформироваться, что может привести к частичному или полному перекрытию просвета фитинга, естественно, и к потоку воды в водопроводной пластиковой трубе во время эксплуатации системы.
- Не надо передерживать время для соединения.
- Повторно использовать фитинги нельзя, даже если вы легко вытащили их из только что некачественно запаянного соединения.
- Используйте соединительные элементы и трубы одного производителя, так как у них один химический состав. Использование материалов от разных производителей приведет к ухудшению качества соединения.
Особенности монтажа пластиковых изделий
Монтаж пластиковых труб — это не просто соединение их между собой. При сооружении системы водоснабжения необходимо иметь четкий план действий, заранее предусмотреть все нюансы, возможные проблемы и слабые места системы. Важную часть монтажа составляет подготовительный этап.
Подготовка
Подготовка к монтажу труб заключается в проектировании будущей системы. Для этого на бумаге необходимо обозначить все потребительские узлы воды, которые есть в доме и их месторасположение. Здесь же указывают расположение магистрального источника воды.
Наиболее распространены две системы поставки воды в доме — последовательная и параллельная или коллекторная:
- В первом случае от магистральной трубы одна труба идет к первому потребительскому узлу, где встречается с развилкой — часть воды идет к самому узлу, часть — к следующему потребителю. Такую систему легче проектировать и устанавливать, но она имеет недостаток — все предыдущие потребители лишают водоснабжения последующие. Это тот вариант, когда стиральная машина может отобрать холодную воду у душа или кухонного крана.
- Коллекторный вариант предусматривает наличие коллектора непосредственно у магистральной трубы и развилку труб для каждого потребителя из коллектора. Вода параллельно может двигаться к каждому потребителю по своей трубе.
Затем стоит выбрать каким образом будет выглядеть система при ее установке. Она может располагаться на поверхности, в этом случае трубы должны быть максимально эстетичными, а может быть спрятана в стенах или коробах.
Важный этап — выбор материала, из которого изготовлены трубы. Рекомендуется всю систему собирать из однородных труб. Это позволяет делать стыки более герметичными. Следует подсчитать необходимое количество труб, фитингов, обводов, крестовин и тройников. Сделать это проще, если сразу обозначить их на схеме.
Правила монтажных работ
Конкретные правила монтажа зависят от того, какой материал выбран ведущим в системе водоснабжения, а также от вида самой системы. Общие правила выглядят следующим образом:
- Начало монтажа системы начинают от точек водоразбора, постепенно продвигаясь к общей магистрали или коллектору;
- Если необходимо использовать сварочный аппарат, но опыта работы с ним нет, лучше потренироваться заранее, поскольку неправильно приваренную трубу снять будет сложно;
- При последовательном подключении перед каждым потребителем устанавливают кран, позволяющий перекрыть подачу воды к данному водозабору при необходимости, в коллекторных системах кран устанавливается на выходе из коллектора;
- Через каждые 1.5 м трубы крепятся хомутами к стене;
- При прохождении труб через стены, пол или потолок необходимо защищать их с помощью специальных цилиндров, устанавливаемых между трубой и строительными материалами;
- Последний этап монтажных работ — подключение коллектора к магистрали, после этого рекомендуется по очереди проверить каждый узел на герметичность.
Между собой
Обычно такое соединение осуществляется методом сварки. Его прочность подобна прочности цельной трубы. Существуют следующие способы неразъемного соединения:
Стыковая сварка

Считается самым простым методом соединения изделий, имеющих одинаковый диаметр. При этом методе торцы подвергаются нагреву по всей плоскости касания при помощи сварочной машины.
После соединения расплавленных торцов они фиксируются в необходимом положении и постепенно остывают, после чего образуется монолитная труба с практически незаметным стыковым швом. Обычно стыковая сварка применяется при соединении изделий диаметром более 50 мм, сделанных из одного материала.
