

Популярные виды электродов

Если вы не можете определиться с выбором, то следует обратить внимание на наиболее востребованные марки, они выглядят следующим образом:
Первые популярны среди опытных мастеров. Эти стержни позволяют добиться качественного шва, что верно при низких температурах внешнего воздуха. При этом показатели плотности остаются оптимальными.
Решая вопрос о том, какие электроды лучше для инвертора, стоит обратить особое внимание на стержни МР–3С, которые применяются при необходимости выполнения шва с высокими требованиями по качеству. Эти электроды применяются для соединения элементов постоянным и переменным током обратной полярности
Наиболее универсальной маркой является МР–3, с ее помощью можно соединить металлические заготовки с загрязнённой поверхностью, ржавые и влажные конструкции. Наиболее покупаемыми среди россиян являются АНО. Они не требуют предварительной прокалки, а зажечь их можно без особых усилий. В конечном итоге вы гарантированно получите отличный результат, даже тогда, когда сварка выполняется неопытным мастером.
Характеристики и совместимость электродов для инвертора
Сам по себе электрод для сварки – это пруток из металла (иногда неметаллический), в основе которого содержатся материалы с высокой проводимостью. Базовая функция состоит в передаче электрического тока на место сваривания металлических элементов. Итоговое соединение напрямую зависит от выбранного электрода и схемы выполнения сварки.
Что нужно учитывать при отборе расходника в первую очередь:
- с какой толщиной металла придется столкнуться. Диаметр прутка меняется пропорционально изменениям толщины свариваемого элемента;
- какая марка металла используется;
- в каком пространственном положении будет находиться сварщик во время работы.
В дополнение, к каждому прутку используется просчет допустимой силы подачи в Амперах. Разница в 1 мм по диаметру – это 35 А. Таким образом, если человек хочет сваривать электродами при максимальной силе его инвертора в 180А, оптимальным диаметром прутка станет 180/35 = 5. По аналогии производится расчет параметра и с другими значениями в отношении подаваемой силы тока.
PS. кто давно искал клапан предохранительный КС 7541.000 для обезвоженного аммиака, что предназначен для сброса рабочей среды при превышении рабочего давления, можно найти здесь https://testomes.org/produkt/klapan-predohranitelnyy-ks-7541000
1) Совместимость типа электрода и вида сварки
Сварщики старой закалки не сильно любят инверторы, отдавая предпочтение более старому (но надёжному, по их мнению) оборудованию. Сам сидел на полуавтоматах года 3, но в последнее время все чае использую профессиональные модели инверторов. Компактность выше, а результат практически такой же, а иногда даже лучше.
2) Классификация и маркировка электродов
Если вкратце, то для понимания структуры достаточно будет ознакомиться со схемой выше. Всего выделяется 2 базовые категории прутков – металлические и неметаллические. Вторые делятся на плавящиеся (с покрытием и без) + неплавящиеся. В каждом из разделов имеется собственный список подпунктов.
Что указывается в маркировке
- прочностная характеристика прутка;
- марка;
- толщина;
- тип используемого покрытия и есть ли оно вообще;
- характеристики прочности в отношении шовного материала;
- полярность;
- тип тока;
- базовое покрытие;
- пространственное расположение при сварке и прочее.
Детальнее изучить особенности маркировки по ГОСТам можно в документе №9466-75 и 9467-75. Отдельного внимания стоит уделять покрытию электродов. Оно наносится от основания стержня до контактного торца. Края электрода должны быть оголенными.
В зависимости от целей, напыление электрода делится на 4 типа – кислое, базовое, рутиловое и целлюлозное. При маркировке обозначения – это «А», «Б», «Р» и «Ц» соответственно.
Зависимость между типом сварки и покрытием оговорена в таблице выше. Смешанное покрытие может быть не только АЦ и РБ, ибо число переменных в уравнении сварки куда больше двух.
Основы напылений:
- «А» — окись ферума, свинца и прочих металлических элементов;
- «Б» — содержит 2 базовых компонента (карбонат кальция и фтористый);
- «Ц» — основным элементом является целлюлоза;
- «Р» — основой является рутил.
Кислотное покрытие может простимулировать возникновение горячих трещин, а целлюлозное плохо себя зарекомендовало при сварке сталей с закалкой. Рутиловое плохо себя показывает при воздействии повышенных температурных режимов. Единственный вариант без явных недостатков – основное напыление. Благодаря оптимальным соотношениям компонентов, увеличивается раскисление металла, что благоприятно сказывается на результате сварки.
Вспомогательные параметры отбора прутков:
- диаметр. Параметр напрямую зависит от толщины прутка. Производители обычно придерживаются стандартной сетки размерностей, н некоторые предлагают изготовление электродов и под заказ.
сила тока. Здесь прямая взаимосвязь уже между толщиной стали для сварки и подающимися Амперами. Зависимость носит прямой характер и возрастает плавно.
