

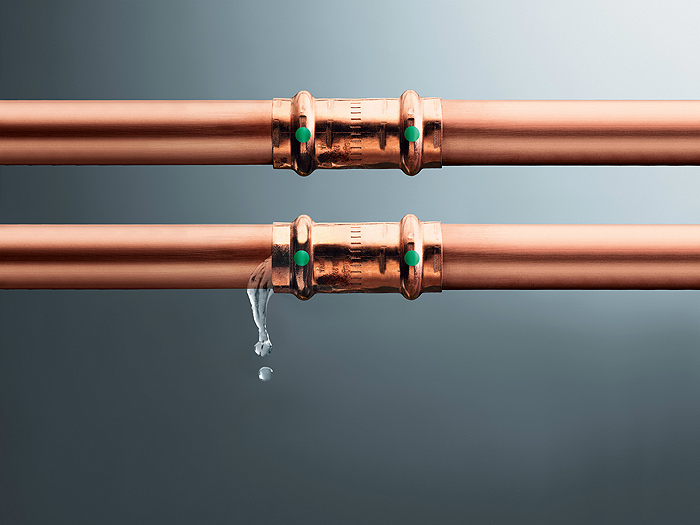
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
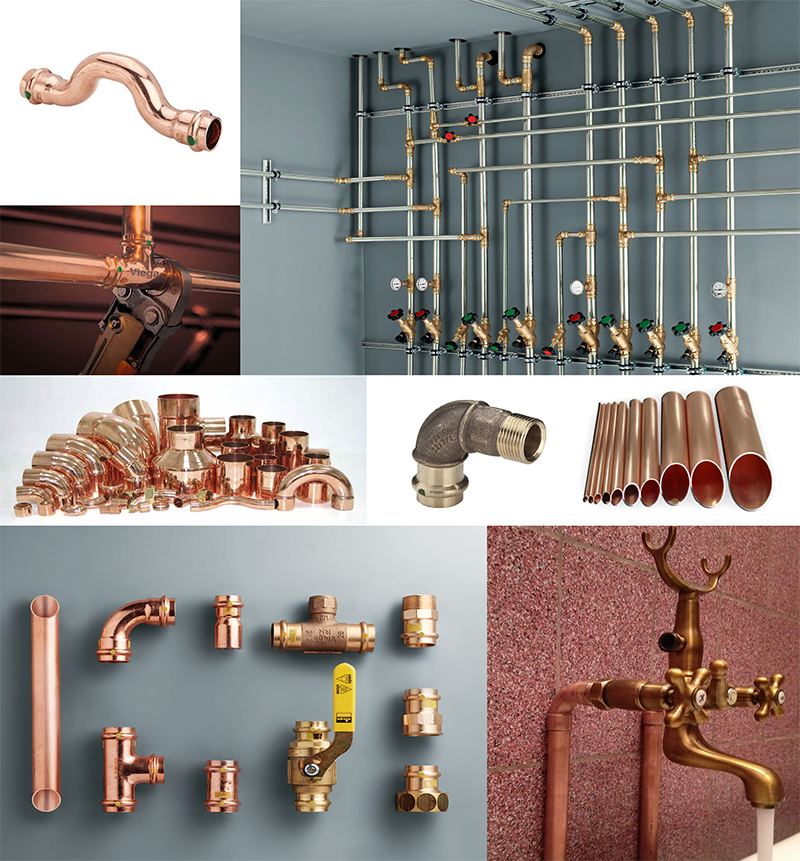
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K
минус 30 / плюс 80 для L |
| Накатная канавка, D = 50,8 – 101,2 мм, D = 50,8 – 203,2 мм тип M | 0 — 1725 | минус 35 / плюс 120 |
| 0 — 1375 | минус 30 / плюс 80 |
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
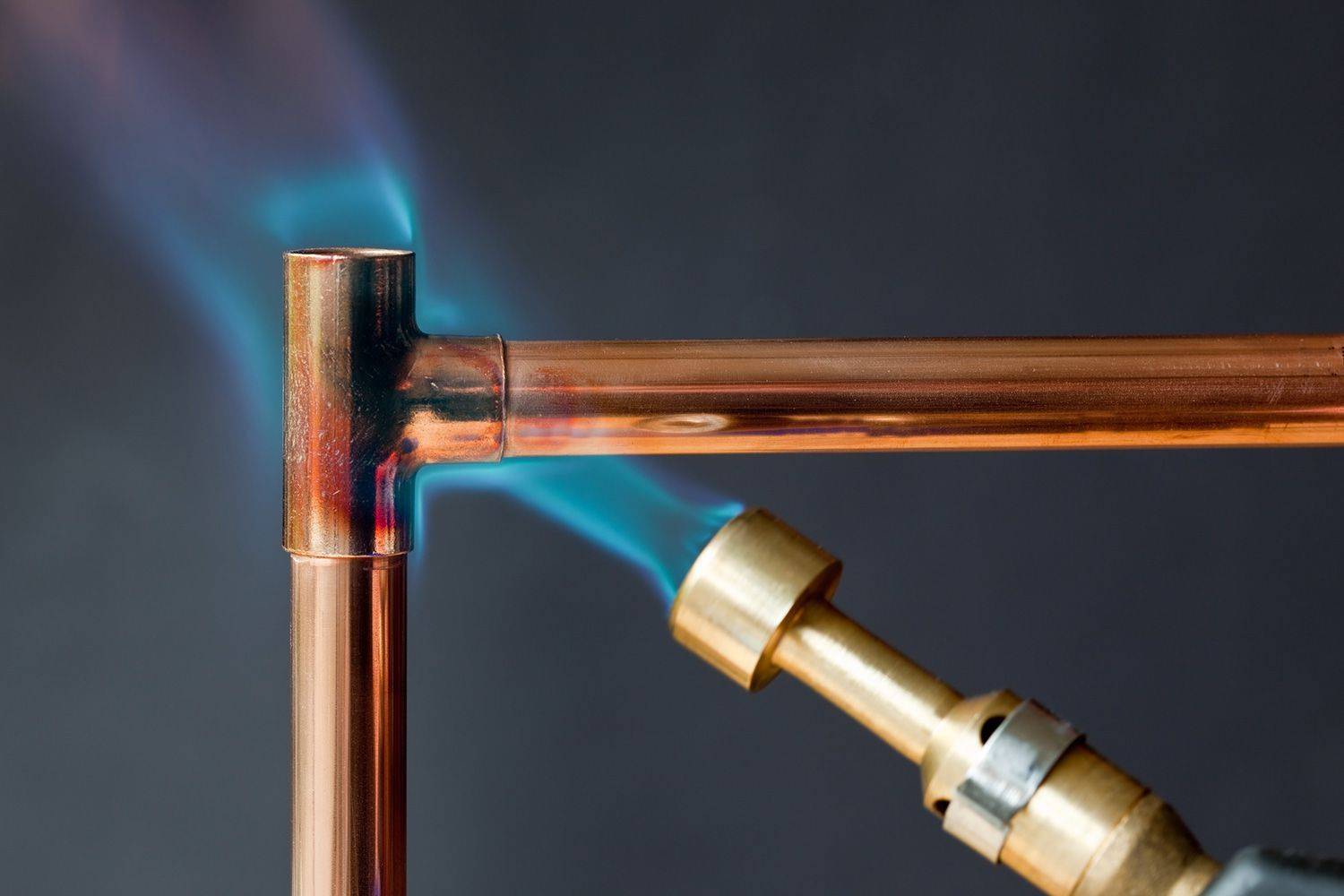
Сборка медного трубопровода методом пайки
Наибольшей герметичности можно достичь, если соединять трубы методом пайки. При выполнении работы необходимо четко соблюдать рекомендуемые правила безопасности.
Инструменты
Для сборки трубопровода методом пайки потребуется следующий набор материалов и инструментов:
- медные трубы, количество и диаметр которых определяется по схеме;
- труборез (в отсутствии устройства можно воспользоваться обычной ножовкой по металлу);
- трубогиб;
- металлическая щетка для подготовки трубы для пайки;
- наждачная бумага (используется в дополнение к щетке);
- труборасширитель – специальное устройство для увеличения диаметра одной из соединяемых труб;
- газовая горелка;
- фаскосниматель (устройство для удаления заусенцев после обрезки труб);
- флюс-состав, который позволяет произвести дополнительную чистку труб и способствует более равномерному распределению припоя;

Разновидности флюса для пайки
припой – металлический сплав, которым заполняется пространство между трубами в процессе пайки.