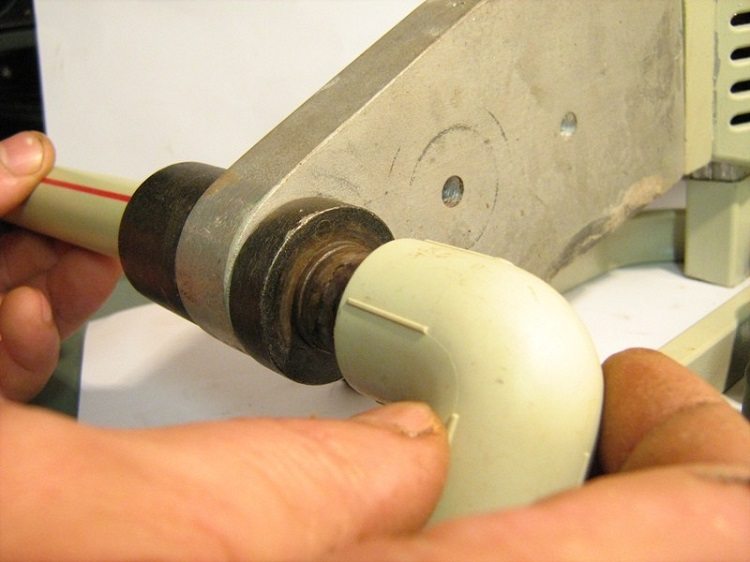
Раструбно-стыковая сварка
При соединении пластиковых изделий данным методом используется специальный сварочный аппарат. Он бывает ручным или стационарным. В качестве нагревательного элемента используется съемные детали с тефлоновым покрытием – гильзы, которые разогревают внутреннюю поверхность раструба и наружную поверхность. Во время нагревания происходит диффузия молекул пластика. После нагревания пластика съемные детали снимаются и материал остывает, образуя прочное соединение.
Сварка при помощи муфты с вкладной спиралью
Электросварные муфты применяются в монтаже водопроводов при давлении потока воды не более 16 атмосфер и температуре не более 40°C. Из-за низкой рабочей температуры этот способ нельзя использовать для проводки систем отопления и горячего водоснабжения. Диаметр муфт варьируется в диапазоне 20-315 мм.

Специальная спираль, которая находится в муфте, обеспечивает высокое качество сварки и устраняет загрязнения. Муфты обычно содержат внутри нагревательный элемент, который активируется электрическим током. После нагревания деталей пластиковых труб, они расплавляются, образуя герметичный стык. Перед монтажом системы трубопровода при помощи муфт, изделие нужно срезать под прямым углом к основанию, после чего очистить от мусора и грязи.
Поверхность среза должна быть абсолютно ровной и гладкой, без шероховатости. Торцы необходимо зачистить специальным инструментом и обезжирить. Для обезжиривания можно использовать салфетку, пропитанную ацетоном, эфиром, либо каким-нибудь другим растворителем. После этого торцы нужно тщательно зафиксировать в специальном креплении аппарата.
Способы соединения труб из полиэтилена низкого давления
Существует несколько способов соединения труб ПНД при монтаже. Выбор зависит от конечного назначения трубопровода.
Способы стыковки:
- Диффузная сварка встык – нужен специальный сварочный аппарат. Применяется при монтаже промышленных трубопроводов. При прокладке частных коммуникаций в соединении такой степени надежности нужды нет.
- Сварка электромуфтой.
- Соединение с использованием специальных фитингов.
Первые два способа соединения являются неразъемными. Соединения, которые собрали с использованием обжимных фитингов, можно демонтировать.
Соединение с помощью сварки
Сварочное соединение полиэтиленовых труб производят встык, методом диффузной сварки. Принцип стыковки основан, на способности полимеров смешиваться при нагреве. Диффузия (взаимное проникновение) материалов деталей происходит на молекулярном уровне. В результате получается монолитное соединение, которое по прочности не уступает корпусу трубы.
Для работы потребуется:
- специальный сварочный аппарат;
- зажимы для центровки труб;
- торцеватель.
Алгоритм проведения работ:
- Материал обрезают строго перпендикулярно направляющей. Срезы должны быть ровными и чистыми.
- Закрепляют материал жестко зажимами (позиционер).
- Зачищают срезы при помощи торцевателя.
- Производят одновременный нагрев срезов при помощи сварочного аппарата. Время нагрева зависит от толщины стенки трубы и указывается в специальных таблицах.
- Соединяют нагретые края встык, прижимая их физическим усилием. Дают соединению остыть.
Электромуфтовая сварка
Сварка с использованием электрофитингов является более простым процессом. Она не требует специальных навыков, но без сварочного аппарата не обойтись. Требования к подготовке срезов остаются высокими.
Рекомендуем ознакомиться: Как правильно выпрямить трубу ПНД и не повредить её
Электромуфтовую сварку используют для монтажа трубопровода в труднодоступных местах.
Суть процесса заключается в том, что фитинг имеет встроенные нагревательные элементы и контакты, которые выведены наружу. При подключении электрофитинга к сварочному аппарату детали плавятся и соединяются. Такой метод также можно назвать диффузной сваркой, поскольку отличия здесь только в технологии.
