

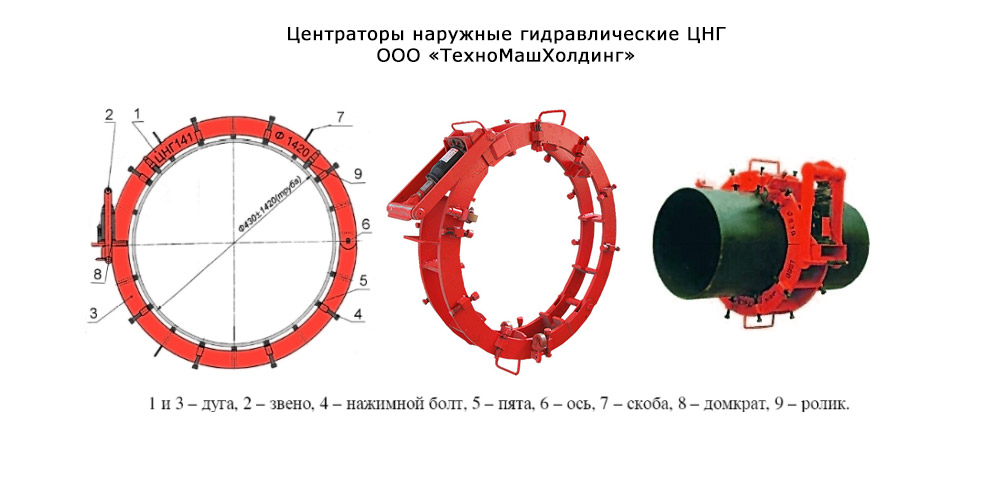
Устройства для сварки труб
Оборудование для сварки трубопроводов обеспечивает центрирование сопрягаемых изделий и поддерживает равномерный зазор между кромками. Существуют приспособления для прямолинейных магистралей и угловых ответвлений. В конструкцию изделия входят зажимы и дополнительные фиксаторы, установленные на подвижных штангах или цепях.
Для сварки трубопроводов существуют специальные приспособления.
Например, для использования простого устройства для прямолинейного трубопровода сварщику необходимо:
- Сдвинуть заготовки с предварительно подготовленными кромками.
- Надеть на внешние части труб зажимы и затянуть винты.
- Отрегулировать зазор вращением болта, соединяющего кронштейны с фиксаторами.
- Заполнить стык расплавленным металлом, а затем снять оснастку и очистить поверхность шва от окалины и шлака.
Наружные
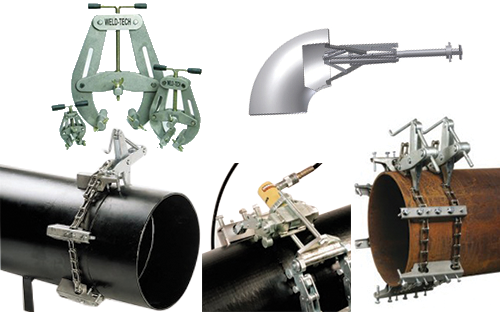
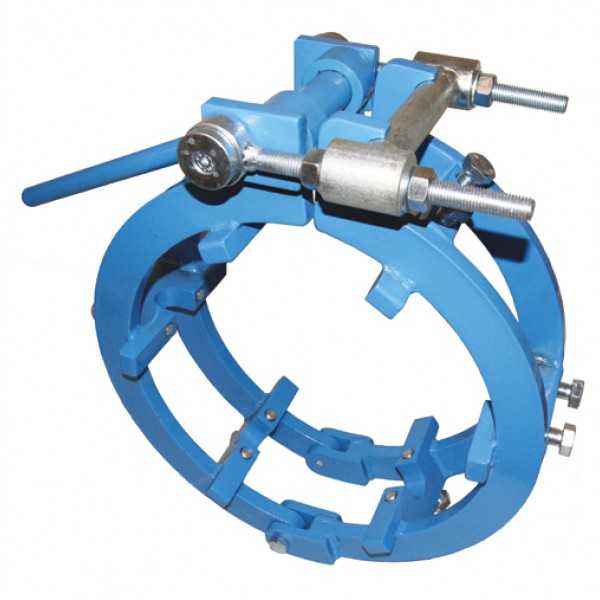
Сварку захлестов, стыков с перепадом диаметров, изгибов, кривых вставок, угольников, присоединение арматуры производят с помощью наружных центраторов. Они имеют различную конструкцию, которая принципиально не отличается друг от друга. Основной рабочий элемент – это две соединенные шарниром скобы, ширина их такова, что захватываются два конца пристыковываемых труб. По сути центратор – это переносное фиксирующее устройство независимого действия.