Разновидности припоя для разных видов пайки
Флюс и припой подбираются в зависимости от вида пайки (низкотемпературной или высокотемпературной), причем флюс и припой должны максимально соответствовать друг другу.
Процесс пайки
Как соединять медные трубы методом пайки? Для получения прочного соединения рекомендуется придерживаться следующей схемы:
- нарезаются трубы. Длина каждого участка трубопровода должна соответствовать схеме, в которой указана медная разводка труб по жилому помещению;
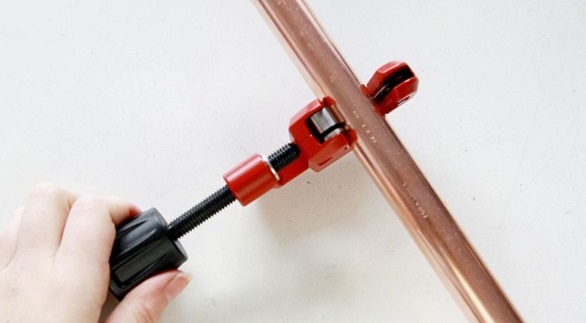
Резка труб труборезом
- с концов труб снимается фаска. Затем участки для пайки зачищаются до достижения максимально ровной поверхности и очищаются от окислов и иных загрязнений при помощи металлической щетки;

Подготовка поверхности трубы к пайке
- для достижения максимальной герметичности паевого соединения конец одной трубы необходимо расширить на 2 мм – 3 мм;

Увеличение диаметра трубы
- место будущей пайки обрабатывается флюсом. Поскольку химический состав может негативно повлиять на кожу рук, то работа производится в защитных перчатках. Флюс в виде пасты удобнее всего наносить при помощи небольшой кисточки;
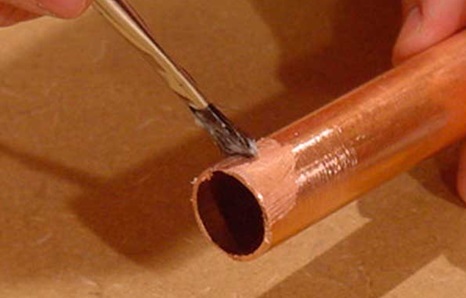
Нанесение флюса на участок трубы
- разогревается до нужной рабочей температуры горелка;
- флюс немного расплавляется;
- соединяются трубы;
- излишнее количество флюса удаляется при помощи сухой мягкой тряпки;
- производится пайка. На разогретый участок плавно наносится припой, который при нагреве расплавляется и заполняет все свободное пространство;

Заполнение припоем в процессе пайки
- на 3 – 5 минут (до полного остывания) соединение оставляется в неподвижном состоянии;
- следующий участок трубопровода присоединяется аналогичным образом.
Пайка труб производится при высокой температуре. Кроме этого нередко в ходе выполнения работы выделяются вредные вещества. Поэтому сборку трубопровода методом пайки необходимо производить в хорошо проветриваемом помещении и вдали от легковоспламеняющихся веществ или предметов.
Возможные способы монтажа медных труб подробно рассмотрены на видео.
После предварительной сборки производится прокладка медных труб согласно ранее разработанной схеме. Для крепления трубопровода можно использовать хомут, кронштейн или иные приспособления. Кроме этого прокладывать трубы можно в стенах.
Канализационные трубы
Современными пластиковыми трубами приходится подсоединять сантехнические аксессуары и приборы (как работает биде) к уже имеющейся канализационной системе, выполненной из чугуна.
Попутно, нужно решать задачу по несовпадению диаметров.
Самый ходовой размер пластиковых труб – это 110 и 50 мм, а чугунных – 123 и 73 мм соответственно.
Для начала, нужно старое соединение демонтировать и извлечь заменяемый участок трубы из патрубка. Именно, на этом этапе работы возникают основные трудности и совершаются ошибки.
Главное правило – ни в коем случае нельзя применять грубую физическую силу.
И второе – не пытайтесь расколоть чугунную трубу, стуча по ней молотком.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:








- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.  Процесс начинает действие, когда плавится пруток припоя, этапы работы:
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно.В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Монтаж медных труб для систем водоснабжения и отопления своими руками
- Перед монтажом необходимо порезать трубы на отрезки необходимой длины.