Процесс выглядит так:
- Трубы отрезают по размеру, с учетом муфты.
- Срезы обязательно под углом в 90 градусов. Их следует зачистить от заусенец и обезжирить.
- Подготовленные края вставляют в муфту.
- Подключают встроенные электроды к аппарату электросварки.
- Время сварки определяется по штрихкоду фитинга.
Соединение с помощью фитингов
Для самостоятельного монтажа водопровода или канализации в доме достаточно надежными будут соединения при помощи обжимных фитингов. Производители предлагают массу вариаций, позволяющих собрать любую конфигурацию трубопровода.
Схематично процесс соединения ПНД материалов с помощью фитингов можно описать следующим образом:
- Подготавливаем трубу, делая строго перпендикулярный срез. Его следует очистить от заусенец и грязи.
- Раскручиваем фитинг, снимая синюю гайку.
- Последовательно, начиная с гайки, надеваем все детали на трубу.
- Вставляем конец трубы в фитинг, проталкивая до середины.
- Гайкой фиксируем соединение. Для надежности затягиваем ключом.
- Повторяем операцию со второй трубой.
Виды разъемных фитингов для ПНД трубопроводов
Производители предлагают весь ассортимент возможных соединений.
Разъемные фитинги бывают:
- для соединения прямых участков — муфты;
- для разводки – тройники;
- для обводов – уголки:
- запорная арматура – вентили;
- для перехода на металлические трубы – обжимные фитинги с резьбой (внутренней, наружной);
- для перехода на другой диаметр.
Рекомендуем ознакомиться: Как правильно и надежно соединить ПНД трубу?
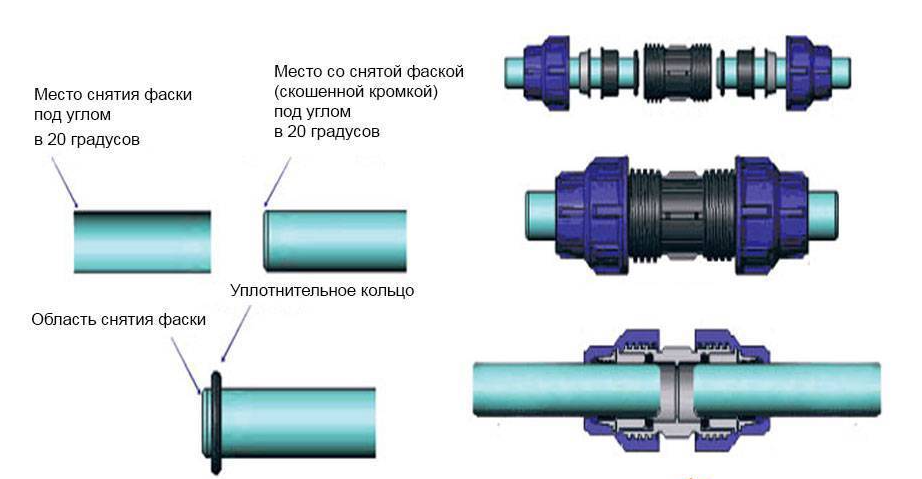
Особенности соединения труб разного диаметра
Переходник для соединения труб разного диаметра
Если необходимо соединить участки канализации разного диаметра, стоит использовать специальные переходники. Эти элементы изготавливают из разных материалов. Их используют в системах водоснабжения, канализации, вентиляции.
Переходные элементы для соединения труб разного диаметра делятся на концентрические (для вертикальных коммуникаций) и эксцентрические (используются в горизонтальных конструкциях). Они бывают полипропиленовыми, стальными, чугунными, полиэтиленовыми, латунными.
По способу монтажа переходники бывают:
- Компрессионные – для создания надежного соединения их требуется спаять.
- Резьбовые – элементы накручивают на трубы разного диаметра.
- Пресс-фитинги предназначены для создания неразъемных узлов трубопровода.
Канализационные коммуникации зачастую требуют стыка труб, выполненных из разных материалов. Для этой цели применяют специальную резиновую манжету, способную обеспечить наружный и внутренний переход. В последнем случае изделие вводят в раструб чугунной трубы, что позволяет подсоединить к ней полимерный участок канализации. Такие стыки не нужно дополнительно герметизировать, поэтому надобность в специальных составах отпадает. При наружном переходе трубы соединяются без подключения манжеты.
Фитинги, используемые для сопряжения канализационных труб разного диаметра:
- Сварные. Устанавливают посредством применения сварочного аппарата. Их оснащают резьбой и уплотнителями.