По конструкции центраторы различают:
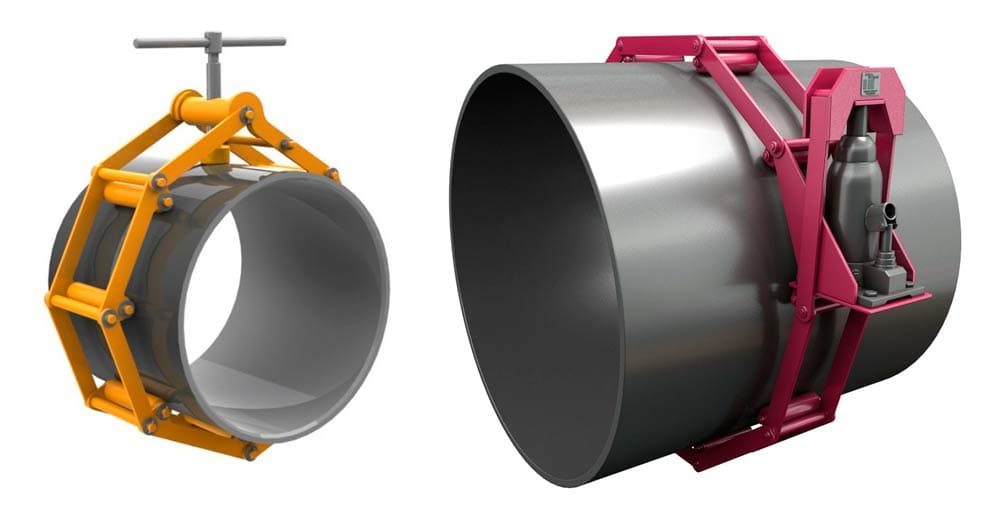
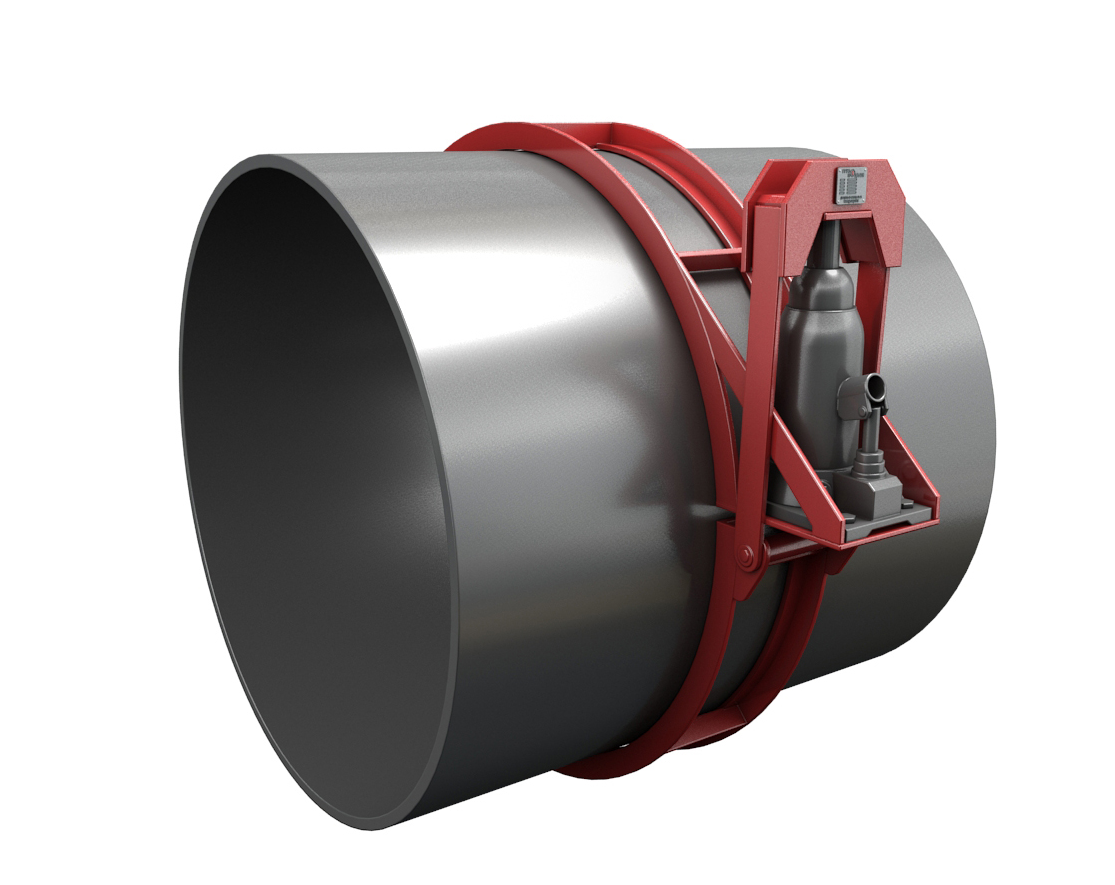
- арочные гидравлические – состоят из дугообразных секций соединенных с помощью шарниров. Для замыкания секций используется гидравлический привод, расположенный на консоли;
- арочные гидравлические с устройством рихтовки – они снабжены мощной гидравликой для выравнивания больших местных несовпадений торцов, выравнивание производится с помощью перемещения упоров;
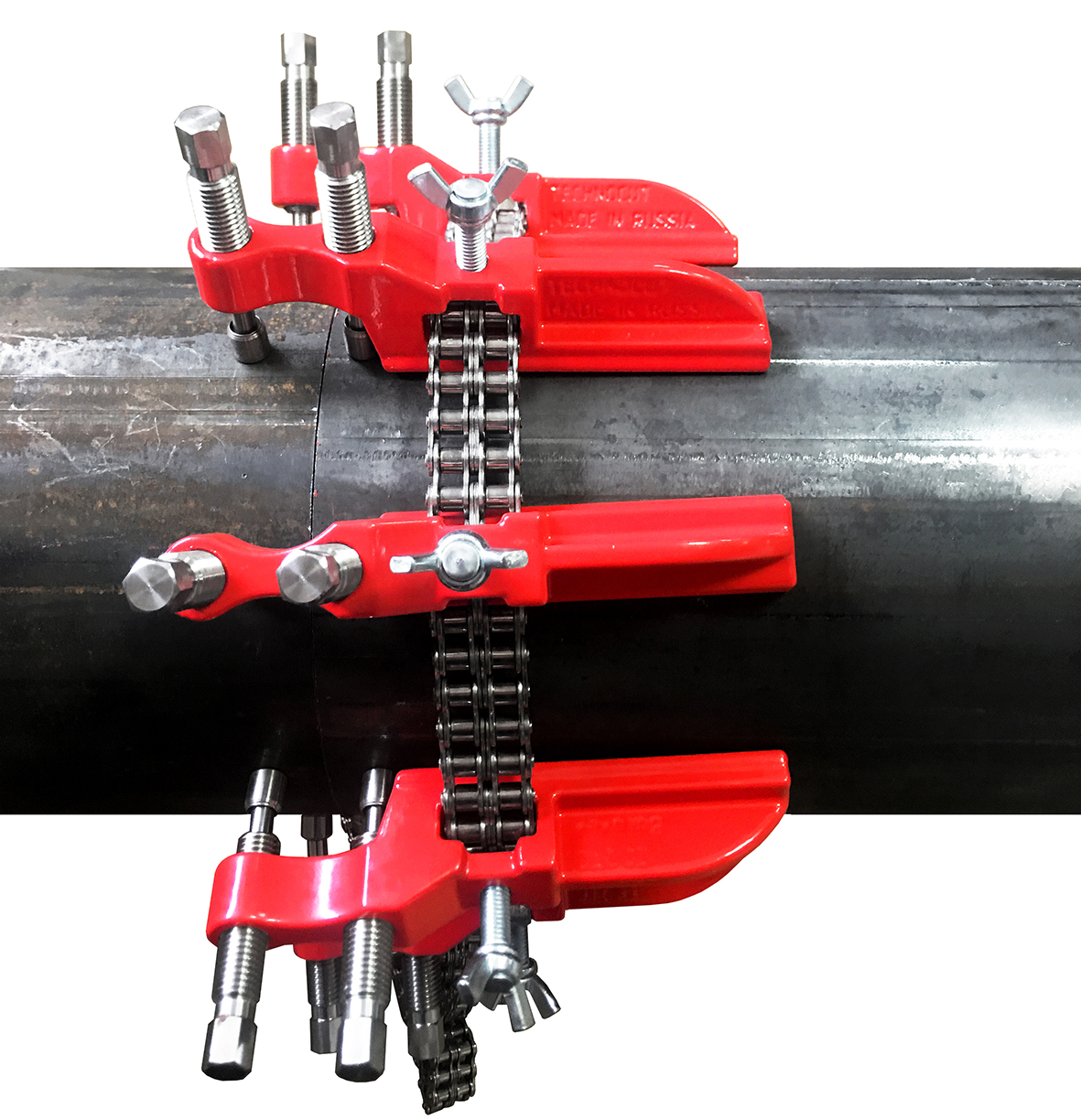
- цепные – дают возможность выборочно подгонять стыки труб и быстро разбирается на элементы (цепь и башмаки);
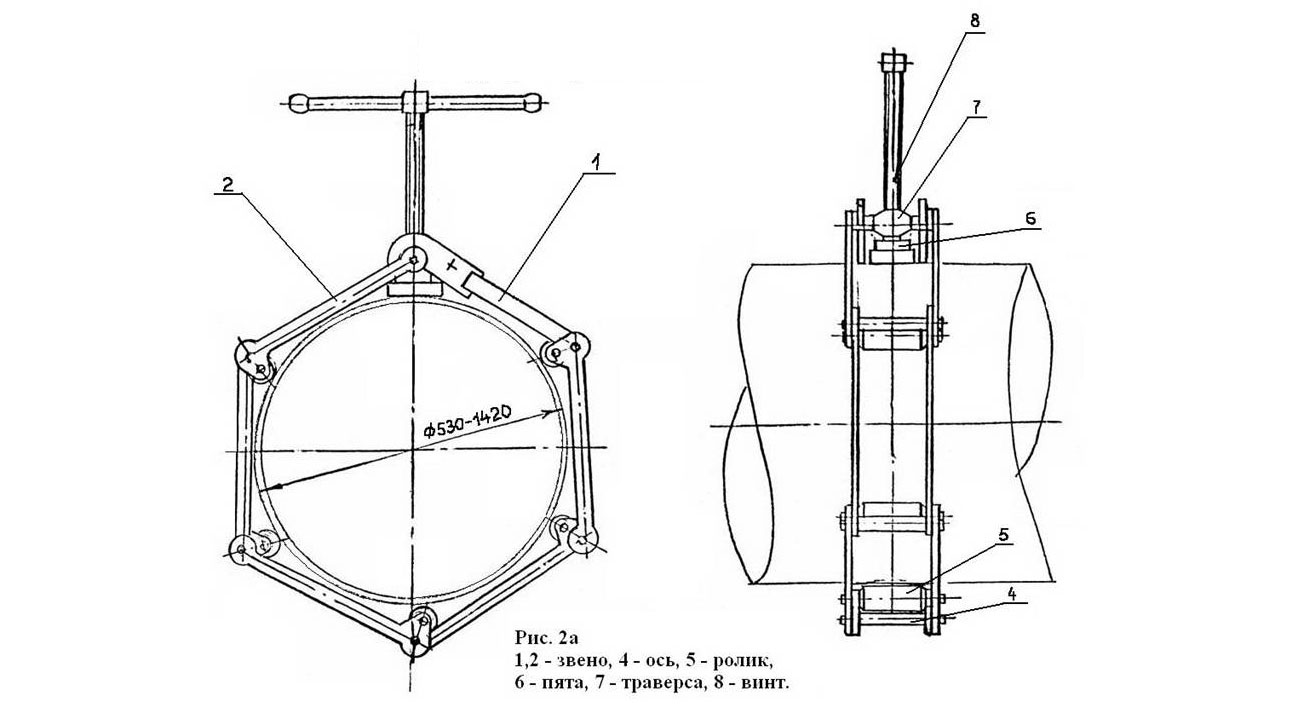
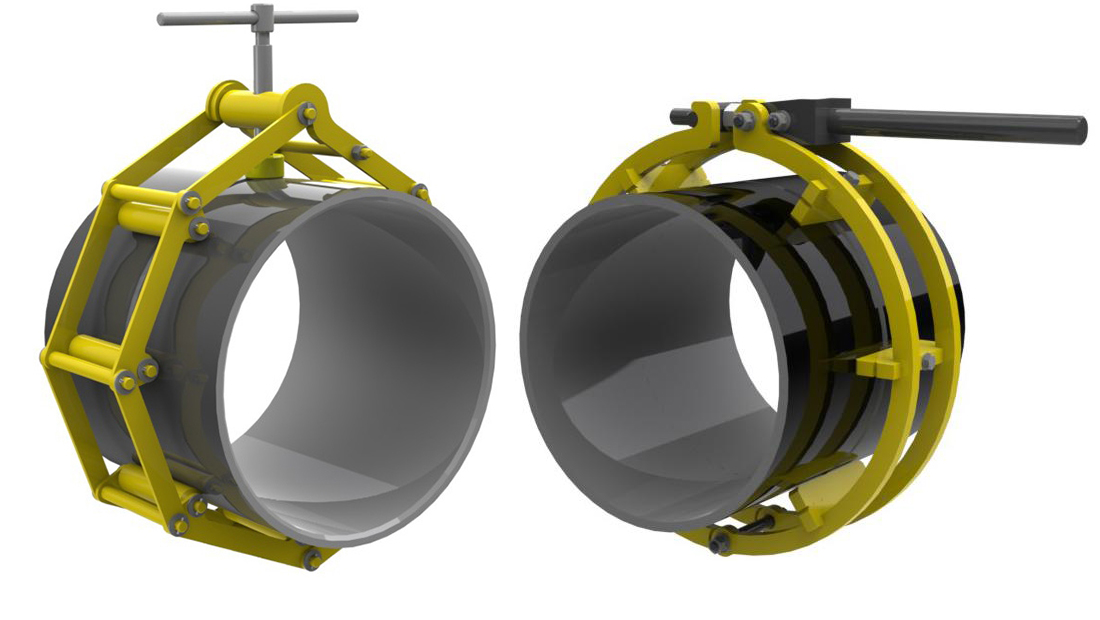