- Резать трубы для отопления лучше труборезом или ножовкой по металлу.
- Внутренняя поверхность трубопроводов должна быть очищена от заусениц и металлической стружки. Для выполнения этой задачи потребуется напильник и шабер.
- Место отреза необходимо выровнять, особенно в тех случаях, когда резка осуществлялась ножовкой по металлу, что немного деформирует трубу.
- Гнуть трубное изделие можно вручную или с использованием специального инструмента.
- Если в системе отопления предусмотрены изогнутые участки особенно сложной формы, рекомендуется использовать трубогиб. Такой изгиб убережет материал от нежелательного залома, который впоследствии может стать местом образования коррозии.
- Гнуть изделия следует с минимально допустимым радиусом.
- Радиус изгиба при выполнении работы труборезом должен составлять не менее 3, 5 диаметра трубопровода. Если гнуть трубы вручную, следует выполнять радиус изгиба не менее 8 диаметров.
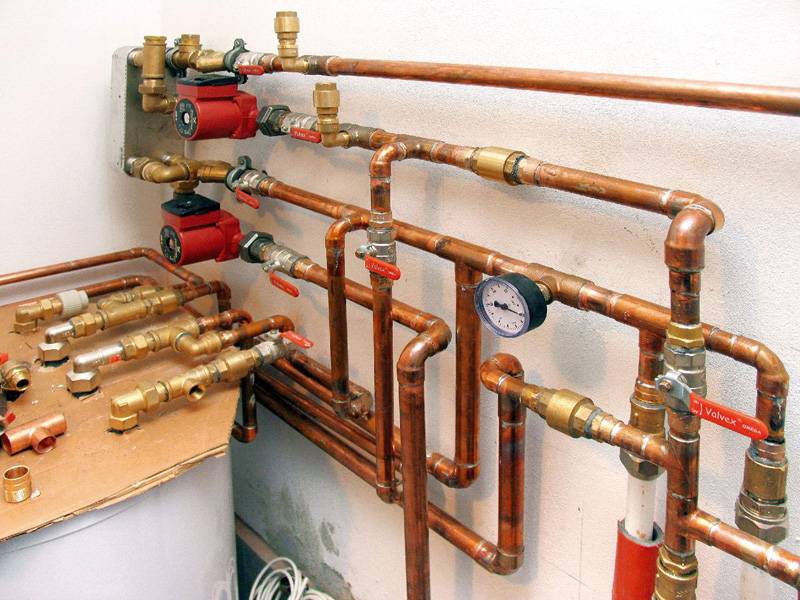
Система отопления с медными трубами
Соединение элементов системы отопления из меди осуществляется двумя уже известными способами:
- Обжимными фитингами;
- Методом пайки.
Благодаря тому, что медь можно легко гнуть, монтаж выполнять несложно и потребуется небольшое количество фитингов. Однако необходимо помнить о некоторых правилах комбинирования материалов в системе отопления.
Если использования алюминиевых радиаторов невозможно избежать, необходимо выполнять переход через стальную трубу. Это поможет избежать начала образования коррозии при стыковке меди и алюминия. Что касается радиаторов из других материалов, к примеру, стальных или чугунных, подобных проблем не возникает.
Монтаж медных труб — это процесс, который может осуществляться по-разному. Существует несколько вариантов соединения таких изделий, которые включают в себя сборку, сварку и пайку. Разрешается применение фитингов других производителей, что может в определенных случаях уменьшить финансовые затраты.
Подсчет фитингов
Для того чтобы осуществить монтаж медных трубопроводов обязательно применяются фитинги. Они могут быть либо обжимными, либо паечными. В первом случае соединение будет разъемным, во втором — неразъемным.
Выбор фитингов будет также оказывать влияние на крепление всех элементов.

Сборка
После подсчета нужного количества фитингов начинается сборка труб. Для начала края изделий покрываются тонким слоем флюса. Процедура необходима для того, чтобы предотвратить процесс окисления, который обязательно возникает в момент нагревания элементов. Этот способ обработки предотвращает оседание на соединении посторонних веществ, негативно влияющих на прочность.
