

Виды и назначение
Для сварки труб из полипропилена выпускается инструмент пяти типов. Он обычно комплектуется резаком, торцевателем, позволяющим снять с армированных труб фольгирующий слой.
Раструбная сварка осуществляется нагревательным устройством. Сварочные аппараты бывают нескольких типов:
- Мечевидные, они считаются более устойчивыми, одна или две насадки фиксируются в пластине термостата. Регулировка температурного режима удобная, данные выводятся на дисплей.
- Цилиндрические аппараты считаются более универсальными. Они комплектуются разным числом съемных насадок, фиксируемых на нагревательном цилиндрическом элементе прямой или г-образной формы. Такое оборудование обычно используют профессионалы для сварки полипропиленовых труб в труднодоступных местах.
Механический сварочный аппарат, используемый на полипропиленовых трубопроводах небольшого и среднего диаметра, оборудован приводом, сдавливающим элементы встык, силовая нагрузка указывается на динамометре. Концы закрепляются в определённом положении при помощи специальных зажимов. В гидравлическом аппарате усилие до 120 атмосфер создается с помощью электропривода.
С помощью нагревательных насадок осуществляется раструбная сварка. В муфте расположен провод большого сопротивления, контакты выведены наружу. Они подключаются к блоку электропитания. Метод считается самым надежным для стыкового соединения трубопроводов диаметром от 4 см. Профессиональный инструмент оснащается дисплейными экранами, температура сварки регулируется в автоматическом режиме.
Из чего состоит процесс варки
После того, как аппарат нагрелся, насаживают свариваемые элементы на предусмотренные места. Данную операцию необходимо производить одновременно и прилагать определенные усилия.
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Когда детали (труба и фитинг) установлены на сварочный аппарат, начинается отсчет времени нагрева. Правильно выбранный промежуток времени обеспечивает оптимальную расплавку материала и надежность шва. Абсолютное время нагрева зависит от диаметра трубы, который вы можете посмотреть в таблице выше.
Затем нагретые детали снимают с аппарата и стыкуют. Предварительно сделанные отметки помогут соединить детали правильно. Крутить и поворачивать элементы строго запрещено. Это приведет к нарушению стыка. Кроме того, нужно убедиться, что в нагретых деталях не появилось никаких наплывов.
Теперь стоит аккуратно отложить сваренный элемент в сторону, до полного остывания. Если вы все сделали, как положено, то должно получиться надежное и герметичное соединение.
Такие рекомендации помогут вам понять, как правильно сварить полипропиленовые трубы своими руками, а значит самостоятельно выполнить монтаж водопровода или отопления. Кроме этого читайте про монтаж полипропиленовых труб своими руками.
Вставляем трубу, но обратите внимание потом нельзя прокручивать трубу.
Как сваривать полипропиленовые трубы
Для монтажа трубопровода в домашних условиях обычно применяется диффузионный горячий метод муфтового соединения. Для этого понадобится специальный инструмент:
- аппарат с нагревательным элементом любой модели;
- насадка нужного размера;
- труборезные ножницы;
- торцеватель – инструмент для зачистки края от фольгированного слоя;
- нож для зачистки реза;
- линейка или штангенциркуль;
- маркировочный карандаш;
- уровень.
Подготовительный этап
Как правильно начать работу:
- фитинги и концы отрезков аккуратно очищают от пыли, грязи, обезжиривают тампоном, смоченным в спирте – от этого зависит прочность спайки;
- убирают с краев все заусенцы;
- счищают фольгированный слой;
- устанавливают паяльник в рабочее положение;
- делают разметку, отмечают зону разогрева верхнего слоя.
Чтобы получилось качественное и герметичное соединение, важно четко соблюдать технологию
Процесс пайки
Важно соблюдать время сварки, указанное в таблице, прилагаемой к инструменту, это:
- срок разогрева края отрезка и фитинга, это делается одновременно, двумя руками с двух сторон насадки паяльника;
- временной интервал выдержки соединения в фиксированном положении до полного охлаждения.
 Таблица сваривания полипропиленовых труб
Таблица сваривания полипропиленовых труб
Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают. Ждут, когда шов остынет. Затем с фитинга счищают остатки полипропилена, они портят внешний вид системы.
 Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают
Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают
Нюансы пайки
Для труб большого диаметра перегрев и неровный внутренний шов будет незаметен, а для 4 мм может стать причиной засора. У новичков бывают и другие стандартные ошибки, отрицательно влияющие на качество соединения:
- непрямой угол среза;
- недостаточная очистка внутренней поверхности фитинга;
- неглубокая посадка после разогрева;
- неполное снятие фольгированного слоя.
Достоинства полипропиленовых труб
Длительное время эксплуатации, высокая температура теплоносителя и никакой коррозии на внутренних стенках, небольшой вес и быстрый способ сварки полипропиленовых труб – это основные преимущества полипропиленовых (ПП) труб. Стоимость армированной пластиковой трубы, которая применяется, например, в системах отопления, сопоставима с ценой металлического трубопровода, но долговечность – значительно больше. О том, как сварить полипропиленовую трубу правильно, знает даже начинающий инженер-монтажник.
Маркировочный код для полипропиленовых труб, принятый производителями всего мира – это буквенное обозначение PN, что значит «полипропилен», и цифровой код, указывающий максимальное эксплуатационное давление трубы. Маркировка указывает, где можно применять изделие и как правильно варить отопление из полипропиленовой трубы этого типа.
Смонтированные трубы для отопления должны выдерживать значительное давление, с учетом постоянного нагрева.

Технические характеристики труб указываются на внешней стороне изделия
При отсутствии прямого нагрева внешней стороны полипропиленовой трубы от источников тепла – отопительный котел, прямые солнечные лучи, промышленное оборудование – водопроводная система будет работать без сбоев. Важна и температура, сварка полипропиленовой трубы своими руками будет безупречной при точном соблюдении режима прогрева деталей и минимальное количество деталей, соединенных методом «встык».
Утюг для полипропиленовых труб: какой выбрать?
Устройство представляет нагревательный элемент с насадками, покрытыми антипригарным составом. Обычно в комплекте предусмотрено 6-8 штук под различные диаметры. Каждая состоит из 2 частей: одна нагревает ППР трубу, а другая внутреннюю часть муфты.
Паяльник подбирают, исходя из сечения пластиковых труб (ПТ). Значение в миллиметрах умножают на 10. Полученная цифра – минимальная мощность агрегата.
Для соединения ПТ сечением 40 мм достаточно устройства с мощностью 400 Вт. Сечение до 63 мм потребует мощности 700 Вт и выше.







Лучшие аппараты для раструбной сварки по рейтингу Домовушкина:
- ДИОЛД АСПТ-4. Мощность 1500 Вт, прочный металлический кейс. В комплекте ножницы, рулетка, отвертка.
- РЕСАНТА АСПТ-1000. Мощность 1000 Вт, 6 насадок с тефлоновым покрытием. Оснащен удобной подставкой для установки прибора во время перерыва в работе.
- Wester DWM 1000B. Сваривает трубы от 20 до 63 мм в поперечнике. Нагревает до 300 градусов.
- Candan CM 06 ONLY. Максимальная температура – 320 oC, удобен в работе, подходит для сечений 16 до 50 мм.
- Valtec ER-04. Насадки 20, 25, 32 и 40 мм, покрытие тефлоновое, мощность 1200 ВТ.
Некоторые устройства для пайки полипропилена оснащены терморегулятором. Он позволяет выставить нужные показатели, но проще, если его нет. В этом случае устройство сразу нагревается до нормативных значений.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Ставим детали на прогрев
Когда сварочный аппарат достигнет рабочего режима, загорится лампочка. Труба вставляется в муфту, а фитинг – на дорн. Если провести такую работу одновременно довольно сложно, сначала монтируется тяжелый соединительный элемент.
Сварочные детали обязательно имеют небольшой припуск, который начинает выдавливаться при их монтаже. Так получается кольцеобразный валик (грат). Чтобы сдвинуть такое кольцо, нужно приложить некоторые усилия, но делать это следует плавно и медленно, чтобы грат приобрел правильную форму. Фитинг, свободно надевающийся на дорн и не образующий кольцеобразного валика, считается бракованным.