Если сварочный процесс будет производиться в вертикальном или потолочном пространственном положении, подаваемая сила тока снижается на 14%-21%, а диаметр прутка не должен превышать 4 мм. На этом разбор моментов по классификации и назначениям закрою. Далее пройдемся по модельному ряду инверторных прутков для различных материалов и уровней специализации сварщика.
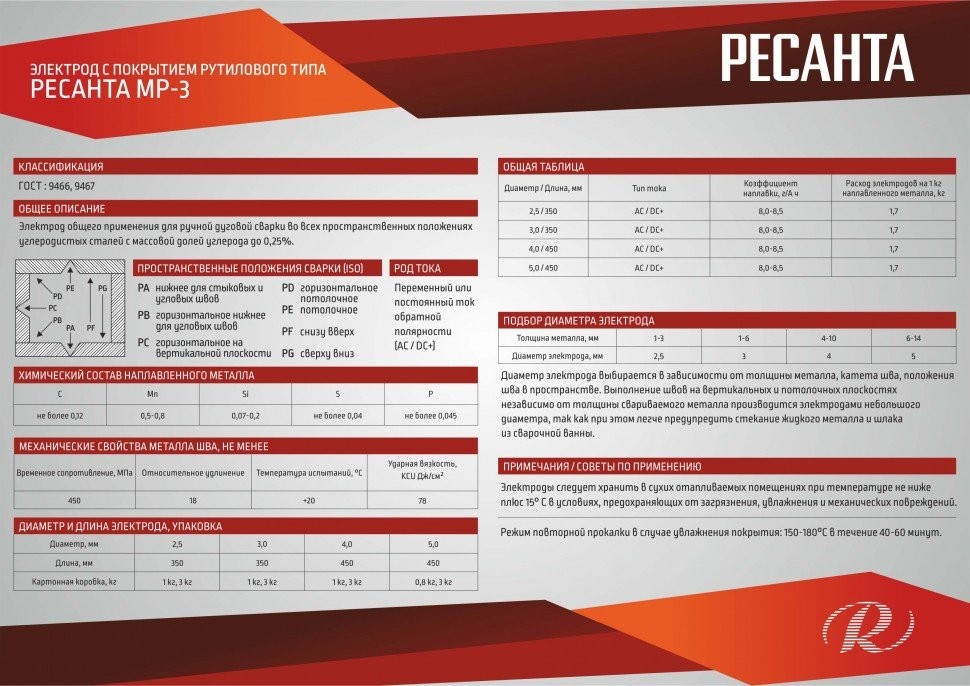
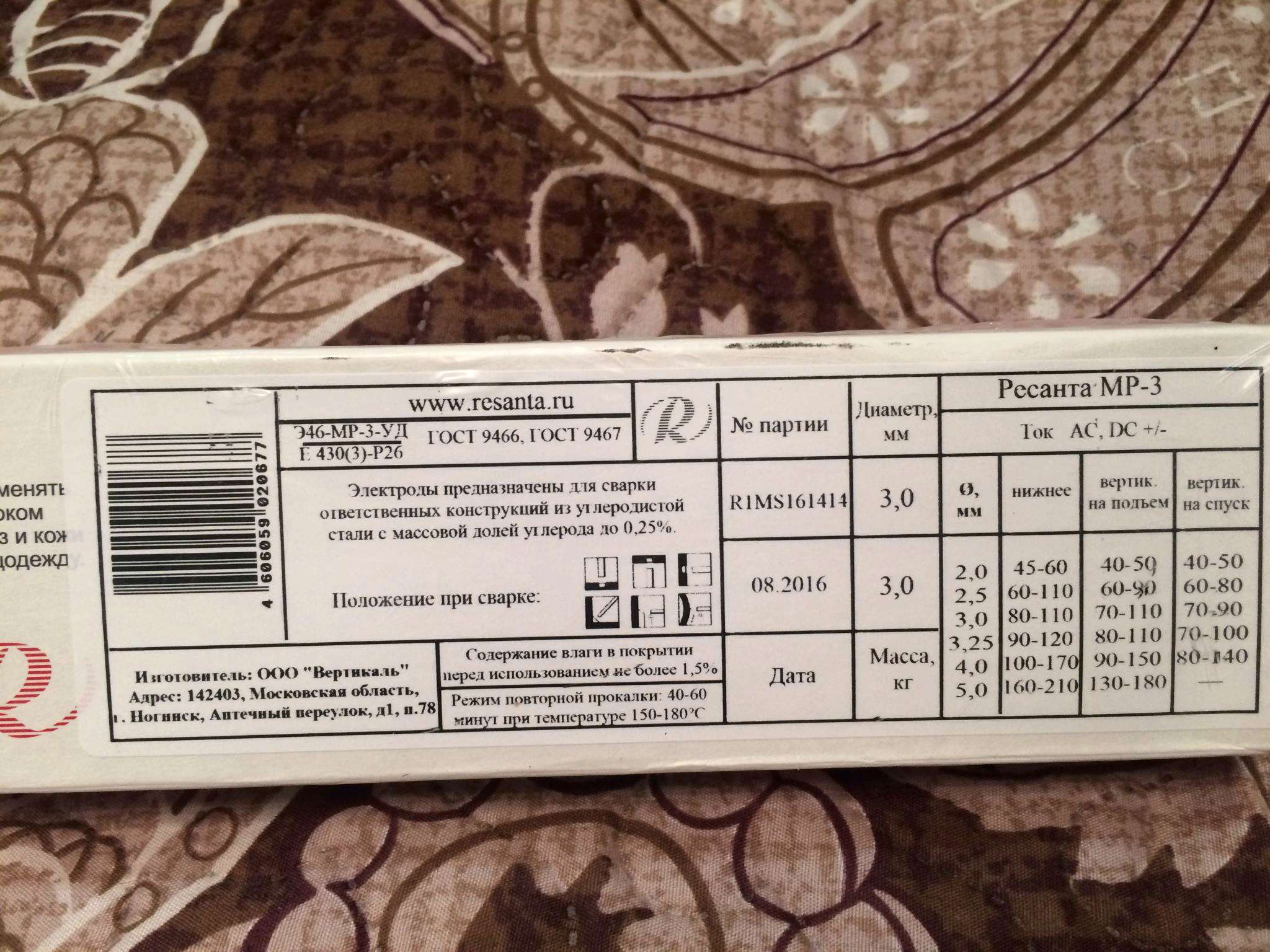
Сварочные электроды МЗ-3, тип электрода Э46
Областью применения МР-3 является осуществление соединения ответственных конструкций, которые изготовлены из углеродистой стали. Эти электроды могут использоваться при работе в любом пространственном положении, исключение составляет вертикальное направление сверху вниз
Использование этого расходника позволяет осуществлять сваривание влажных ржавых и некачественно зачищенных от окислений заготовок из металла.
Сварочные электроды МР-3 предназначены для сварки углеродистой стали.
Электроды обладают параметрами, позволяющими иметь повышенную производительность. Использование этого типа расходных материалов дает возможность в процессе сваривания использовать удлиненную дугу, что позволяет облегчить процесс. Эти электроды рекомендуется использовать при объединении трубопроводов высокого давления с температурами транспортируемых жидкостей до 3500 градусов Цельсия и внутренним давлением до 50 кгс\см². Помимо этого, эти электроды можно использовать при монтаже магистралей газопроводов и трубопроводов
Преимуществами этого типа расходника является:
- легкое перекрытие образующихся зазоров;
- высокое качество получаемого шва;
- получение товарного вида шва;
- легкое отделение шлакового компонента;
- возможность работы длинной дугой;
- высокие санитарно-гигиенические показатели при проведении процесса.
Электроды этого типа имеют рутилово-основное покрытие защитного слоя, перед использованием данного материала рекомендуется проводить прокаливание при 170-180 градусах на протяжении 40-60 минут.