Обжатые фитингами концы труб при помощи специальных клещей зажимаются. Именно это давление осуществляет фиксацию.
Пошаговая инструкция работы с медными трубами
Под выполнение процедуры сгиба (картинка ниже) задействован ручной гибочный инструмент. Таким инструментом, как правило, поддерживается работа только с мягким (отожжённым) продуктом. Этот момент следует учитывать при работе.
Инструкция шаг #1 – подготовительный процесс
Рукоятки трубогиба разворачивают на 90 градусов, после чего вставляют медную трубу в паз формовочного круга. Центральную точку изгиба следует совместить с отметкой «0» на рукоятке формования.
Далее в соответствующем месте (где требуется сгиб) устанавливают зажим с целью закрепления рабочего объекта на механическом устройстве — трубогибе.
Первое действие гибочного процесса – установка инструмента на позиции сгибания медной трубы под монтаж точно по меткам, определяющим центральную точку изгиба заготовки
Инструкция шаг #2 – выполнение изгиба
Повернуть ручку в указанное положение, при этом метка «0» на ручке должна совпасть с меткой «0» на формующем колесе, Это действие выполняется до момента, какое-либо давление изгиба будет приложено к гибочной ручке.
Затем приложить мягко, но устойчиво, давление к рукоятке и повернуть рукоятку до отметки соответствующей степени на формовочном круге для достижения желаемой степени изгиба.
Как отмечает инструкция работы с медными трубами, следует выполнять действия мягкими и плавными, контролируя визуально ход работы
Инструкция шаг #3 – съём сделанной заготовки
Как только соответствующая степень изгиба достигнута, что определяется по метке степени на формующем колесе, изгиб считается завершённым.
Правильно изогнутую трубку извлечь из гибочного устройства, повернув ручку назад до положения 90 градусов (Шаг 1). Отсоединить удерживающий зажим, удалить заготовку с гибочного устройства.
Положение гибочного инструмента в так называемой завершающей фазе процесса изгиба. Теперь трубу, сформированную должным образом, следует освободить от инструмента
Инструкция шаг #4 – проверка на точность изгиба
Чтобы убедиться в достижении нужной степени изгиба, снятую после процедуры заготовку рекомендуется проверить строительным уголком или другим подходящим инструментом на точный градус созданного угла (в данном варианте угол соответствует 90˚ — прямой).
Проверочная процедура на точность выполненного изгиба при помощи простейшего строительного инструмента – уголка. К текущему примеру актуально для прямых углов под 90º
Между тем, инструкция работы с медными трубами представляет инструмент одной из многочисленных оснасток, доступных для исполнения подобного вида работ. Поэтому каждый отдельно взятый трубогиб традиционно сопровождает документация, где отмечается соблюдение условий в процессе работы.
Особенности монтажа трубопровода из медных труб.
При монтаже трубопровода из медных труб необходимо принимать во внимание одну из главных особенностей этого материала – его пластичность. С одной стороны, это свойство меди относят к ее достоинствам. Ведь благодаря этому она отлично переносит все температурные перепады и воздействие разного давления проходящей по трубопроводу среды
Кроме того, пластичность позволяет упростить и процедуру монтажа трубопровода, так как дает возможность легко изгибать трубы, придавая системе нужную конфигурацию и экономя место внутри помещения
Ведь благодаря этому она отлично переносит все температурные перепады и воздействие разного давления проходящей по трубопроводу среды. Кроме того, пластичность позволяет упростить и процедуру монтажа трубопровода, так как дает возможность легко изгибать трубы, придавая системе нужную конфигурацию и экономя место внутри помещения
С одной стороны, это свойство меди относят к ее достоинствам. Ведь благодаря этому она отлично переносит все температурные перепады и воздействие разного давления проходящей по трубопроводу среды. Кроме того, пластичность позволяет упростить и процедуру монтажа трубопровода, так как дает возможность легко изгибать трубы, придавая системе нужную конфигурацию и экономя место внутри помещения.
Но с другой стороны, эта же пластичность приводит к тому, что медные трубы легко деформируются. Чтобы избежать этого, необходимо исключить прогибание трубопровода. Следует позаботиться о хорошем закреплении трубопровода с помощью опор и специальных С-образных или О-образных крепежных элементов.