- Склеиваемые. Чтобы их стыковать с трубами, нужно использовать специальные составы.
- Резьбовые. Имеют резьбу и применяются для сопряжения небольших труб.
- Резиновое кольцо – распространенная разновидность переходников, применяемых во время установки канализационных конструкций различного назначения. К основному преимуществу таких изделий относят высокую герметичность стыков.
Виды полимерных труб
Пластиковые трубы широко применяются для монтажа трубопроводов различного назначения.
Полипропиленовые трубы
Полипропиленовые трубы изготавливаются из полипропилена, полимера, который синтезируется из пропилена путем химической реакции.
Трубы из полипропилена маркируются:
- PP – однослойный полипропилен,
- PPH – гомополимер полипропилена,
- PPB – сополимер полипропилена,
- PPR – рандомполимер полипропилена, в зависимости от рабочего давления PN 10 – PN 25,
- PPR-FB-PPR – армированная стекловолокном PPR труба,
- PPR/PPR-GF/PPR – армированная композитным слоем со стекловолокном PPR труба,
- PPR-AL-PPR – армированная алюминиевой фольгой PPR труба,
- PP-RCT-AL-PPR – внешний слой улучшенный PPR, армированная алюминиевой фольгой PPR труба.
Полипропиленовые трубы используются в системах холодного водоснабжения (PP), канализации и вентиляции (PPB), горячего водоснабжения и отопления(PPR).
PPR трубы обладают механической прочностью, низкой теплопроводностью, устойчивостью к воздействиям агрессивной среды.
Полипропиленовые трубы выпускаются отрезками по 2, 4, 6, 12 м и диаметром от 10 до 1200 мм. Гибкие полипропиленовые трубы могут продаваться в бухтах.





ПВХ трубы
ПВХ трубы изготавливают из поливинилхлорида. Поливинилхлорид – бесцветная пластмасса, которая устойчива к агрессивным средам. Имеет малую морозостойкость. Устойчив к нагреву до 66 градусов Цельсия.
Поливинилхлоридные трубы имеют следующую маркировку:
- ПВХ или PVC – поливинилхлорид,
- ХПВХ или PVC-C – хлорированный поливинилхлорид.
Трубы ПВХ используются при устройстве внутренних и наружных канализационных трубопроводов, а также в качестве защитных коробов для электропроводки и слаботочных сетей.
ПВХ трубы выпускаются отрезками без раструбов, отрезками с раструбом под уплотнительное кольцо или отрезками с раструбом под клеевое соединение. Длина отрезков от 2 до 12 м с шагом 0,25 м. Диаметры труб от 5 до 1000 мм.
Металлопластиковые трубы
Металлопластиковые трубы имеют многослойную структуру, в которой наружный и внутренний защитные слои обычно представляют собой полиэтилен или сшитый полиэтилен, а внутренний барьерный слой – алюминиевую или медную фольгу толщиной от 0,15 до 0,5 мм. Слои при производстве склеиваются между собой.
Маркировка металлопластиковых труб состоит из комбинации обозначений слоев трубы. PE – защитный слой из полиэтилена, PE-RT – защитный слой из полиэтилена повышенной термостойкости, PE-X – защитный слой из молекулярно сшитого полиэтилена повышенной термостойкости, AL – барьерный слой из сваренной алюминиевой фольги.
Металлопластиковые трубы применяются для монтажа трубопроводов холодного и горячего водоснабжения и отопления.
Наружные диаметры металлопластиковых труб составляют 16, 20, 26, 32, 40, 50, 63 мм. Труба выпускается в бухтах длиной от 50 до 200 м.
Полиэтиленовые трубы
Полиэтиленовые трубы изготавливаются из полимера этилена. Этилен – продукт переработки нефти и газа. Различается полиэтилен высокого давления и низкого давления.
Трубы из полиэтилена маркируются ПЭ или PE.
Полиэтиленовые трубы низкого давления маркируются ПНД, ПЭНД, ПЭНП или LDPE. Трубы из полиэтилена высокого давления маркируются ПВД, ПЭВД, ПЭВП или HDPE.
Из полиэтилена ПЭ производят гофрированные трубы, обладающие устойчивостью к механической деформации. Трубы ПЭ применяются в безнапорных системах канализации, а также электроснабжения и связи.
Трубы из ПНД имеют высокую плотность и твёрдость. Применяются в системах напорных трубопроводах воды и газа.
Трубы из ПВД используются для монтажа безнапорных трубопроводов воды.