- звеньевые – могут настраиваться на стандартные типоразмеры труб при помощи добавления или удаления съемных звеньев, а механизмом стяжки является винт;
- эксцентриковые – состоят из дуг с опорами и зажима в виде эксцентрика. Его можно использовать для труб определенного диапазона диаметров, используя подставки и переставляя оси.
Все вышеперечисленные приспособления имеют достаточно большой вес и крупные габариты. Если свариваемый стык большого диаметра, то они подходят идеально, а для сборки труб маленького диаметра непрактичны. Для них специально были созданы легкие переносные устройства для центровки труб малого диаметра:
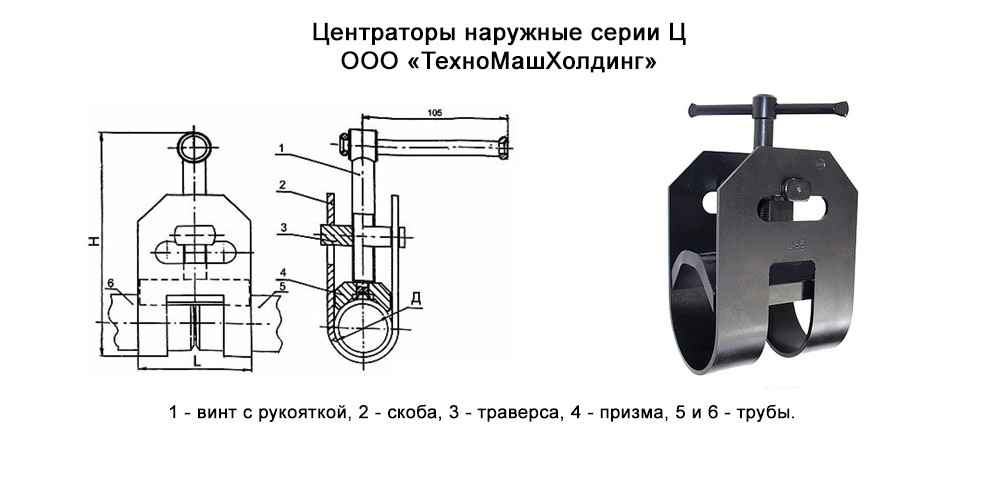
- струбцина монтажная для сварки труб и отводов – состоит из обжимов, траверсы, стопоров, винта;
- центратор-струбцина – имеет форму клещей снабженных фиксатором;
- центратор «хомут» – состоит из винта с рукояткой, скобы, траверсы, призмы.
Такие устройства позволяют центрировать трубы только одинакового диаметра. При помощи струбцины выставляются торцы труб и делаются прихватки. Шов проваривается только после снятия струбцины. Для состыковки труб разных диаметров (в том числе при большой разнице) используют специальные центраторы с независимыми блоками фиксации.
Устройства для точного центрирования и зажима трубных колен, фланцев, тройников, переходников и другой трубной арматуры имею более сложную конструкцию. Точная подгонка элементов осуществляется множество барашковых винтов.