Как выбрать расходные материалы для сварки?
Каждый тип сварочного аппарата требует своего типа электродов для проведения сварки, иногда даже в пределах одного типа сварочного аппарата.
При осуществлении сварки разными моделями сварочных устройств может потребоваться наличие разных типов расходников.
Устройство сварочного инвертора.
Инвертор представляет собой сварочный аппарат, имеющий электронную конструкцию. Это устройство оснащается системой двойного преобразования переменного тока. Среди современных сварочных устройств инверторы являются наиболее перспективными для проведения операций по свариванию любых металлических заготовок. Для нормального сваривания требуется правильно подобрать тип используемых электродов.
Чаще всего профессиональные сварщики используют расходники следующих марок:
- МР;
- УОНИ;
- ОЗС;
- АНО.
Электроды марок МР, ОЗС и АНО являются более предпочтительными, так как использование расходников этого типа наболее удобное. Электроды УОНИ представляют собой расходные материалы, которые имеют большое число достоинств, однако эти положительные качества раскрываются только в случае использования этого материала профессионалом.
Ассортимент
В ассортименте бренда «Ресанта» есть большой выбор сварочного оборудования. Это и плазменные резаки, и инверторы, и полуавтоматы, и паяльники для полимерных труб. Особой популярностью пользуется серия инверторов САИ, особенной новичкам нравится модель Ресанта САИ 160.
Но что насчет сварочных электродов от «Ресанта»? У этого производителя сварочные электроды представлены всего одной маркой — МР-3. Отличительная особенность данной марки — рутиловое покрытие. К тому же, МР-3 относительно универсальны, подойдут для сварки большинства типов сталей. Варить можно как на переменном, так и на постоянном токе. Шов можно вести в любом пространственном положении. МР-3 — одна из самых популярных марок в принципе, у любого производителя. Неудивительно, что «Ресанта» решила включить в свой ассортимент именно МР-3.