Шаг между креплениями зависит от диаметра трубопровода – чем он больше, тем чаще рекомендуется устанавливать неподвижные опоры. Кроме того, трубы можно крепить непосредственно к стенам с помощью специальных кронштейнов. Возможна прокладка трубопровода внутри стен – в специально выполненной штрабе. В этом случае рекомендуется использовать медные трубы в ПВХ оболочке, которая выполняет одновременно теплоизолирующую и защитную функцию, не позволяя портиться ни трубе, ни штукатурке.
Опубликовано 02.06.2020 Обновлено 13.06.2020 Пользователем admin
Монтаж медных труб для водопровода
Прежде, чем приступить к работе, нужно составить схему будущей сантехнической конструкции и на её основе выполнить расчёт метража трубного проката и количества соединительных элементов(пресс-муфт, тройников, отводов, переходников и др.).




Необходимые инструменты и материалы
Для выполнения монтажа трубного проката из сплава меди нужно подготовить комплект инструментов, состоящий из:
- Ножовки по металлу или трубореза.
- Пассатижей.
- Ручного калибратора.
- Гаечных ключей или газовой горелки (для прогрева участка труб при соединении деталей пайкой).
- Напильника.
Для стыковки отрезков труб в зависимости от выбранного способа соединения, потребуются следующие материалы:
- Фитинги.
- ФУМ — лента для герметизации стыков разъёмных фитингов.
- Припой и флюс (в случае пайки изделий).
Меры предосторожности
Пайка медных изделий осуществляется при их нагреве до высоких температур, поэтому при работе необходимо надевать защитную спецодежду и использовать огнезащитный экран. С соединяемых деталей в зоне контакта необходимо удалить резиновые или пластмассовые оплётки. У устанавливаемых кранов должен быть выкручен вентиль, чтобы не расплавились уплотнительные кольца.

При проведении пайки медных изделий в уже смонтированной трубопроводной системе, следует открыть все запорную арматуру, чтобы уровень давления в трубах не превысил допустимых значений из-за нагрева некоторых участков.
Ход работ
Стыковку отрезков труб с помощью фитингов выполняют в следующей последовательности:
- Отрезать секции труб необходимого размера.
- Если водопровод собирается из медных труб с ПВХ — изоляцией, то на концах изделий этот слой следует снять.
- Линию среза зачистить с помощью напильника от заусениц.
- Снять фаску.
- Надеть на подготовленную деталь поочерёдно накидную гайку и обжимное кольцо.
- Состыковать фитинг с гайкой и затянуть резьбу сначала рукой, а затем с помощью ключа.
- В местах, где выполняется установка переходного фитинга с медной трубы на стальную, герметичность стыков обеспечивают применением ФУМ — ленты.
При соединении труб пайкой своими руками нужно соблюдать меры предосторожности, описанные выше, и обладать определёнными навыками. Процесс подготовки и сама пайка включает в себя следующие действия:
- Резка необходимых отрезков труб с помощью трубореза или ножовки по металлу.
- Удаление на их концах теплоизоляционного слоя (если имеется) и образовавшихся заусениц.
- Удаление в зоне пайки оксидной пленки мелкой абразивной шкуркой.
- Ошкуривание фитинга.
- Промазка флюсом наружной поверхности деталей.
- Вставка конца трубы в фитинг таким образом, чтобы между деталями оставался зазор не более 0,4 мм.
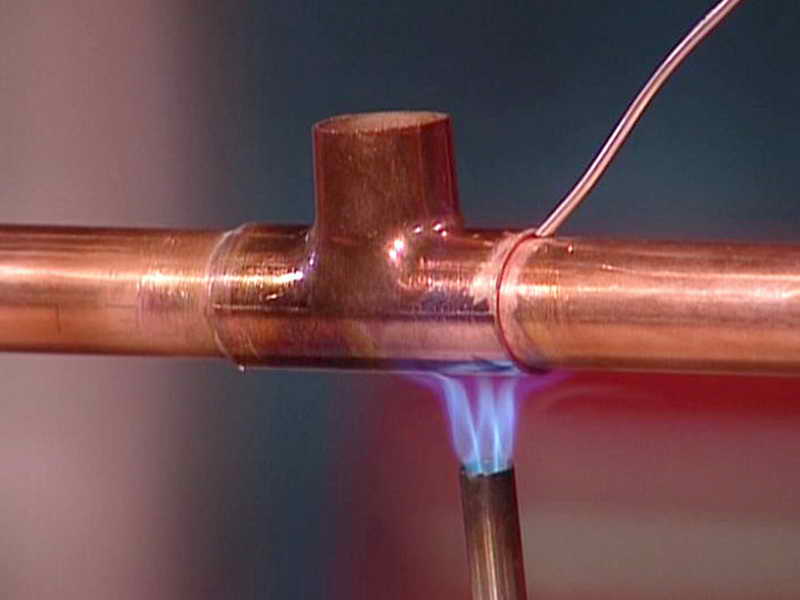
- Прогрев зоны контакта элементов газовой горелки(на фото ниже).