При выборе устройства нужно помнить, что наружные центраторы имеют простую конструкцию и не всегда могут обеспечить высокую точность совмещения внутренних кромок. Внутренние устройства всегда дают лучшее качество центрирования, но не везде могут быть установлены. При использовании внутренних устройств шов можно сразу заваривать, а если применяются наружные, то сначала ставят прихватки, затем снимают приспособления и только потом шов заваривают.
При строительстве как жилых, так и промышленных сооружений всегда производится сварное соединение прокладываемых трубных коммуникаций, но его невозможно осуществить на должном уровне без такого приспособления как центратор наружный для труб.
Именно он помогает избежать целый ряд неизбежных дефектов сварки:
каверны
растрескивания
непровар
подрезы
наплывы
Эти дефекты очень быстро выводят из строя магистраль трубопровода. Что в свою очередь приводит не только к убыткам, но и травмам у обслуживающего персонала. Ведь через трубопроводы перекачиваются такие вещества как вода, газ, нефть, канализационные стоки. Все они достаточно агрессивны, склонны к скачкам внутреннего давления, температуры.
Даже если неровно сваренные трубы выдерживают начало эксплуатации, то через небольшое время микротрещины в швах быстро корродируют, прочность металла падает и следует прорыв. Избежать всего этого можно лишь применяя центратор наружный для труб в соответствии с правилами его использования и без исключения для всех соединений на магистрали.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Читать также: Виды топоров и их названия
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.
Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.
Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Сварной шов — высокое качество
Сварной шов высокого качества будет получен в том случае, когда максимальная 7макс и минимальная Гмин температуры нагрева кромок будут оставаться в пределах, обеспечивающих сварку давлением. При этом отношение Гмакс / Тмин, которое для получения сварного шва хорошего качества должно быть близко к единице, зависит от скорости сварки и частоты сварочного тока.
Для получения сварного шва высокого качества необходимо принять меры по защите расплавленного металла сварочной ванны от воздействия кислорода, азота и водорода. Сварочную ванну защищают, создавая газовую оболочку вокруг дуги и шлаковый слой над ванной расплавленного металла. Однако эти меры полностью не предохраняют от насыщения металла кислородом и образования оксидов. Поэтому необходимо проводить раскисление металла и удаление образовавшихся оксидов из сварочной ванны.
Диффузионной сваркой получают сварной шов высокого качества.
Важным условием получения сварного шва высокого качества является устойчивость процесса сварки. Для этого источники питания дуги должны обеспечивать возбуждение и стабильное горение дуги.
Флюс защищает расплавленный металл от насыщения азотом и кислородом воздуха. В результате применения флюса получается однородный сварной шов высокого качества.
Высокое качество сварного шва достигается в том случае, когда химический состав наплавленного металла мало отличается или не отличается от основного металла. Лучшими электродами для этой цели считаются электроды с толстой обмазкой марки Э-42, Э-50, Э-50-А, которые дают устойчивое горение и сварной шов высокого качества. Это достигается за счет создания защиты расплавленного металла от вредного воздействия воздуха ( кислорода и азота), а также при медленном охлаждении шва.
В процессе сварки очередного слоя отжигается нижеследующий слой
Это условие позволяет получить сварной шов высокого качества, что важно при сварке ответственных конструкций. Однако производительность сварки в этом случае низкая, а расход газа большой.
|
Сварочный трактор. |
Присадочный материал, вводимый извне, плавится в зоне дуги, которая образуется между вольфрамовым электродом и изделием. Такой вид сварки позволяет получить сварной шов высокого качества и свести к минимуму коробление свариваемой конструкции.
Фланцы приварные встык ( рис. 38Дв), или воротниковые, с кольцевым выступом ( шипом) и впадиной более надежны. Их применяют для трубопроводов с ру 40 105 Па. Достоинство их еще и в том, что толщина стыковой части фланца соответствует толщине привариваемой трубы, что позволяет получить сварной шов высокого качества и упрощает процесс приварки фланца к трубе, поскольку соединение обеспечивается одним швом, в то время как у плоских фланцев требуется делать два шва.




Раскисляющие вещества ( ферромарганец, ферроти-тан, ферросилиций, алюминий, графит, легирующие элементы электродного стержня из легированной стали) раскисляют — восстанавливают находящиеся в расплавленном металле окислы, образовавшиеся на определенных этапах процесса сварки, когда расплавленный металл контактирует с атмосферой дуги, шлаком и воздухом. Раскислители имеют большее, чем железо, сходство с кислородом и другими элементами, окислы которых требуется удалить из металла шва. Соединяясь с кислородом, они образуют окислы, которые всплывают на поверхность сварочной ванны. Это обеспечивает получение сварного шва высокого качества.
Сварку производят короткими участками. При этом стыки валиков в слоях не должны совпадать. В процессе сварки при наплавке очередного слоя происходит отжиг нижележащих слоев
Все эти условия позволяют получить сварной шов высокого качества, что очень важно при сварке ответственных конструкций. Однако следует учесть, что при этом производительность сварки низкая при большом расходе горючего газа.
Толщина слоя при многослойной сварке зависит от размеров шва, толщины металла и составляет 3 — 7 мм. Перед наложением очередного слоя поверхность предыдущего слоя должна быть хорошо очищена металлической щеткой. Сварку выполняют короткими участками. При этом стыки валиков в слоях не должны совпадать. В процессе сварки при наплавке очередного слоя происходит отжиг нижележащих слоев
Все эти условия позволяют получить сварной шов высокого качества, что очень важно при сварке ответственных конструкций. Однако производительность сварки в этом случае низкая, а расход горючего газа большой.