При монтаже детали требуется обязательно следить за глубиной установки. Как только элемент упрется в вершину дорна, нужно прекратить давление, иначе можно повредить торец трубы и помять ограничитель фитинга. Чтобы контролировать глубину погружения детали в муфту, на некотором расстоянии от торца делается соответствующая отметка. Однако эта процедура необязательна, так как в основном фитинг вставляется в оправку, пока не коснется упора.
После того как детали были установлены в муфту аппарата и его дорн, нужно выждать несколько секунд, пока поверхности хорошо не оплавятся
Важно правильно определить продолжительность нагрева. Этого времени должно хватить для получения вязкого и текучего состояния полипропилена
Если период нагрева будет слишком большим, детали станут очень мягкими
Изготовители пластмассовых труб разработали специальные таблицы, в которых обозначено время нагрева для определенной марки полипропилена. В этом случае учитываются также толщина стенки и сечение трубы
Если период нагрева будет слишком большим, детали станут очень мягкими. Изготовители пластмассовых труб разработали специальные таблицы, в которых обозначено время нагрева для определенной марки полипропилена. В этом случае учитываются также толщина стенки и сечение трубы.
Когда совмещаются фитинги с цилиндрическими изделиями, угол проворачивания деталей не должен превышать 5 градусов. Если стык сделан правильно, грат будет иметь одинаковую толщину со всех сторон.
Подготовка к сварке труб из полипропилена
- К сварочному аппарату плотно прикрепляют нагревающие насадки и, установив его при помощи регулятора на температуру 250-270 градусов, включают прибор в сеть. Время нагрева сварочного аппарата зависит от температуры окружающего воздуха. Чтобы избежать повреждений тефлонового слоя насадок в нагретом состоянии, их предварительно очищают ветошью из несинтетического материала.
- Манипуляции со сварочным аппаратом начинают тогда, когда при помощи контактного термометра и индикатора будет определено, что прибор разогрет до нужной температуры.
- Проверяют функциональность режущего ролика либо специальных ножниц, совершив 2-3 среза на опытном обрезке трубы. Срез должен получаться идеально равным, без впадин и выступов. В противном случае инструмент подлежит заточке.
- Прежде чем начинать сварку, все элементы тщательно осматривают. Стенки деталей не должны быть каким-либо образом ослаблены, закрывающие детали (фитинги) должны быть функциональны. Их резьбу проверяют деталью с противоположной резьбой.
- Отрезки труб и сваривающие штуцеры, в которые вводятся трубы, вычищают и обезжиривают. Фитинги одевают на оправу и проверяют, не слишком ли свободно они сидят. Фитинги, шатающиеся на оправе, отбраковывают.
- Отмеряют и отрезают элементы труб требуемой длины. Если для резки используется пилка по металлу, торцы труб подлежат дополнительной зачистке от заусенцев.
- Специальным приспособлением либо остро заточенным ножом скашивают стенку трубы на подготавливаемом к сварке торце под углом 45 градусов. Это касается в первую очередь труб больших диаметров (более 40 мм). Такой скос поможет избежать задира материала в процессе ввода в фитинг конца трубы.
- Перед сваркой деталей крупного диаметра обязательно контролируют их овальность.
- Прежде чем начинать сварку, снимают с труб окисленный слой по всей длине соединения, так как он способен отрицательно сказаться на качестве сварки.
- Предварительно вставляют трубу в фитинг и отмечают маркером границу входа (глубину). Здесь учитывают, что труба должна быть надвинута в муфту фитинга не до самого упора. Во избежание сужения сечения трубы в месте шва, оставляют щель как минимум в 1 мм.
 Временная таблица сварки полипропиленовых труб в зависимости от их диаметра
Временная таблица сварки полипропиленовых труб в зависимости от их диаметра
Способы соединения полипропиленовых труб
При монтаже трубопроводов различного назначения применяются холодный и горячий методы спайки полипропиленовых систем, называемые диффузными. Полипропилен образует однородную структуру на молекулярном уровне.
Виды диффузной сварки:
- Сварка встык, когда расплавляются концы двух соединяемых отрезков. Такая технология применяется для полипропилена большого диаметра со стенкой не менее 4 мм. При диаметре до 6 см стыковая сварка не образует прочного контакта из-за небольшой площади диффузного проникновения.
- Для квартирных трубопроводов и теплосистем используется раструбная сварка, когда концы закрепляются с помощью специальных муфтовых насадок.