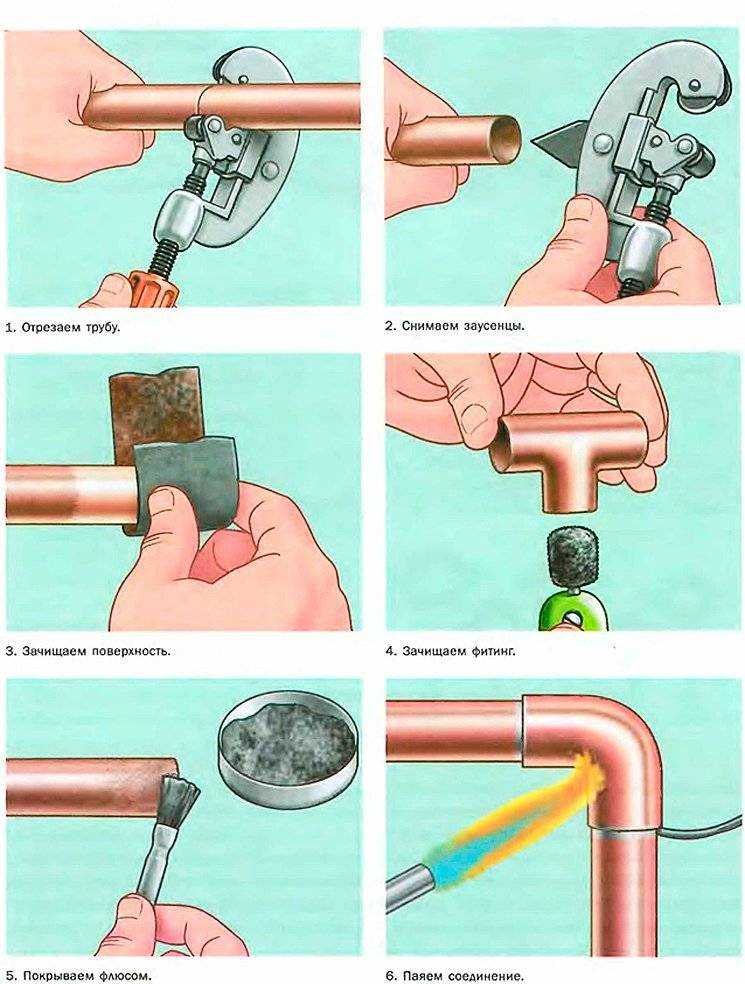
Клеевое соединение ПВХ-трубопроводов
Прокладка труб ПВХ или ХПВХ может производиться также с помощью холодной сварки, называемой по-другому клеевым соединением. В данном случае понадобится приобрести клеящий состав.
К подготовительным мероприятиям, предшествующим соединению ПВХ-труб клеем, относятся:
- визуальный осмотр труб и фитингов;
- проверка качества клея (срок годности, текучесть, пригодность вещества для имеющихся у вас труб).
Выбор размера кисти или аппликатора
Монтаж ПВХ-труб канализации холодной сваркой можно описать следующим образом:
- Подготовьте отрезки труб нужной длины. Разрезание лучше проводить труборезом с роликами, так как с его помощью получается качественный срез.
- С торцов труб с помощью фасочных резцов уберите фаску (угол опять же 15). Этот пункт монтажа считается обязательным, ведь в противном случае возможно соскабливание клеящего вещества с фитинга, что приведет к нарушению надежности соединения. Предварительно измерив глубину фитинга, нанесите на торец соединяемой трубы монтажную метку.
Начало монтажа
- Используя Primer (чистящее средство) и чистую салфетку или тряпку, удалите с фитинга и торца трубы все загрязнения, остатки смазки и пр. Дайте поверхностям полностью высохнуть.
Применение праймеров необходимо не только для очищения поверхностей, это также помогает надлежащим образом подготовить соединяемые элементы, лучше пропитать их клеем и, соответственно, обеспечить надежное, прочное соединение.
- Кистью с грубой щетиной или аппликатором нанесите клеящий раствор, равномерно распределяя его по внутренней поверхности фитинга и по наружной части ПВХ-трубы.
- Используйте для нанесения клея кисть, размер которой не менее радиуса соединяемых труб. Клей наносите по всей глубине фитинга и по всей длине склеивания торца трубы (это отмечено монтажной меткой).
- Вставьте трубу в фитинг, зафиксируйте, проверните элементы на 1/4 оборота – это распределит клей внутри соединения еще более равномерно.