Прочие виды
Наряду с самым популярным и широко применяемым оборудованием существуют менее распространенные и специфичные устройства:
- арочные;
- центратор-струбцина для труб;
- пружинные, которые служат для использования с обсадными трубами в скважинах;
- механизмы для полипропиленовых изделий.
Струбционный центратор применяется для работы с небольшими трубами. Это самая популярная разновидность, подходящая для бытовых целей. Данные приспособления доступные по стоимости, имеют компактные размеры. Клещевой центратор для труб проще использовать. Струбцина может быть прямоугольной (в форме трапеции) или круглой. Нижний элемент чаще всего плоский.
Центратор арочного типа наиболее простой. Он состоит из двух клемм. Их стягивают вручную, либо гидравлическими насосами. Сфера их использования — небольшие трубы размером до 900 миллиметров.
Предмет политики конфиденциальности
3.3. Сайт защищает Данные, которые автоматически передаются при посещении страниц: — IP адрес; — информация из cookies; — информация о браузере — время доступа; — реферер (адрес предыдущей страницы).
3.3.1. Отключение cookies может повлечь невозможность доступа к частям сайта , требующим авторизации.
3.3.2. Сайт осуществляет сбор статистики об IP-адресах своих посетителей. Данная информация используется с целью предотвращения, выявления и решения технических проблем.
3.4. Любая иная персональная информация неоговоренная выше (история посещения, используемые браузеры, операционные системы и т.д.) подлежит надежному хранению и нераспространению, за исключением случаев, предусмотренных в п.п. 5.2. и 5.3. настоящей Политики конфиденциальности.
Модели и цены
Выбор центратора осуществляют на основе ряда критериев.
- Диаметр труб. Во-первых, каждый тип инструмента рассчитан на конкретный диапазон диаметра. Во-вторых, для толстых деталей (более 800 мм) следует использовать модели жесткой конструкции (многозвездные или арочные), а при меньших диаметрах подойдут эксцентриковые варианты.
- Требования к качеству сварки. В некоторых случаях существуют пределы для дефектов соединения (включая эллипсность). Наилучшее качество сварки обеспечивают цепные модели.
- Предельное давление. Для создания наиболее стойкого сварочного шва следует применять центраторы с гидрозажимом.
- Материал труб. В данном отношении рассматриваемые инструменты всех типов универсальны, однако исключение составляют работы с полипропиленовыми трубами. В таком случае требуются внутренние варианты.
- Универсальность. Лучшими по данному показателю считают цепные модели.
Стоимость центраторов колеблется в обширных пределах. Так, простейшие наружные многозвенные модели с ручным приводом можно приобрести за 1,5 тыс. рублей, в то время как цена внутренних гидравлических составляет примерно 350 тыс. Таким образом, стоимость определяется конструкцией, назначением, а также брендом.
Из производителей данных инструментов по качеству выделяют продукцию Vietz и Clamp.
Следует отметить, что простейший бытовой центратор несложно и недорого создать самостоятельно.
Как выбрать агрегат?
Подбор центратора для сваривания трубопровода является одной из самых трудных задач, чтобы правильно обустроить водопровод, канализацию либо другую коммунальную коммуникацию. Данная конструкция дает возможность ровно соединить одну трубу с другой под правильным углом наклона, благодаря чему шов будет надежным и долговечным.
Чертеж сварки при помощи центратора.
Существует две основные особенности в этом выборе:
Необходимо определить сечение труб
Важно правильно выбирать размер труб с большим диаметром, поскольку он должен быть одинаковым с сечением другой трубы для сваривания. Под работу с малым диаметром понадобится открытое оборудование, для большого – лучше выбирать закрытый агрегат
Последний способ более трудный в управлении, однако надежно фиксирует элементы.
При выборе между цепным, звеньевым либо эксцентричным оборудованием, необходимо руководствоваться своими финансами и планируемым объемом эксплуатации. Первый вариант достаточно дешевый, многофункциональный, но не надежный. Второй – золотая середина рассматриваемых агрегатов. Самые дорогие и качественные – это эксцентричные устройства. Их особенность заключается в том, что они облегченные снаружи, что позволяет быстрее и качественнее справляться с поставленной задачей.
Разновидности центраторов
Все используемые в настоящее время центровочные механизмы для труб разделяются на две основные группы в зависимости от места их установки:
- наружные (ЦН) – простые наиболее распространенные механизмы зажимного типа, устанавливаемые на внешней поверхности трубопровода;
- внутренние (ЦВ) – более сложная гидравлическая установка, которая изнутри распирает стенки двух труб, удерживая их тем самым на одной оси.
Конструкционно центраторы также разделяются на две категории:
- для монтажа прямолинейных участков;
- для соединения трубопровода под углом.
В зависимости от количества контактных точек центраторы подразделяются еще на две подкатегории:
- односторонние – применяются для соединения фрагментов трубопровода небольшого диаметра;
- двусторонние – устанавливаются на обе стороны стыка труб диаметром более 600 мм.
В широкой практике для сооружения трубопроводов небольшого сечения в большинстве случаев применяют простые и недорогие наружные в самых разнообразных моделях. Для труб большого сечения, для которых необходима длительная и высокоточная сварка используют внутренние гидравлические модели.