Разновидности фитинговых элементов:
- угловые;
- муфтовые;
- врезные или переходные с одного диаметра на другой;
- тройники.
Электрофитинговое оборудование для сварки пп труб позволяет производить соединение с помощью полиэтиленовых и полипропиленовых фитингов, выполняющих роль паяльника. К контактам, выведенным наружу, подводится электропитание, провод высокого сопротивления, находящийся на внутренней стороне фитинга, разогревается до температуры плавления, образуя прочный шов большой площади. Такой вид спайки часто применяется при монтаже наружных сетей. Переносные аккумуляторные устройства позволяют работать в любых условиях.
Холодная сварка пп труб производится с помощью клея, расплавляющего поверхностный слой на определённую глубину. После накручивания фитинга на размягченную поверхность образуется площадь контакта. Возможно соединение полипропиленовых труб без сварки с помощью резьбовых муфт.









Инструменты для пайки полипропиленовых труб
Инструменты для пайки труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Как варить трубу из полипропилена при помощи сварочного агрегата
Последовательность действий при работе с механическим сварочным аппаратом немногим отличается от работы с ручным паяльником. Технология сварки полипропиленовых труб в автоматическом режиме схожа с ручной пайкой, за исключение того что зачистка (торцовка) трубы происходит при помощи механической пилы, и прижим труб в месте пайки обеспечивают механические захваты. Процесс называют стыковой сваркой полипропиленовых труб.
Контроль уровня температуры нагрева при сварке полипропиленовых труб и автоматическое отключение нагревательного элемента обеспечивает блок системы управления.
Сварка полипропиленовой трубы встык при помощи автоматического агрегата занимает минимум времени, и отличается высоким качеством шовных соединений. Точная температура сварки полипропиленовой трубы — еще одно преимущество автоматической системы
Для систем отопления это немаловажно, но стоимость профессионального оборудования достаточно высока. Но эта проблема решается просто: можно взять нужные приборы в аренду
Распространенные ошибки и советы
Несмотря на кажущуюся простоту – нагрел, соединил, остудил – в сварке полипропилена есть множество моментов, упускать которые не стоит:
- При полном отсутствии опыта вначале лучше потренироваться на отрезке трубы, ведь разогретый полипропилен сохраняет пластичность недолго, за это время необходимо успеть соединить элементы без перекосов, прочно их зафиксировать и, ни в коем случае не меняя их положения, дождаться полного остывания.
- Трубы и фитинги разных фирм даже одного и того же диаметра сваривать между собой не стоит – из-за разницы в химическом составе добиться надежного соединения будет невозможно.
- Для получения ровного среза точно под 90° используют только очень острый инструмент. Все заусеницы тщательно зачищаются.
- Покупать необходимо только качественный пластик – при выборе изделий от сомнительного производителя трубопровод может дать протечку.
- Работать на весу запрещено – утюг для сварки должен обязательно иметь подставку. Удобнее, если он имеет крепление к столу в форме винтового зажима.
- Так как фитинг прогревается чуть дольше, его надевают на насадку первым.
- Слишком медлить и затягивать интервал между нагревом и монтажом не следует – сварка будет непрочной.
- Трубу необходимо вводить в фитинг до упора, иначе в месте образовавшегося зазора из-за уменьшения толщины стенки она со временем даст течь.
- Оплывы пластика, образовавшиеся в процессе сварки, сразу же удалять не стоит – неостывшее соединение легко деформируется. Хотя, конечно, у опытного мастера оплывы появляются очень редко.
- Вращать, ввинчивать детали при соединении запрещено, движение необходимо делать только по прямой.
- Чрезмерное усилие при соединении также недопустимо – в результате в трубе может образоваться большой наплыв пластика, препятствующий прохождению жидкости.
- Случайно поврежденный фитинг следует заменить новым, запаивание его встык с трубой недопустимо.
- Некоторые агрегаты китайского и турецкого производства оснащены сразу двумя нагревательными элементами с отдельными выключателями. Но во избежание риска перегрева полипропилена использовать сразу оба не стоит, пусть второй нагреватель будет лишь запасным.
- Время остывания должно быть приблизительно равно времени нагрева. Не стоит укорачивать этот период, иначе соединение будет непрочным.