Особенности практического определения
Как было указано выше, сварщики с большим опытом способны определить показатели силы тока и диаметра стержнем самостоятельно без применения специальных таблиц, нормативных документов и таблиц. Чтобы выполнить расчеты им достаточно знать размеры заготовок и основные характеристики металлов.
Для облегчения может использоваться таблица сварочных токов для инвертора:
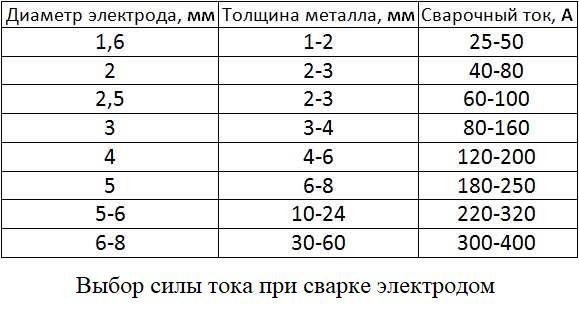
При помощи нее можно с легкостью установить подходящие настройки для сваривания металлических изделий с определенной толщиной. Дополнительно стоит учитывать указания, которые имеются в инструкции для расходников и сварочного оборудования. Но имеются формулы, по которым могут производиться расчеты тока.
Если расходники имеют диаметр 4 мм и более 6 мм, то для них стоит использовать следующую формулу:I = (20 + 6d) d В ней под значением I понимается ток, который выражается в Амперах. Под d — показатель диаметра электродов, он выражается в миллиметрах.
Сила тока при сварке электродом 3 мм и меньше высчитывается с использованием немного другой формулы:I = 30 d
А вот для выполнения расчетов напряжения при применении стержней с диаметром 3-4 мм рекомендуется выполнять расчеты по формуле:I = 40 d
Стоит отметить! На деле расчетные значения всегда изменяются и исправляются. Часто делают корректирование в меньшую сторону, уменьшение производится на 10-15 %.
Вместо заключения
Так какие электроды лучше для сварки? Кратко резюмируя все выше сказанное, мы выделили несколько пунктов, на которые следует обратить внимание, чтобы понять, какие электроды выбрать для сварки инвертором:
- Если вам предстоит особо ответственная работа (например, вы изготавливаете изделие на заказ), то рекомендуется использовать комплектующие проверенных зарубежных производителей. Также выбирайте с основным покрытием. Но если вы просто любитель, и это не является для вас работой, то используйте бюджетные комплектующие отечественных производителей.
- Учитывайте состояние поверхности деталей. Выбирайте рутиловое покрытие , если детали были подвержены незначительной коррозии.
- От толщины металла напрямую зависит выбор диаметра электрода и сила постоянного тока. Чем толще деталь, тем больше диаметр электрода и параметр силы тока.
Теперь вы знаете, как выбрать электроды для инверторной сварки. Мы не составляли рейтинг , поскольку в конечном итоге каждый мастер сам выбирает, что для него лучше. Мы лишь постарались помочь правильно подобрать электроды для качественной работы. Желаем удачи!
Многие начинающие сварщики задаются вопросом о том, какие электроды для инвертора лучше выбрать. Ведь именно это оборудование наиболее часто используется домашними умельцами. Вообще, сварочные инверторы довольно давно вытеснили трансформаторные агрегаты, которые применялись раньше. Это обусловлено тем, что инвертор прост в эксплуатации, недорого стоит, кроме того, с его помощью можно довольно оперативно сварить металлические детали и конструкции.
Такое оборудование обычно используется при дуговой сварке методом плавления. Инверторы отличаются неизменной стабильностью и показателями сварочного тока, что обеспечивает сверхпрочное соединение за счёт высокого качества шва. В роли одного из главных составляющих описываемой сварки выступает электрод. Это металлические стержни, которые необходимы для подвода тока к сварочной зоне. В данном случае следует учитывать, что сварочные агрегаты представлены разными видами. Поэтому для них требуются разные электроды.
Лучшие электроды для работы инверторным сварочным аппаратом
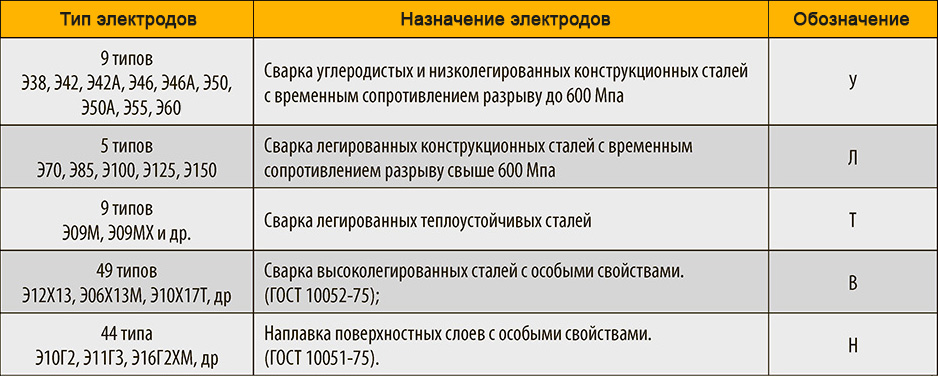
Марки электродов и их предназначение.