Наружные
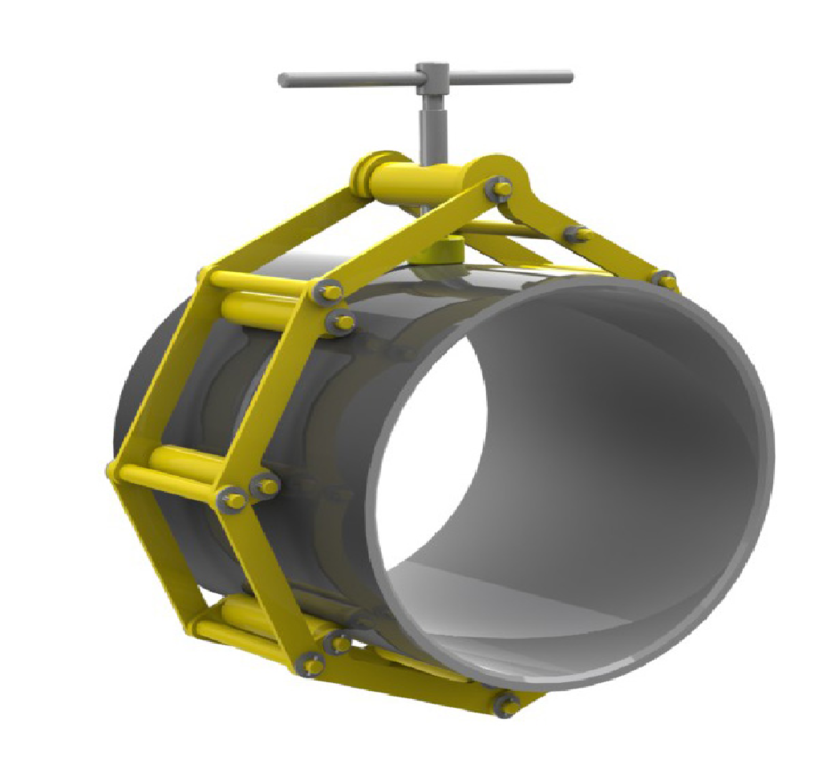
Главное преимущество наружных центраторов в их простоте использования и неприхотливости техобслуживания, а также в сравнительной дешевизне. Обхват и соосная фиксация двух труб может осуществляться одним из следующих типов зажимного механизма:
- многозвенный центратор – для соединения труб диаметром до 2000 мм, состоит из нескольких зажимных элементов, соединенных шарнирами;
- арочный – для трубопроводов сечением до 900 мм, состоит из двух накладываемых друг на друга клемм, отсутствие шарнирных соединений продлевает срок службы в сравнении с предыдущим типом;
- эксцентриковый – по своей конструкции схож с арочным центратором, но клеммы стягиваются в нем зажимом с эксцентриком, быстро изнашивается и применяется для труб диаметром до 400-500 мм;
- цепной – используется для монтажа или ремонта трубопроводов диаметром до 1400 мм, прост в работе и быстро приводится в рабочее положение;
- струбцинный центратор – используется для бытовых трубопроводных систем небольшого диаметра;
- пружинные – применяется для монтажа обсадных труб при бурении скважин, а также, для прокладки бытовых трубопроводов из металла и полимерных материалов.
В многозвенных и арочных центраторах для сжатия прижимных элементов может быть установлен как ручной, так и гидравлический зажим.
Внутренние
Данный вид центраторов представляет собой гидравлическую зажимную установку, которая помещается внутрь трубы. Ввиду сложности в использовании, массивности и дороговизны подобные устройства используют в исключительных случаях для прокладки трубопроводов сравнительно большого диаметра и при необходимости соблюдения особых условий сварки, например, для подводных магистральных газопроводов и т.п.
В некоторых случаях внутренние центраторы применяют и для труб небольшого диаметра – до 300 мм. Такие механизмы оснащаются ручным приводом. Отсутствие ограничения рабочего пространства сварщика с внешней поверхности трубопровода – главное преимущество внутренних центраторов.
Критерии выбора
Диаметр трубопровода – основной технический параметр, влияющий на выбор той или иной модели центратора. В перечисленных выше характеристиках и сферах применения каждого из видов и подвидов зажимных устройств указаны допустимые диапазоны размеров сечения труб, которые помогут сделать правильный выбор.
Материал трубопровода и его оболочек также имеет немаловажное значение. Если труба покрыта с внешней стороны полиуретаном, нельзя использовать наружный центратор
Для монтажа трубопроводных систем с полимерным покрытием нужно использовать только внутренние модели с гидравлическим или ручным приводом
Для монтажа трубопроводных систем с полимерным покрытием нужно использовать только внутренние модели с гидравлическим или ручным приводом.
Для ремонта и монтажа небольших участков трубопроводов среднего диаметра подойдет наружный цепной центратор. Такой механизм считается универсальным и наиболее доступным по стоимости. Он подходит для оснащения ремонтно-монтажных бригад в сфере жилищно-коммунального хозяйства и эксплуатационной службы на производственных предприятиях.
Для постоянного использования центратора для прокладки трубопроводов рекомендовано выбирать многозвенные или эксцентриковые модели в зависимости от эксплуатационных условий. Для труб диаметром более 800 мм подойдет арочный механизм.
- Предыдущее: Что лучше, аренда опалубки или ее покупка
- Следующее: Строительные леса: виды и сферы применения
Выбор подходящего центратора
Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.






Компания Рутектор – официальный дистрибьютор представленного в каталоге оборудования.
Читать также: Как подключить электродуховой шкаф к электросети
Получить исчерпывающую информацию о моделях, наличии на складе, условиях поставки можно по телефонам, указанным выше, или отправив запрос. Отправить запрос
Последствия неправильной сварки
В случае неправильного выбора центратора или несоблюдения правил работы с ним может возникнуть целый комплекс последствий, которые называются дефектами сварки. К ним относятся:
- трещины;
- поры, небольшие полости;
- непровары в результате неполного охвата поверхности металла сварочным аппаратам;
- различные отклонения структуры шва – излишняя выпуклость, смещения, подрезы и другие.