- Места соединения труб не должны быть загрязнены – сварка пыльных и грязных изделий может привести к потере прочности. Дополнительно свариваемые плоскости обезжириваются ацетоном, бензином или уайт-спиртом. Обычную водку для этих целей использовать запрещено, так как она способна разрыхлять пластик.
- Недопустимо и попадание влаги. При скоплении в трубах воды их набивают солью или хлебным мякишем, для удаления после сварки их следует хорошо промыть.
- Для систем с горячей водой используется полипропилен, армированный фольгой или стекловолокном. При зачистке фольги даже небольшого оставшегося кусочка достаточно, чтобы в процессе эксплуатации образовалась течь, её необходимо удалять тщательно на всю длину спайки. Зачистка стекловолокна не требуется – этот материал спаивается очень хорошо.
- Важна не только чистота труб, но и самого паяльника. После каждой операции остатки пластика обязательно полностью удаляют.
Набор средств для проведения сварки полипропиленового трубопровода
Инструментный комплект для сварки полипропиленовых труб выглядит приблизительно следующим образом:
- электрический сварочный аппарат с подвижным электроприводом для полифузной сварки, оснащенный сварными насадками необходимых размеров;
- контактный термометр;
- специальные ножницы или резак для труб;
- спирт либо любой другой обезжириватель;
- ветошь (из натурального материала);
- рулетка;
- маркер;
- монтажное устройство для сварки элементов, диаметр которых превышает 50 мм;
- шабер.
В набор для сварки полипропиленовых труб также могут входить инструменты, имеющиеся почти в каждом доме – нож, пилка по металлу, если специальные ножницы или труборез недоступны.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:





Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Электромуфтовые аппараты для сварки ПНД труб
Сварка ПНД труб сделанная своими руками возможна с помощью электромуфтового соединения. При такой сварке применяются специальные фасонные части, в которые вмонтированы при изготовлении нагревательные элементы. Это могут быть отводы, седла, тройники и заглушки. Для соединения изделий с закладными нагревателями необходимы специальные электромуфтовые аппараты самой различности степени сложности и оснащенности.
Если вы хотите использовать полиэтиленовые трубы и не обременять себя поиском подходящего оборудования, то можно приобрести трубы ПЭ. Они предназначаются для внутреннего и наружного водопровода, канализации, водостока. Малые диаметры таких труб (до 63 мм) можно собирать с использованием латунных или полипропиленовых фитингов с резиновыми кольцами для уплотнения.
Если вы решили самостоятельно заменить или смонтировать по новой систему водоснабжения или отопления, используя пластиковые изделия, то это будет вам вполне по плечу. Но для успешного выполнения задачи необходимо ознакомиться с основными принципами соединения выбранных труб и обязательно проконсультироваться с профессионалами.
Подготовка материалов
Учитывая особенности эксплуатации будущего трубопровода, выбирают подходящую разновидность полипропиленовых труб, разделяющихся по классам и имеющих различную маркировку:
- Для холодной воды — PN10, PN16.
- Для горячей — PN20.
- Для отопительных систем — PN25.
Между марками PN20 и PN16 разница цен небольшая, поэтому при полной замене коммуникаций обычно используют трубу PN20 для всех водопроводов. Подводку к оборудованию выполняют тонкими трубами (21,2 — наружный диаметр), для стояков и подключения нескольких потребителей применяют более толстые изделия.
Предварительно делают схему водоснабжения, внутренние магистрали проектируют на сварных муфтах, разъемные соединения планируют в доступных для ревизии местах. На основании созданных чертежей рассчитывают длину труб и количество комплектующих.
Время пайки при монтаже полипропиленовых труб
При выполнении технологического соединения трубопровода нужно учитывать время пайки полипропиленовых труб согласно рекомендациям производителя и некоторые особенности:
- При разогреве места соединения нужно выдерживать оптимальное расстояние между утюгом и полимерным слоем. При излишнем удалении активной части будут наблюдаться потери тепла с последующим снижением качества монтажного шва;
- Воздействие утюга следует прикладывать одновременно к обеим стыкуемым частям трубопровода. В противном случае будет обеспечен неравномерный прогрев смежных элементов и последующая деформация места соединения.