Процесс склейки
- Все операции, следующие с момента нанесения клея на поверхности до момента соединения трубы с фитингом, Вы должны успеть завершить за 20-25 секунд.
- Рекомендуется удалить чистой тканью излишки клеящего вещества, проступившие с наружной и с внутренней стороны соединенных труб.
- Просушите клей. Дайте склеенным элементам трубопровода возможность высохнуть естественным образом, обеспечьте отсутствие всевозможных воздействий на них в данный период. Время, которое для этого понадобится, зависит, во-первых, от давления, оказываемого на стык, а во-вторых, от температуры воздуха.
Наглядно процесс показан на видео:
Минимальное время высыхания:
- 5-10 минут при температуре воздуха от +10 С и выше;
- 15-20 минут при температуре воздуха ниже +10 С.
Если соединения в будущем не подлежат гидравлическим испытаниям, то независимо от размеров, диаметров и оказываемого давления время просыхания не должно быть менее 60 минут. Если же гидравлические испытания трубопровода будут производиться – как минимум сутки (для любых фитингов и труб, имеющих диаметр до PN16).
Виды соединений без сварки
Способы стыковки полимерных трубопроводов можно классифицировать, как:
- обжимные;
- разъёмные;
- резьбовые.
Пайка труб без паяльника. Как сваривать полипропилен без паяльника
Смотрите это видео на YouTube
Обжимные
Так называют узлы с использованием специальных цанговых фитингов. Их монтаж производится специальными ключами. Назначение обжимного устройства – обеспечение плотного герметичного сочленения металлического водопровода с пропиленовой трубой.
К плюсам можно отнести быстроту монтажа, высокую герметичность соединительных узлов. Минусом можно считать сложность и дороговизну цанговых устройств.
Разъёмные
В тех случаях, когда система трубопроводов нуждается в периодической разборке узлов, стыковки делают разъёмными. Для этого используют специальные комбинированные фитинги. Металлические вставки с резьбой вправляют в пластик с одного конца, а в другую трубу вставляют посадочный конус с накидной гайкой. Гайку накручивают на встречную резьбу, конус плотно входит в посадочное место, образуя крепкое плотное соединение. Для разборки достаточно открутить гайку и развести концы в стороны.
Недостаток такого способа соединений — сложный монтаж.
Резьбовые
Резьбовые соединения – это ещё один способ, как соединять без паяльника пластиковые трубы. Стыкуют элементы полимерных водоводов с помощью полипропиленовых, комбинированных или металлических фитингов различной конструкции и типоразмеров.
Герметичность стыковочных узлов достигается путём установки уплотнительных прокладок или обвязки контактных поверхностей полимерной лентой ФУМ либо паклей. Прочность и надёжность креплений обеспечивается болтовыми стяжками.
Плюсом такого способа стыковки полимерных водопроводов, несомненно, является быстрота и простота монтажа соединительных узлов. Негативный момент – это наличие в соединительных узлах мест с большим риском протечек.
Правила выбора технологии
Определяя оптимальный вариант сборки, необходимо руководствоваться эксплуатационными характеристиками системы и материала.
Для монтажа магистрали водоснабжения из ПВХ-труб с диаметром, превышающим 6,3 см, принято использовать компрессионные муфты. При затруднениях с приобретением фитингов подходящих размеров специалисты рекомендуют задействовать стыковую сварку. Достоинством метода считается отсутствие необходимости покупки дополнительных деталей.
Для сборки безнапорных полиэтиленовых систем допускается применять склеивание. Механическая резьба для монтажа подобных изделий рекомендуется в особых ситуациях.
