
Аргонодуговой способ
Сваривать газопроводы по технологии TIG (Tungsten Insert Gas) нужно с использованием тугоплавких электродов на основе вольфрама. Он создает электродугу, под воздействием которой:
- расплавляются кромки стыкового соединения (при работе на тонкостенных трубах и прокате из ст.10, ст.20);
- расплав образуется разогревом присадочной проволоки.
При сварке магистральных трубопроводов пользуются выпрямителями или инверторами. Облако защитного газа создается над всей рабочей поверхностью, аргон ионизируется при обратной полярности.
Особенности работы:
- стенки до 4 мм проваривают сверху вниз, чтобы расплав равномерно заполнял стык;
- толстостенный прокат лучше варить в нижнем положении или снизу вверх;
- каждая из проходок начинается в другой точке с нахлестом до 30 мм;
- аргон подается до розжига дуги, заканчивается подача после застывания верхней части соединения (минимальная выдержка 20 секунд);
- для сварки высоколегированных нержавеющих сплавов использую флюс ФП 8-2, защитный газ подается внутрь трубы, чтобы защитить внутреннюю поверхность шва;
- прокладочные кольца для проката со стенкой свыше 10мм не применяют.
Сила рабочего тока зависит от химического состава сплава, толщины проката. Возможные значения от 150 до 500 А. По ампераж подбирают диаметр электрода.
Газовая сварка стальных труб
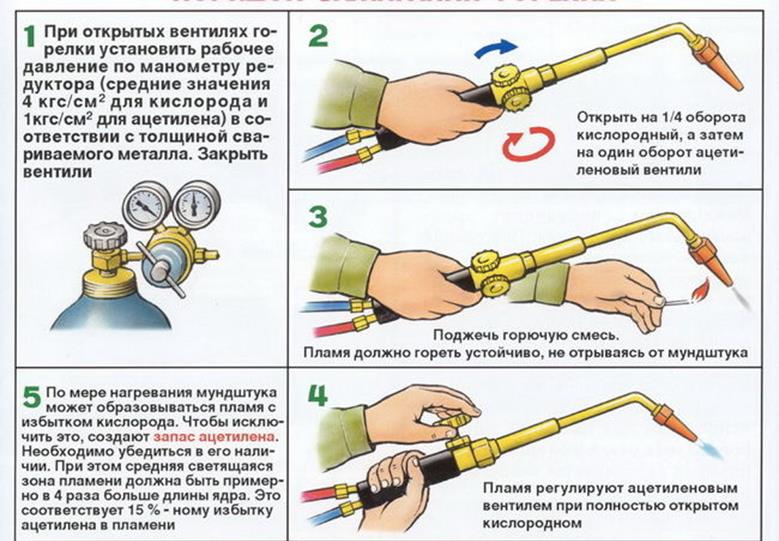
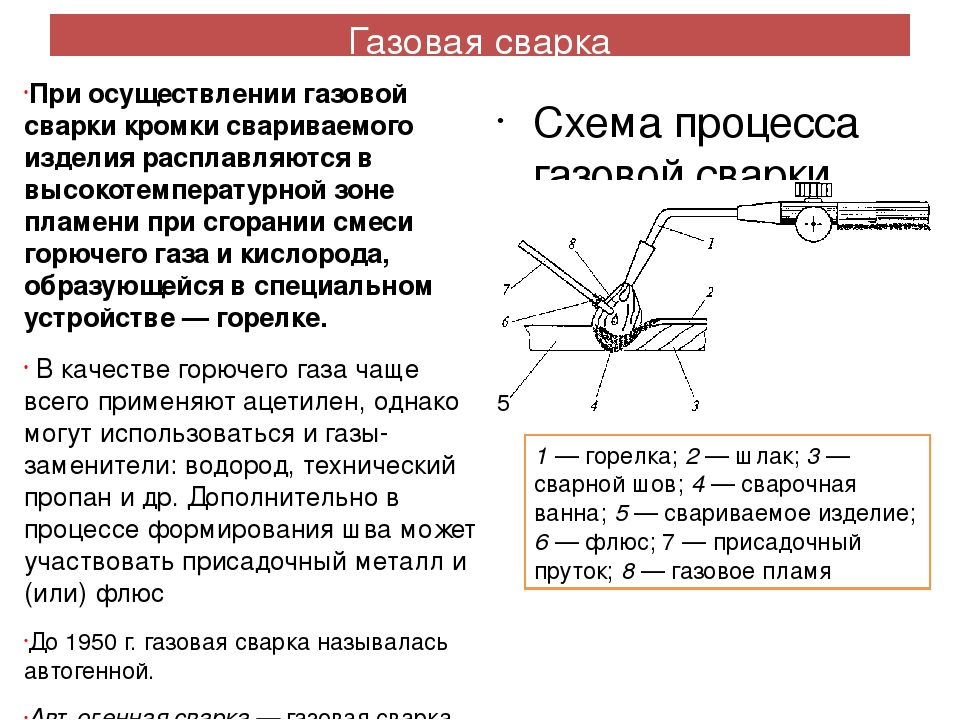
В основу газовой сварки положен нагрев кромок труб газокислородным пламенем и заполнение образовавшегося зазора расплавленным металлом. Сварка газом дает соединение с худшими механическими показателями, чем электросваркой, но она позволяет сцепить трубы малого диаметра с толщиной стенок до 3,5 мм. Для проведения работ понадобятся газовая горелка и резак.