При необходимости приобрести подходящие для сварки расходные материалы и выбрать среди них оптимальные потребуется обратить внимание на рекомендации по эксплуатации сварочного инвертора именно той модели, какой планируется осуществление работы. Как правило, именно в рекомендациях по эксплуатации указываются марки электродов, которые оптимально подходят для работы
Стоит отметить, что выбор маркировки оптимально подходящих расходных материалов является не единственным условием, которое требуется соблюдать, выбирая расходники для сваривания. Осуществляя выбор сварочных электродов, требуется удостовериться в том, что расходники для сварных работ имеют присущие им качества, не пострадавшие в процессе хранения. Свойства электродов сохраняются на протяжении длительного времени только в случае их хранения в соответствии с требованиями завода-производителя. Хранение расходных материалов, предназначенных для проведения сварки, должно осуществляться в соответствии с требованиями разработанных ГОСТов.


Электроды зарубежных производителей
На отечественном рынке большую популярность завоевали электроды торговой марки ESAB. Характерной особенностью электродов от шведского производителя является то, что их маркировка начинается с обозначения «ОК», за ним следуют 4 цифры. Среди большого разнообразия моделей электродов данной торговой марки наибольшее распространение получили следующие из них.
ОК 46.00. По характеристикам они очень похожи на отечественные изделия МР-3. Ими с применением инвертора можно варить углеродистые, низколегированные стали, используя постоянный, а также переменный ток. При их использовании обеспечивается высокое качество получаемого соединения.
ОК 48.00. Работать ими можно исключительно на постоянном токе, их используют для монтажа особо ответственных конструкций.
ОК 53.70. Относятся к специализированному типу, с их помощью выполняют сварку корневых проходов, соединения стыков труб.
ОК 61.30 и 63.20
Их используют для сварки инвертором деталей из нержавеющей стали, но перед их приобретением важно уточнить, подойдут ли они для работы с интересующей вас маркой металла.
ОК 68.81. При помощи изделий данной марки выполняют сварку инвертором деталей из неопределенных марок сталей, а также из трудносвариваемых марок.
ОК 96.20
Ими работают по чугуну, а также соединяют чугунные детали со стальными.
ОК 92.60. Предназначены для сварки изделий из алюминия, его сплавов с использованием инвертора.
К слову сказать, в ассортименте электродов данной торговой марки есть и изделия, которыми можно выполнять сварку меди и ее сплавов.
Как качественно выполнить сварку инвертором
Используя инвертор можно получить достаточно качественный шов, но для этого нужно учесть три важных параметра:
- Правильно установленная сила тока для сварки;
- Оптимальный диаметр выбранного сварочного стержня;
- Учет толщины металла.
Как было сказано выше, толщина электрода является одним из главных факторов качества сварного шва. Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам. В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
https://youtube.com/watch?v=eNo05v10ToM
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ. Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов . Качественные электроды помогают выполнить надежный и прочный шов , а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.

Современный рынок предлагает десятки типов электродов для сварочного аппарата , и порой непросто понять, какие лучше. Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды , их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье. С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Диаметр
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм
Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.
Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Сварочные расходные материалы марки МР-3 синие, тип электрода Э 46
Синие электроды марки МР-3 предназначены для соединения элементов из низкоуглеродистой стали.
Этот тип электродов для инверторов применяется для сварки особо ответственных изделий, состоящих из низкоуглеродистой стали. Работать этим типом электродов можно в любой пространственной ориентации, за исключением вертикального положения в направлении сверху вниз. Расходники марки МР-3С используются в работе с листовыми и профильными материалами. Широкое применение эти электроды нашли при строительстве корпусов судов, трубопроводов, ответственных емкостей.
Преимуществами МР-3С являются следующие свойства:
- МР-3С предоставляют возможность легко вести процесс сваривания и повторно зажигать дугу при остановке процесса;
- качественный внешний вид сварного шва;
- легкое отделение шлака;
- минимальная вероятность образования брызг металла;
- возможность осуществления сваривания при низких значениях тока;
- МР-3С обеспечивают возможность электросварки при помощи бытовой сети питания;
- возможность получения вогнутого шва сварки;
- высокая экономичность проведения работ.
Покрытие электродов – рутиловое, перед использованием МР-3 синие рекомендуется подвергнуть прокаливанию при температуре 170 градусов Цельсия на протяжении 40 минут.
Лучшие электроды с рутил-целлюлозным покрытием
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы
Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.

Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Как выбрать электроды для инверторной сварки
Выбирая эти изделия, самое главное — определиться, с каким материалом придется работать
То есть важно знать, из чего сделаны свариваемые изделия, а сердечник электрода должен по составу подходить к ним
Таким образом электроды можно классифицировать по ряду признаков:
- для низкоуглеродистых металлов применяются углеродные варианты;
- для чугуна;
- для прочных термостойких сталей;
- для высоколегированного металла;
- для работы с алюминиевыми или же медными вариантами изделий;
- для наплавки и ремонтных работ;
- универсальные варианты.
Электроды по чугуну
Электроды, применяемые для работы, не должны иметь повреждений
Также важно, чтобы они были сухими. Для сушки изделий используются особые печи.
Опытные специалисты также учитывают и условия, в которых будет проводиться работа. Например, влажность, температуру окружающей среды и т.д
Также важно учитывать диаметр выбранного электрода, толщину деталей и силу тока. Важно понимать, что при неправильном подборе изделия плотность тока может быть снижена
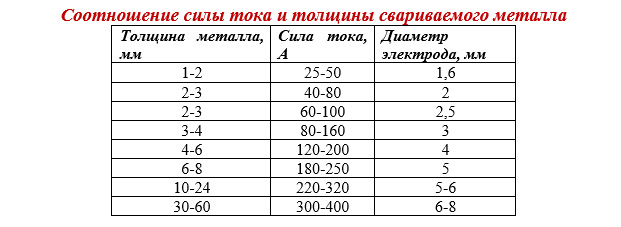
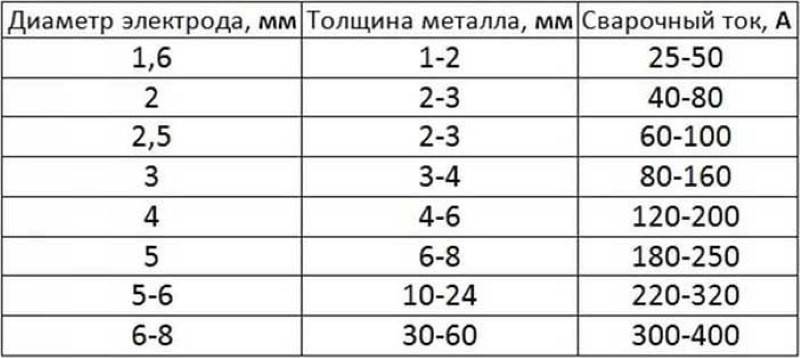
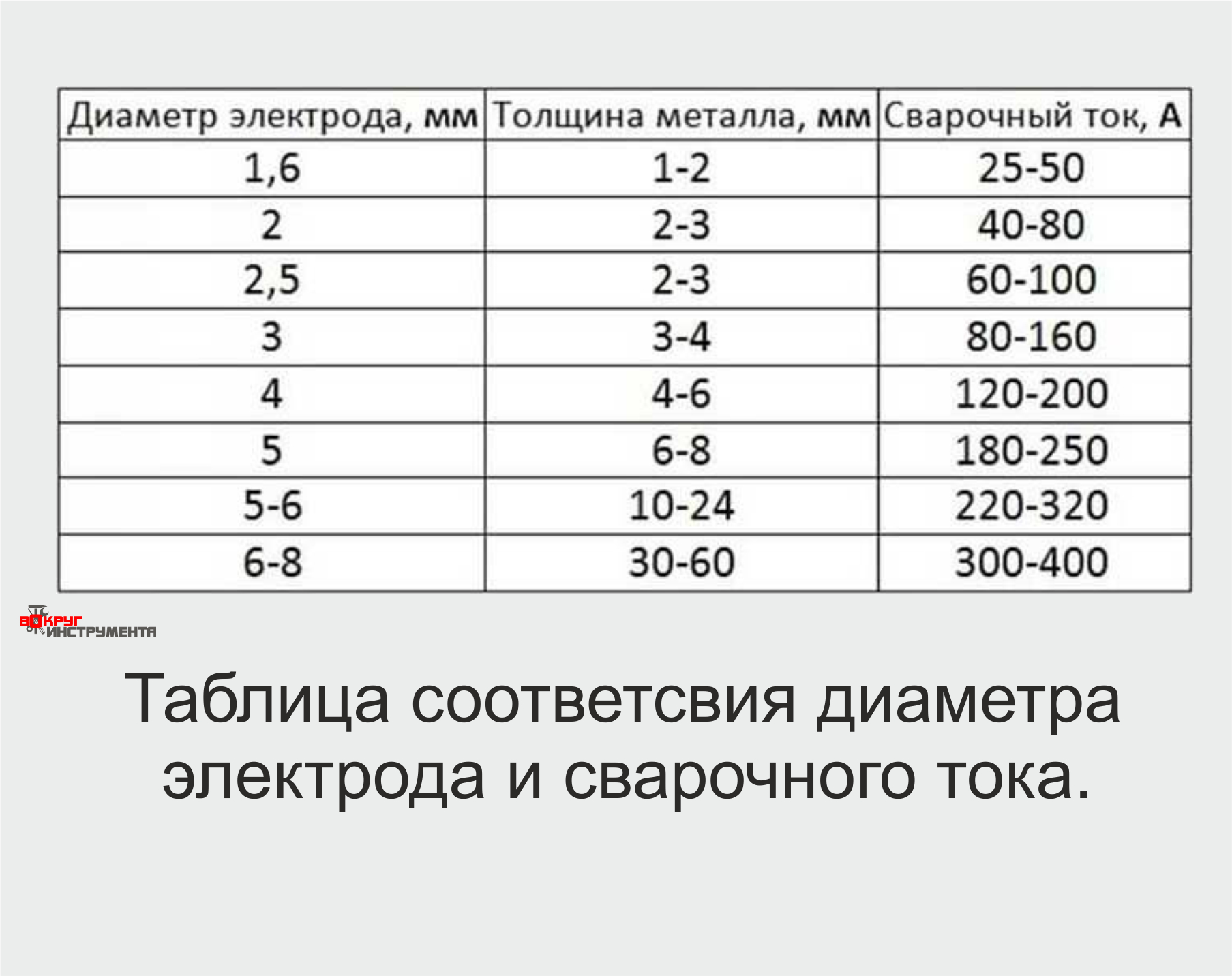
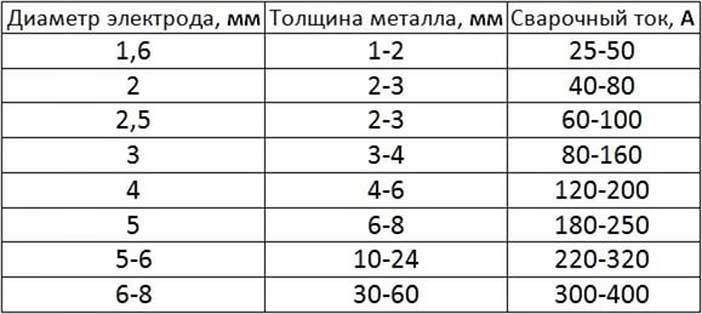
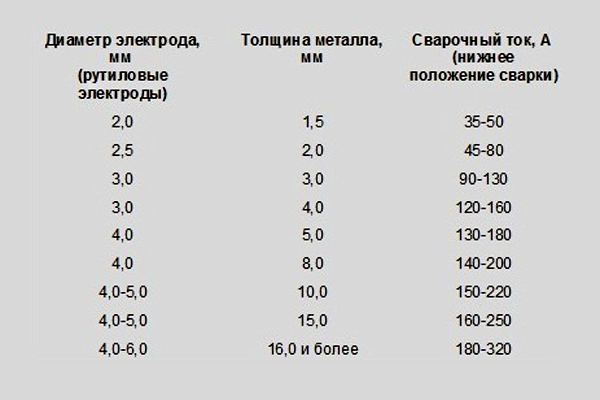
В итоге качество сварки оставит желать лучшего, шов будет толстым и широким. Обычно производители электродов сразу указывают, для какой силы тока изделие подойдет лучше всего. Для сложных и массивных конструкций лучше брать толстые электроды, тогда как профильные изделия свариваются вариантами толщиной всего до 2 мм. Примерное соотношение толщины металла и диаметра предлагаем оценить по рисунку ниже.
Соотношение толщины заготовок и диаметра электрода
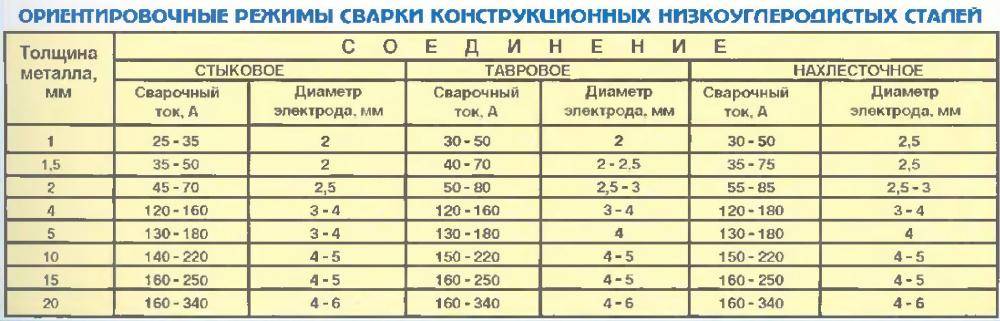
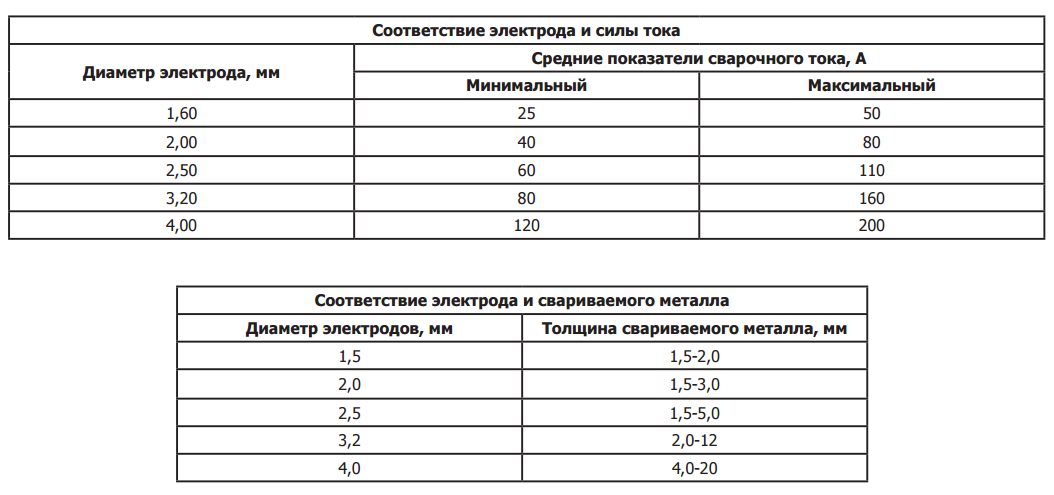
А здесь представлены рекомендуемые значения тока в зависимости от толщины изделия.