- Вставка припоя в зазор между фитингом и концом медной трубы.
- Пайка шва.
- Промывка системы от частичек флюса.
Процесс пайки медного трубного проката можно посмотреть на видео:
Особенности монтажа
Монтаж с помощью пайки образует неразъёмные соединения, которые не нуждаются в обслуживании и считаются наиболее надёжными в эксплуатации. Но, чтобы паять медный водопровод необходимо обладать достаточным опытом такого вида работ и соответствующими знаниями. Начинающие мастера могут воспользоваться следующими рекомендациями:
- Очистку медных изделий нельзя выполнять с помощью, абразивных чистящих средств, крупнозернистой наждачной бумаги или металлической щётки, так как они царапают медь. Глубокие царапины на поверхности мешают выполнению паяного соединения.
- Флюс является достаточно агрессивным веществом, обладающим высокой химической активностью. Наносить его нужно тонким слоем, используя кисточку. Если не поверхности появились излишки, по окончании процесса стыковки деталей, то их нужно тут же удалить.
- Прогревать зону контакта следует достаточно, но не чрезмерно, так чтобы не допустить плавление металла. Сам припой не должен подлежать прогреву. Его следует приложить к нагретой поверхности детали — если он начал плавиться, то можно начинать пайку.
- Сгибать трубы нужно так, чтобы не допустить заломов и перекручивания.
- Монтаж медных изделий должен осуществляться впереди алюминиевых или стальных участков по направлению потока воды, чтобы предотвратить быструю коррозию последних.
- Для перехода с медных труб на секции из других металлов рекомендуется использовать фитинги из латуни, бронзы или нержавеющей стали.
Маркировка и стоимость
Трубы для отопления изготавливаются, маркируются согласно ГОСТам. Например, изделия с толщиною стенок 0.8–10 мм изготавливаются по стандартам ГОСТ 617-90. Другое обозначение касается чистоты меди, регулируемая ГОСТ 859-2001. При этом разрешены пометки М1, M1р, М2, M2р, М3, M3.
По маркировке, которая указана на изготавливаемой продукции, можно узнать следующую информацию:
- Форма поперечного среза. Обозначаются буквами КР.
- Длина — этот показатель имеет разные маркировки. БТ — бухта, МД — мерная, КД — кратная мерность.
- Способ изготовления изделия. Если элемент сварной, на нем указывается буква С. На тянутых изделиях ставится буква Д.
- Особые эксплуатационные особенности. Например, повышенные технические характеристики обозначаются буквой П. Высокий показатель пластичности — ПП, повышенная точность среза — ПУ, точность — ПС, прочность — ПТ.
- Точность изготовления. Стандартный показатель обозначается буквой Н, повышенный — П.
Чтобы визуально понимать, как читать маркировку, нужно разобраться с простым примером — ДКРНМ50х3.0х3100. Расшифровка:
- Изготавливается из чистой меди, обозначаемой маркой М1.
- Изделие тянутое.
- Форма — круглая.
- Мягкая.
- Внешний диаметр — 50 мм.
- Толщина стенок — 3 мм.
- Длина изделия — 3100 мм.
Европейские производители применяют особую систему маркировки DIN 1412. На элементы систем водоснабжения, отопления они наносят обозначение EN-1057. Оно включает в себя номер стандарта, по которому изготавливаются трубы, дополнительный элемент входящий в состав — фосфор. Он нужен для повышения устойчивость к появлению ржавчины.
Медные трубы на заводе