В процессе сварки участвуют два газа – кислород и ацетилен. Кислород поддерживает горение ацетилена. Он находится в специальных баллонах под высоким давлением, которое во время сварочных работ снижается применением редуктора. Температура горения ацетилена может составлять 3 тыс. градусов. Вместо него можно использовать другой горючий газ.
Сварочная проволока подбирается исходя из идентичности ее химических и физических характеристик с такими же параметрами свариваемых деталей. Применение флюсов позволяет предотвратить окисление металла. Газовая сварка позволяет получить прочное соединение тонкостенных труб, не прожигая металл.
Кислородно-ацетиленовая сварка пригодна для соединения труб с тонкими стенками
Ручная элекродуговая сварка, полуавтомат
Тем не менее, самый распространенный способ другой – ручная электродуговая. Также часто применяется полуавтоматическая. При этом используются электроды диаметром от 3 до 4 мм. При этом толщина стенок газовых труб не должна превышать 5 мм.
И тут без подготовки кромок не обойтись. Их нужно очистить на ширину более 1 см. Дополнительно выполняются скосы.
Далее происходит центровка и прихватка (до 4 мест, равномерно). Высота прихватки не должна превышать 2/3 высоты скоса, а длина – 1 см.
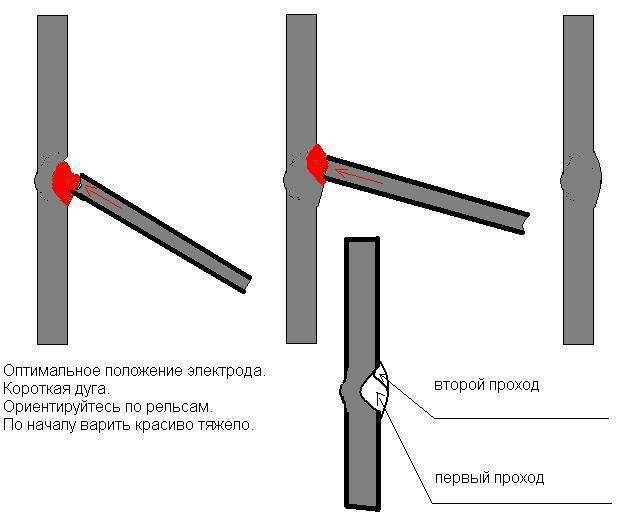
Когда центровка будет выполнена качественно, выполняют сварку. Первый слой необходимо делать электродами малого диаметра. Например, 3 мм. Фаска должна заполниться материалом на 2/3 своей высоты.