Типичные ошибки при сварке полипропиленовых труб
Если при соединении фитинга и пластиковой трубы труба не будет введена до внутреннего упора (зазор будет значительно больше 1 мм), то между внутренним упором фитинга и торцом трубы останется промежуток.
На подготовленном к эксплуатации трубопроводе данный промежуток будет представлять собой отрезок со стенкой меньшей толщины и, соответственно, большим внутренним диаметром в сравнении с исходной трубой. При этом расчетное давление данного участка будет ниже, чем у остальных частей трубопровода, т.е. участок станет «слабым звеном».
Другой типичной ошибкой является излишнее усилие при совмещении нагретой трубы с фитингом. В таком случае между внутренним упором трубы и торцом трубы выдавливается внутренний грат, впоследствии создающий ощутимое препятствие транспортируемой среде.
О том, как правильно паять пластиковые трубы – видео, представленное на нашем портале, сможет дать более полное представление.
Предыдущая запись Самостоятельный монтаж водопровода из полипропиленовых труб
Следующая запись Как выполняется укладка канализационных труб своими руками
Подготовка деталей и рабочего места
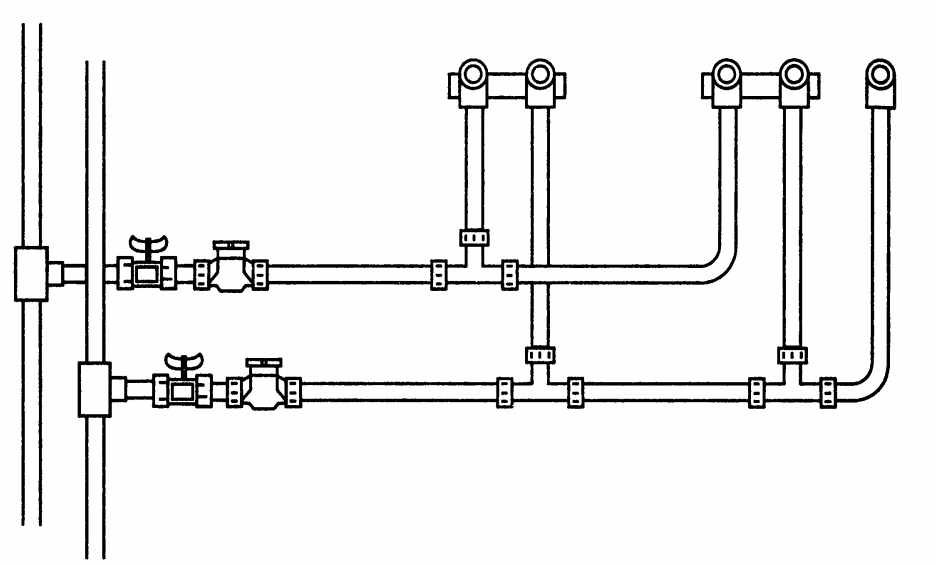
Схема сварки полипропиленовых труб.
Технологически сварка полипропиленовых труб и фитингов отработана, и даже в наборе сварщика есть стандартная инструкция, но более важно строгое соблюдение требований и правил производства работ, от чего на практике зависит качество соединений. План сборки конкретного трубопровода должен разрабатываться на месте работ
Исходя из него, будет известно, сколько и каких соединений выполнять на стационарно закрепленном аппарате, а сколько их придется выполнять, удерживая аппарат навесу. Устанавливают его на прочную поверхность, например, на стол. Жало должно быть направлено в сторону от сварщика. Заготавливают трубы, обрезая их специальными ножницами нужной длины.
Армированные трубы обрабатывают шейвером — снимают армированный слой на месте нагрева. Обычные трубы в местах, где нужно будет варить, обезжиривают. Эту важную для качества сварки операцию пропускают повсеместно. Трубы и фитинги маркируют — наносят условные обозначения на раструбы, в которые будет ввариваться труба. На трубе отмечают ориентацию раструбов фитингов. Приготовленные трубы складывают с одной стороны аппарата, а фитинги — с другой. Навинчивают на жало насадки, можно сразу три. Их правильно ориентируют: дорн закрепляют на стороне, где сложены фитинги, а гильзы на стороне труб. Насадки закрепляют до включения аппарата и затягивают ключом.