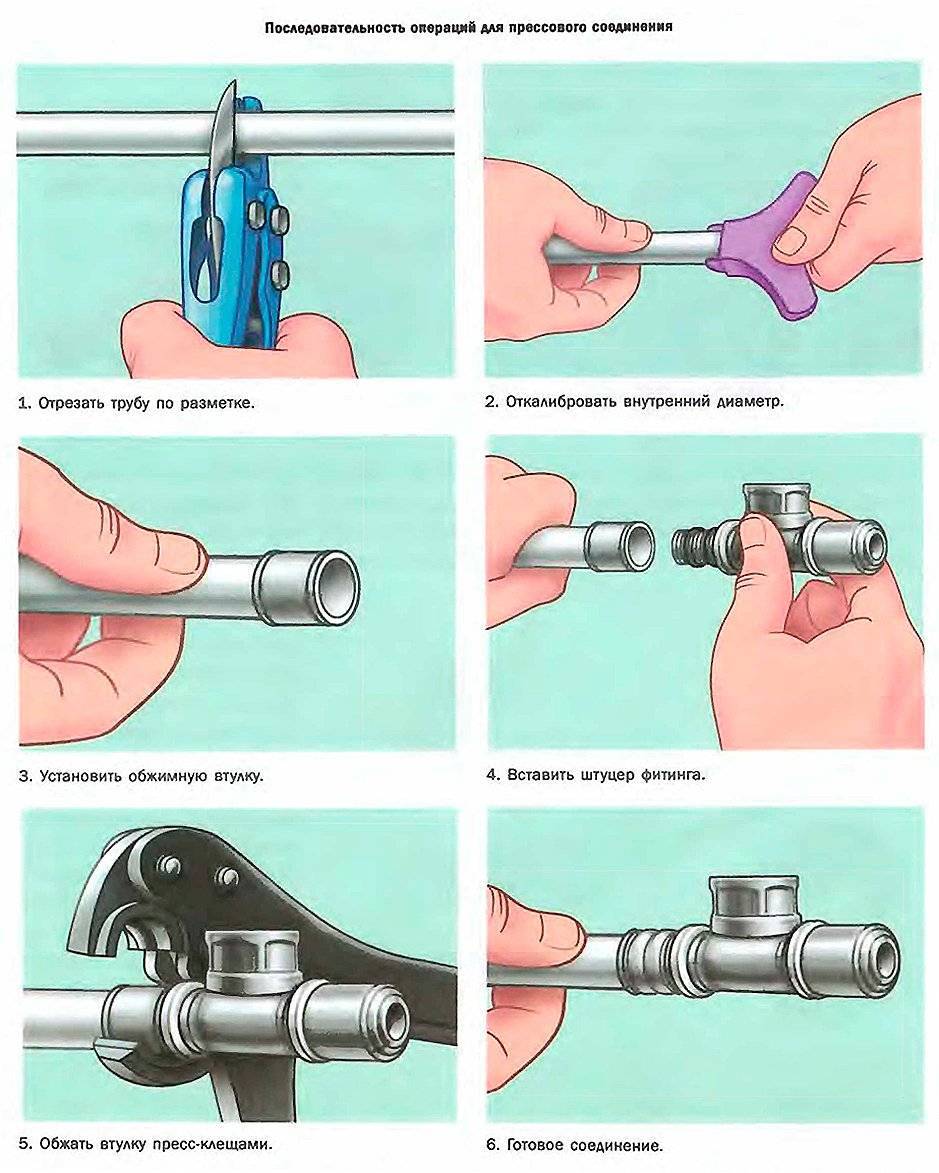
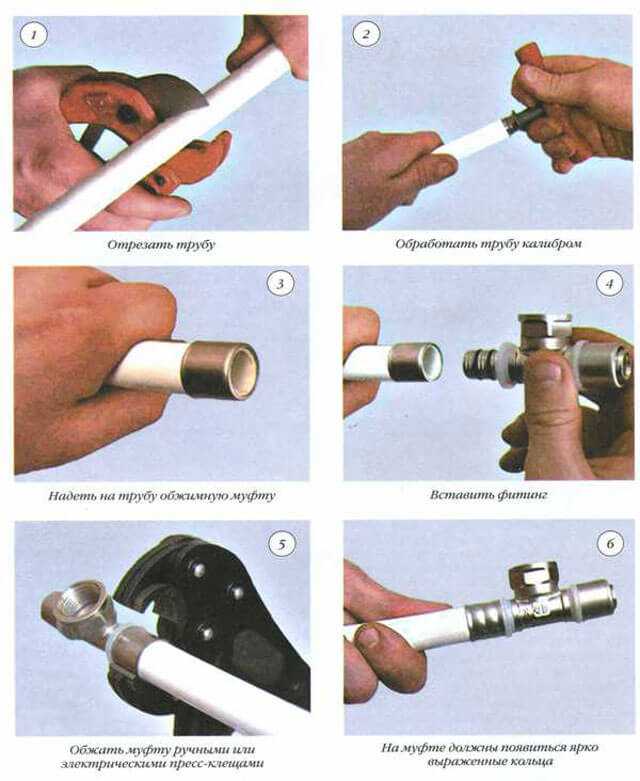
Обжимные фитинги для водопроводных труб
Соединение с помощью обжимных фитингов выполняется в таком же порядке, только компрессионное кольцо и гайку заменяют обжимным кольцом. Для его сдавливания используется ручной или электрический пресс.