Сварка козырьком
Второй слой накладывается поверх первого после удаления шлака. При этом применяется электрод большего диаметра. Обычно это 4 мм. Таким электродом можно выполнять окончательный шов. Это делается с захватом прилежащих зон изделий. Только так можно получить герметичное соединение.
Когда процесс окончен, необходимо снять шлак, а затем проверить качество выполненного шва. Это значит, что он не должен иметь не проплавленных зон, прерываний. Шов должен быть сплошным.
Пример качественного сварочного шва
Если рассматривать сварку полуавтоматическую, то особых отличий от ручной сварки нет. Здесь также нужно правильно подобрать диаметр проволоки. Так, если нужно сварить газовые трубы с толщиной стенки до 5 мм, можно использовать сварочную проволоку диаметром 1-1,2 мм. Чтобы получить качественный шов, применяется дополнительно смесь защитных газов.
Пример режима сваривания электродами
Соединение системы частного дома с газопроводной магистралью
Для того, чтобы сделать врезку в магистраль, вам предстоит выполнить следующие мероприятия:
- удалить с места предполагаемого соединения мусор, ржавчину, краску;
- провести разметку. Там, где будет врезка, поставьте отметки.
- проделать отверстия. При тавровом способе – два, при катушечном – одно;
- обработать щели глиной. Причём начинайте это делать, ещё проводя рассекание поверхности. Так вы минимизируете риск воспламенения/горения газа. Готовые отверстия как можно быстрее закройте сделанной из глины и асбеста специальной заглушкой. Охладите обработанные поверхности;
- установить отключающее приспособление. Его монтаж выполняется после полного охлаждения металла таким образом: откройте заглушку и извлеките фрагмент вырезанной трубы. Затем поместите в образовавшуюся щель отключающее устройство. Выглядит оно в виде торбочек из вязкой глины, а также набора дисков из резины и дерева. При использовании таврового способа будет две щели.
- установить патрубок. Через него будет подключаться газовая труба частного дома к основной магистрали. Прежде, чем проделать в заглушке дыру и смонтировать патрубок, убедитесь в правильности диаметров: вполне возможно, что ранее выполненную разметку придётся подкорректировать. Если необходимости в этом не будет, проделайте дыру, установите патрубок, заварите стыки и закройте размещённую на патрубке задвижку;
- заделать отверстия и приварить новую трубу. Прежде всего, удалите остатки металла, которые появились во время проделывания основной щели. Затем состыкуйте трубу с патрубком, обработайте глиной и заварите. Проверьте с помощью мыльного раствора герметичность сварочного шва.
Готовые стыки труб проверяют на утечку при помощи мыльной пены
Если утечки не будут зафиксированы, приступайте к выполнению заключительных работ. Под таковыми подразумевается засыпка траншеи. Несмотря на кажущуюся простоту, её проведение также регламентируется нормативными документами. В них, в частности, оговорено, что:
- Вокруг узла врезки, трубы и шарового крана насыпается мягкий грунт слоем, толщина которого должна превышать 20 сантиметров, после чего производится его уплотнение.
- При окончательной засыпке грунта в траншею и котлован бульдозером наезд такой тяжёлой техники на наземную часть шарового крана, узел врезки и сами трубы должен быть исключён.
По окончании строительства необходимо заключить договор с региональной газовой службой на поставку голубого топлива, а также на аварийно-диспетчерское и техническое обслуживание. Газопровод принимает представитель этой же организации. Пусконаладочные работы в обязательном порядке завершаются составлением двустороннего акта с последующей пломбировкой аппаратуры контроля.
Кол-во блоков: 10 | Общее кол-во символов: 14998 Количество использованных доноров: 3 Информация по каждому донору:
- http://energomir.biz/gazosnabzhenie/gazoprovod/vrezka-v-gazoprovod.html: использовано 1 блоков из 3, кол-во символов 1197 (8%)
- http://TrubaMaster.ru/gazovye/kak-vrezatsya-v-gazovuyu-trubu.html: использовано 4 блоков из 6, кол-во символов 7486 (50%)
- https://remoskop.ru/montazh-vnutrennego-gazoprovoda-chastnom-dome.html: использовано 5 блоков из 6, кол-во символов 6315 (42%)
Газовая сварка труб
В процессе газовой сварки металл плавится под воздействием пламени. Технология подходит для работы с заготовками, толщина стенок которых превышает 3,5 мм. Ацетилен и другие горючие газы нагреваются до +3 000 °С. При работе с тонкостенными трубами нужны защитные флюсы, предотвращающие прожоги металла.