Соотношение диаметра электрода и сварочного тока
Лучшие электроды для любительской и профессиональной сварки
Выбор сварочного аппарата
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
- Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.
- Маркировки MIG или MAG обозначает инвертор-полуавтомат, где вместо электродов используется проволока. Для режима сварки в полуавтоматическом режиме потребуется углекислый газ в баллонах.
- Маркировкой TIG у аппаратов для аргоновой сварки, применяемых в основном в условиях изготовления сложных изделия из металлов на предприятиях.
- Маркировка CUT говорит о том, что аппараты могут производить плазменную резку металла
Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока. Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Как влияет полярность тока
Если вы не знаете, как на сварочном аппарате правильно выставить ток, то стоит обратить внимание на особенности полярности напряжения. При проведении сварочных работ инвертором или классическим оборудованием, выбор режима будет тесно связан с показателями полярности тока
Стоит отметить! Прямая полярность — схема, во время которой расходники подключаются к клемме аппарата со знаком минус, а вот свариваемое изделие соединяется с плюсовой клеммой.
Главная особенность сварки состоит в том, что плавление материала стержней осуществляется в интенсивном режиме, в отличие от плавления заготовки. И чтобы понять, почему так происходит, стоит рассмотреть особенности процесса.
Обычно условное направление протекания электрического напряжения происходит от плюса к минусу. Но вот в реальном физическом процессе все происходит по-другому — во время него наблюдается движение отрицательно заряженных частиц, а именно электронов, и они движутся от минуса к плюсу. При соблюдении такой полярности наблюдается быстрый расход материала стержней. Прямую полярность стоит применять при сваривании тонких изделий, также она подходит, когда к массивной конструкции приваривается заготовка с тонкой структурой.
При подключении стержней к плюсовой клемме, а свариваемой заготовки к отрицательной клемме, выходит ток с обратной полярностью. При ее использовании наблюдается интенсивное расплавление заготовки. По этой причине обратную полярность часто применяют при сваривании изделий с толстой структурой.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.

- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.


- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.

- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.

Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Какой бывает обмазка электродов для MMA сварки
Электродная обмазка бывает нескольких типов. Основное распространение на сегодняшний день получили электроды с основным и рутиловым покрытием.
Основные электроды — это те электроды, которыми варят ответственные металлоконструкции. Их преимущества заключаются в прочности наплавленного металла и высокой надёжности сварного соединения.
Недостатки электродов с основным покрытием связаны с тем, что они имеют более сложный розжиг. Поэтому основные электроды не пользуются популярностью среди начинающих сварщиков.
Что такое рутиловые электроды, в чём их преимущества
Второй тип электродной обмазки, это рутиловые электроды. Основным компонентом в обмазке этих электродов является такой природный материал, как рутил.
Поэтому электроды с рутиловым покрытием менее вредные для сварщика. Также они имеют более простой розжиг, поскольку рутил хорошо проводит электрический ток. Многие начинающие сварщики уже по достоинству успели оценить все преимущества использования рутиловых электродов на деле.
Распространённые марки электродов для инвертора
MMA инвертор — это источник постоянного тока для сварки. К инвертору подходят электроды для сварки, как постоянным, так и переменным током. Нужно лишь правильно определиться с типом покрытия, выбрать подходящий диаметр электродов
Не менее важно учитывать и тип металла, который будет свариваться электродами
Ниже в таблице на сайте https://dugasvarka.ru/ вы можете посмотреть наиболее распространённые марки электродов для инвертора и их основные характеристики.