Все эти дефекты неизбежно приведут к тому, что труба не прослужит долго. Последствия усугубляются характером эксплуатации и внешними факторами:
- перепад давлений внутреннего содержимого (воды, нефти, газа и др.);
- перепад температур (внутренних и внешних);
- влияние коррозии.
Проникая в микротрещины, вода и воздух значительно ускоряют процессы разложения металла (коррозии). Это приведет к тому, что труба вскоре даст течь, давление в системе упадет, соответственно, может случиться и прорыв. Поэтому грамотный выбор центратора труб и правильная его эксплуатация на всех этапах сварочных работ – неотъемлемое условие при монтаже трубопроводов всех типов.
Эффективность центраторов и их виды
Функция центратора – обеспечить необходимое совпадание (не параллельность!) осей труб перед началом их сварки. Вследствие этого размеры свариваемой зоны получаются стабильными, поэтому процесс можно механизировать. Кроме того, с использованием центраторов исключаются перепады внутреннего диаметра в месте стыка. Следовательно, исчезают очаги возможной турбулентности потока рабочей среды при её перекачке по трубопроводу, а также снижается значение коэффициента сопротивления. В итоге удельная мощность насосного оборудования магистрального трубопровода также снижается.
К конструкции центраторов предъявляются следующие требования:
- Надёжность фиксации свариваемых участков между собой.
- Точность присоединения стыков.
- Удобство монтажа и демонтажа.
- Долговечность, причём независимо от условий их использования.

Классификация наиболее распространённых типов центраторов может быть произведена по следующим параметрам:
- По технологическому назначению. Выпускаются центраторы для внутреннего и внешнего диаметров труб;
- По конструктивному исполнению. Соединяемые участки трубопроводов могут быть прямыми, а могут располагаться и под некоторым углом друг к другу;
- По количеству точек фиксации. Для труб сравнительно небольших диаметров возможна односторонняя фиксация, в то время как трубы диаметром свыше 400…600 мм должны фиксироваться с обеих сторон;
Применение центраторов несколько увеличивает себестоимость сварочных работ, но это–единственный недостаток рассматриваемых приспособлений. Кроме того, вес большинства промышленных моделей центраторов может достигать сотен килограммов, поэтому их монтаж и эксплуатация требует применения грузоподъёмных устройств или механизмов.
В заключение
Вот что представляют собой эти приспособления. С их помощью процесс прокладки трубопроводов значительно ускорится и упростится. А точность и надежность сварного шва будет на высоком уровне.
Трубы больших размеров (диаметров, длины) сложно состыковать вручную так, чтобы кромки сошлись точно и без перекосов. Для этой цели применяют механические приспособления – центраторы для сварки труб. Они обеспечивают идеальную состыковку, которая позволяет сделать качественный сварочный шов. В основном их используют при проведении магистральных и местных трубопроводов. Диапазон размеров труб, соединяемых при помощи центраторов, находятся в пределах от 25 мм до 6000 мм. Преимущества использования центраторов:
- надежная фиксация труб;
- можно с высокой точностью состыковать кромки;
- быстрота и простота использования;
- долговечность приспособления.
Центраторы незаменимы во время сооружения громоздких магистральных трубопроводов для перекачки газа, нефти, химических веществ и других, опасных жидкостей и газов. Это несколько увеличивает расходы, но обеспечивает надлежащее качество сварного соединения. Трубы в секции собирают на стендах, линиях, передвижных трубосварочных базах. По технологическому назначению и месту применения центраторы делятся на две группы:
- для внутренней установки;
- для наружной установки.
Выполняют они одни и те же функции, но могут использоваться не везде, а только в определенных условиях, заменяя друг друга. Например, при соединении прямых отрезков труб одинакового диаметра можно использовать как наружный, так и внутренний центратор. При соединении трубы с коленом внутрь устройство установить невозможно, а для фиксации элементов используют наружное устройство. Центраторы повышают производительность и качество сборки как больших, так и малых трубопроводов. Их можно использовать для сварки любых типов соединений (прямых, поворотов, тройников, запорной арматуры, фланцев). Внутренние центраторы дают возможность механизировать процесс сборки трубопровода, при этом стык целиком доступен для сварки, шов накладывают непрерывно, без установки прихваток. Применение центраторов значительно облегчает работу сварщика, так как позволяет наложить весь шов сразу и без остановок. В зависимости от размера труб центраторы могут иметь различную конструкцию:
- центраторы внутренние гидравлические – используются для центровки, как отдельных труб, так и секций, а перемещение устройства от стыка к стыку производится при помощи специальной штанги;
- ручные с распорными клиньями – автоматически центрирует трубы, в том числе и с разными диаметрами;
- ножничные – в зависимости от модели и конструкции могут центрировать трубы не только одинакового, но разного диаметра.
Внутренние более равномерно распределяют разницу периметров относительно друг друга по всему стыку. Они способны исправить незначительные вмятины, отклонения от цилиндричности и приводить торцы к правильной окружности. Если строиться крупный магистральный трубопровод, то используют самоходные гидравлические центраторы. Они способные перемещаться на большие расстояния посредством дистанционного управления. Внутренние (распорные) центраторы обеспечивают наиболее точное совпадение кромок труб, так как за базу считают внутреннюю поверхность трубы. Достаточно мощные механизмы могут осуществлять выравнивание кромок и используются как расширители. Они повышают степень механизации и производительность сборки практически всех участков трубопровода.