В сварочную зону присадку подают перед горелкой. Плавясь, она образует сварную ванну и формирует шов. Наплавочный валик создают, перемещая пламя горелки. Для того чтобы получить прочное качественное соединение, необходимо равномерно прогреть стенки и присадочную проволоку, не допуская непроваров и утечки газа.
Штраф за перенос газовой трубы в квартире
Нередко происходит ситуация, когда возникает необходимость переместить газовый прибор в другое место. В результате требуется выполнить перенос трубы для газа в квартире. К подобной работе следует подходить со всей ответственностью и ею должны заниматься профессионалы, владеющие соответствующими навыками и знаниями.
Подобная услуга специалистов стоит недешево, но неправильные действия способны привести к весьма печальным последствиям.
Нужно сразу отметить, что перенос газовых труб в квартире состоит из двух больших и важных этапов:
- согласование перемещения газового оборудования в специальных службах;
- выполнение работ по перемещению газоснабжающей линии.
Инструкция о переносе газопровода
Для профессионалов выполнение переноса газового оборудования не является сверхсложной задачей, его осуществляют в следующей последовательности:
- Пользуясь газовым краном, перекрывают подачу газа в помещение.
- Затем газопровод продувают, чтобы удалить из него остатки газов.
- В месте, где имеется соединение с газопроводом, отрезают ненужный отрезок трубы и получившееся отверстие заваривают (прочитайте: «Как можно обрезать газовую трубу – правила и рекомендации»).
- В определенном месте сверлят отверстие и к газопроводу приваривают отвод, представляющий собой металлическую трубку и кран.
- Потом монтируют отводку к газовому прибору путем нанесения резьбовых соединений.
- Перед началом использования оборудования смонтированный газовый кран и трубу, имеющую сварные соединения, обязательно проверяют на отсутствие утечек.
Для подключения бытовых газовых агрегатов используют гибкий сильфонный шланг длиной не больше двух метров. Прежде, чем перенести газовую трубу в квартире, желательно подумать над тем, что возможно такой протяженности шланга будет достаточно и данное перемещение не потребуется.
Чтобы работать с газовыми трубопроводами, специалистам необходимо иметь допуск, они не реже раза в год проходят переаттестацию с целью подтверждения своей квалификации.
Подготовка к переносу труб
Прежде, чем приступить к переносу газовой трубы владельцу недвижимости следует обратиться в газоснабжающую организацию, по месту своего жительства с заявлением относительно желания внести изменения в систему газоснабжения квартиры. По указанному адресу придет технический специалист, чтобы произвести осмотр на предмет наличия условий для перемещения газового оборудования.
Если это возможно, представитель организации произведет нужные расчеты и составит смету расходов. Возможно, что возникнет необходимость в составлении нового техплана помещения, где проходит газовая труба, в котором перенос будет учтен. После внесения предоплаты за услуги, газовщики назначат день проведения работ.
Владельцу помещения необходимо убедиться в наличии сертификации у газовой компании — потребовать у ее сотрудников соответствующую документацию, которая должна предоставляться клиентам по их требованию.
Когда прибудут специалисты, чтобы перенести газовую трубу, следует проверить наличие у них удостоверений, которые подтвердят их квалификацию. Только тогда мастеров можно допускать в квартиру. После завершения процесса переноса газовики должны составить акт о проделанной работе и сделать в газовом паспорте соответствующую запись.