Пуш-фитинги дают возможность получить соединение металлопластиковых труб намного быстрее предыдущих способов. Для выполнения работы достаточно вставить подготовленный конец трубы в соединительную деталь, причем выполняются все действия без особых усилий.


При подаче воды в собранную систему происходит выталкивание и зажим клина фитинга, чем предотвращается утечка воды. Такой способ не требует наличия специальных инструментов или ключей, а сам монтаж выполняется в несколько раз быстрее.
Конструкция водопровода из пластиковых труб
Пластиковый водопровод имеет достаточно сложную конструкцию, состоящую из труб и фитингов для их соединения. В готовом виде система представляет собой разветвленную трассу от источника воды до мест пользования. При ее сборке необходимо учитывать свойства всех элементов и правила их крепления.
В домашних водопроводных системах используются трубы из поливинилхлорида, полипропилена, полиэтилена, металлопластика. Материалы имеют различный химический состав, поэтому их свойства и область применения отличаются. Выбор заготовок зависит от многих факторов, в частности, рабочего давления жидкости и температуры, диаметра и т.д. Также необходимо учитывать условия эксплуатации и окружающую обстановку, от которых зависит способ соединения отрезов.
Варианты стыковки труб различных типов приведены в таблице:
| Материал трубы | Способ соединения | Характеристика соединение |
| Полипропилен | Термическая сварка | Неразъемное |
| Полиэтилен | Термическая сварка; с помощью обжимных фитингов | Неразъемное |
| Сшитый полиэтилен | Термическая сварка | Неразъемное |
| Поливинилхлорид | Термическая сварка | Неразъемное |
| Поливинилхлорид (труба с раструбом) | Склеивание | Неразъемное |
| Металлопластиковые трубы | Компрессионный фитинг; пресс-фитинг | Разъемное; неразъемное |
Фитингами называют детали для соединения труб, а также запорную арматуру (шаровые краны различных модификаций). С их помощью можно получить конструкцию любой конфигурации.
Фитинги делятся на монополимерные и комбинированные. С помощью монолитных деталей собирают только пластиковые трассы. Они должны быть из того же материала, что и трубы. Комбинированные детали применяются для стыковки пластиковых и металлических изделий в любом сочетании.
Количество фитингов будет меньше, если трубы сделаны из гибкого материала, например, полиэтилена или маталлопластика. Существуют модификации переходников: есть образцы, в которых металлическая втулка впаяна в пластиковую оболочку, в других случаях металлическая и пластиковая части фиксируются разборным соединением.
Внимание! Стоят фитинги недорого, поэтому покупайте их с запасом.
Наиболее используемые типы фитингов приведены ниже:
- «Бочонки». Это простейший тип соединителей, выполненный в виде цилиндра, у которого внутренний диаметр соответствует наружному диаметру труб.
- Переходники. Изделия применяются для стыковки заготовок разных диаметров. Они напоминают «бочонки», но диаметр противоположных отверстий разный.
- Уголки. Такие детали согнуты под углом 45-90 градусов. Используются для изменения направления трассы. Незаменимы при работе с жесткими трубами (например, полипропиленовыми). Часто к ним крепятся смесители.
- Крестовины и тройники. Применяются для подсоединения одновременно трех или четырех труб. Они выпускаются в различных модификациях, позволяющих стыковать изделия из разных материалов и диаметров.
Обводы — это отрезки труб, согнутые особым образом. С их помощью можно легко обойти небольшое препятствие.
Клипсы или хомуты применяются для фиксации заготовок к стенам. Их количество зависит от жесткости конструкции: чем она гибче, тем чаще они ставятся. Труба для холодной воды фиксируется хомутами через 1500-2000 мм. Для горячей — чаще из-за большого линейного расширения изделий.
Подготовительные работы
Перед соединением канализационных труб необходимо провести подготовку:
- Удостовериться, что закуплен весь спектр нужных инструментов и материалов.
- Наметить расположение коммуникаций, подготовить место для работы и начертить схему прокладки.
- Сверившись с планом размещения отдельных элементов канализации, разметить заготовленные элементы канализации и начать раскройку материала.
- Для удобства стыковки труб места запилов стоит зачистить от заусенцев, устранить загрязнения и жирные пятна.
- Если нужно устанавливать металлические изделия, на них необходимо нанести внутреннюю или наружную резьбу.
Установка канализации из пластика предусматривает монтаж проверочных люков. Если пренебречь этим правилом, проводить ремонтные работы будет затруднительно.