Положения СНиП об обустройстве газопроводов в квартире
Согласно положениям, прописанным в СНиПе, расстояние между газопроводом, проложенным открыто в помещении или в полу, и инженерными коммуникациями другого назначения (канализационными, отопительными, водопроводными системами) должно позволять производить осмотр и ремонт газового оборудования и соответствующей арматуры.
При этом нельзя допускать, чтобы газопроводы пересекали вентиляционные решетки, проемы окон и дверей.
Между газовой трубой, проложенной в стене, и средствами проводной связи и вещания минимальный промежуток определяют с учетом техники безопасности, которая предусмотрена правилами относительно проведения работ с кабельными линиями.
Минимальное расстояние и допустимость пересечения между газопроводом и электрической проводкой, находящейся внутри помещений, определяют на основании ПУЭ.
Прокладка газопровода производится в жилых строениях на высоте минимум 2,2 метра от уровня напольного покрытия до низа трубы, а при наличии на ней утепления – до низа изоляционного материала.
О чем предупреждает СНИП
Газопровод, который проводится в полу или внутри любого помещения, должен находиться на определенном расстоянии от канализационных труб, водопровода, отопления и иного технологического оборудования. Такое правило исходит из того, что в процессе эксплуатации газовой системы необходимо будет периодически осматривать, а по мере надобности, производить ремонт и разные виды обслуживания.





Между газопроводом, системой проводного вещания и связи, проходящими в стене, минимальное расстояние устанавливается согласно правилам техники безопасности. А между газопроводом и коммуникациями электроснабжения, протянутыми внутри помещения, допустимое расстояние и возможность их пересечения определяются требованиями, установленными ПУЭ.
Прокладка газопровода в зданиях должна быть расположена на высоте не менее 2 м. 20 см от уровня пола до нижнего касания с газовой трубой, если она покрыта утеплителем, то до низа изоляционного слоя.
Крепятся газовые трубы к стенам, перекрытиям или колоннам посредством подвесок, хомутов, крючьев, кронштейнов и др. Расстояние между крепежами газопровода устанавливается согласно с правилами, определенными в СНИП за номером 2.04.12-86.
Монтаж газовых труб, которые транспортируют сжиженный газ, необходимо производить с 3% уклоном системы. Если в здании устанавливается счетчик, то уклон должен идти от него.
Вертикальные газовые трубы в местах пересечения их со строительными сооружениями должны быть обернуты специальным футляром. Пространство между футляром и газопроводом заполняется любыми мягкими материалами (просмоленной паклей, резиновыми втулками и др.).
Торец такой обложки должен выступать над полом как минимум на 3 см, а диаметр ее устанавливается так, чтобы между футляром и трубой был кольцевой промежуток не менее 5 миллиметров, если диаметр трубы составляет не более 32 мм, и выступать не менее чем на 10 мм, если диаметр газопровода превышает указанный размер.
Бытовые газовые приборы и другие газогорелочные устройства крепятся к системе с помощью жестких соединительных приборов.
При любых манипуляциях с газовыми магистралями следует помнить, что не исключена вероятность протечек газа, которая может привести к несчастным случаям. Поэтому если перенос газовой трубы запланирован для того, чтобы придать помещению эстетичности, необходимо продумать другие варианты в переделках, не затрагивая системы газоснабжения. Если же вы решились на реконструкцию, то проводить работы необходимо со специалистами, удалив из помещения членов семьи.
Сварка газовой трубы газосваркой
Как и в любом сварочном процессе в первую очередь сами трубы необходимо подготовить. Очень важный момент заключается в том, чтобы не пропустить дефекты торцов соединяемых встык газовых труб. Они могут не совпадать между собой по размерам и форме отверстия. Особенно это касается формы. Она может быть не круглой, а овальной, что создаст трудности не только со свариванием, но с точной стыковкой.
Варить газовые трубы с тонкой стенкой можно и без формирования кромки, но лучше с ними. Потому что сварочная ванна, образованная ими дает полное и качественное заполнения зазора. Обязательно кромки обрабатываются до металлического блеска, то есть, удаляется ржавчина, грязь, следы других материалов. Если на участке сваривания присутствуют жировые и масляные пятна, то из также придется удалить, хотя бы растворителем. Эти меры действенны, именно они влияют на качество сварочного шва.
Следующий подготовительный этап – это выбор присадочной проволоки. Здесь все просто – она должна быть изготовлена из того же сырьевого материала, что и сам газовый трубопровод.
Все готово, можно переходить к сварке. Горелка подносится к сварочной ванне под наклоном, сюда же подается и присадочная проволока
Важно сначала хорошо прогреть торцы двух соединяющихся труб до красного состояния. После чего в ванну вводится проволока, которая под действием высоких температур расплавляется, и ее металл заполняет зазор между кромками
Необходимо отметить, что при этой технологии не происходит соединение металлов труб и проволоки на межкристаллических связях. Поэтому такое соединение не является высокопрочным. Хотя для труб газоснабжения под небольшим давлением этого будет достаточно.
- Если для сварки газовых труб используется ацетилен, то сварочный шов можно сделать за один проход.
- Температура горения этого газа очень высокая, и ее достаточно, чтобы хорошо нагреть кромки и быстро расплавить присадочную проволоку в большом объеме.
- Начало и конец шва надо обязательно соединить внахлест.
Нередко встречаются ситуации, когда место расположения сварочного стыка находится в неудобном месте (к примеру, около стены). Поэтому всегда присутствует вероятность, что он будет некачественно проварен. Если это трубы большого диаметра, то можно сваривать их снаружи и изнутри. Для того чтобы произвести сварку изнутри, надо будет сделать недалеко от стыка отверстие, чтобы в него поместилась рука с проволокой и горелкой, и провести сваривание по внутреннему диаметру.
Кстати, нужно сказать, что некоторые сварщики с высокой квалификацией прекрасно варят газовые трубы электросваркой. Благо для этого есть инверторы. Поэтому на вопрос, а можно ли варить трубы с тонкой стенкой электродуговой сваркой, можно ответить положительно.
Техника безопасности
Техника безопасности — это в принципе первое, что вы должны изучить перед тем, как приступить к работе. Работа с газовыми трубами сопряжена с опасностью для жизни и здоровья, так что отнеситесь к этому со всей серьезностью.
Правило первое: никогда не открывайте резко баллон с газом. Иначе есть вероятность, что клапаны кислородных редукторов могут воспламениться. И уж чего нельзя допускать, так это взрыва кислородного баллона. А такая ситуация возможна, ведь в баллоне очень высокое давление.
Правило второе: если вы решили применить метод газовой сварки, то защитите глаза с помощью сварочной маски. Иначе можете испортить свое зрение. И в целом, экипировка нужна при применении любой технологии сварки. Так что не пренебрегайте ею.
Правило третье: не проводите сварочные работы в помещении с наглухо закрытыми окнами или с плохой вентиляцией. Также уберите из комнаты все предметы, которые могут легко воспламениться или сами могут стать причиной пожара.
Правило четвертое: после сварки нужно провести контроль качества соединений и убедиться, что швы герметичные. Только после этого можно подавать газ по трубам.
Аргоновый метод для газоснабжения
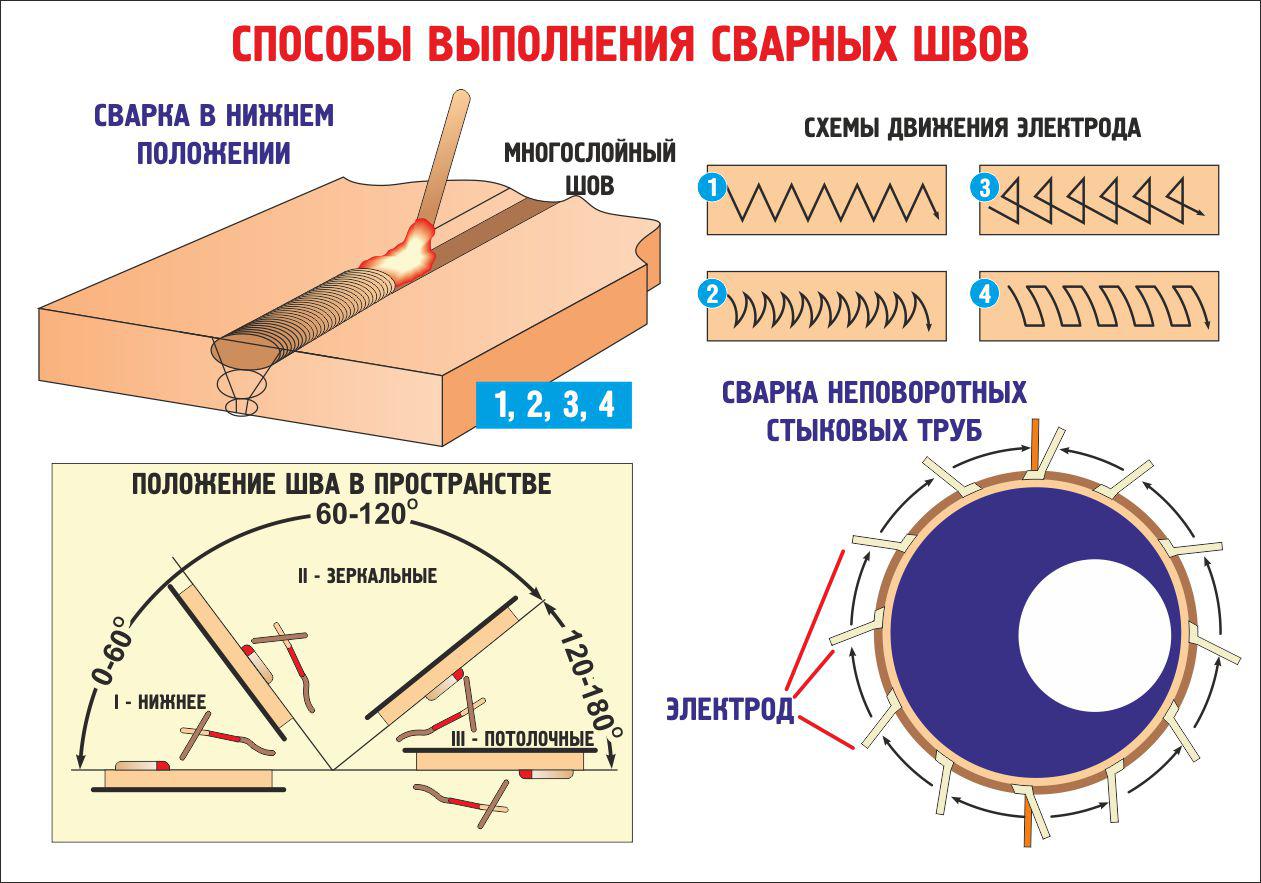
Процесс соединения газовых труб может вестись под защитой от воздействия окружающей среды аргоном. Сварка труб из стали осуществляется с помощью вольфрамового сердечника. Для проведения сварки используется ток прямой полярности. Все работы ведутся на заготовительных участках, свариваются трубопроводы большого диаметра. При прохождении корня стальной сердечник не используется. Сварка основных проходов производится с присадкой.
При сварке газовой трубы, толщина стенки которой менее 4 мм, электрод ведется от верха к низу заготовки. При более толстой стенке, сварку осуществляют снизу вверх. Но лучший шов получается при работе в нижнем положении.
Начинать и заканчивать сваривание стыка следует лишь на кромочном участке шва или в месте расплава. Оканчивают сварку стыка с нахлестом на предыдущий шов не менее 30 мм. Подача газа продолжается еще несколько десятков секунд, резко прерывать ее нельзя.
При сварке газовых труб из нержавеющей стали необходимо использовать флюс. При сварке труб с толщиной стенки свыше 10 мм использовать кольца для подкладки не рекомендуют.
Сварка ведется с помощью обратноступенчатого способа. Участки провара не свыше 200 мм. Шов плавно должен переходить на трубу, без резких перепадов. Такая особенность показывает надежный провар стыка.
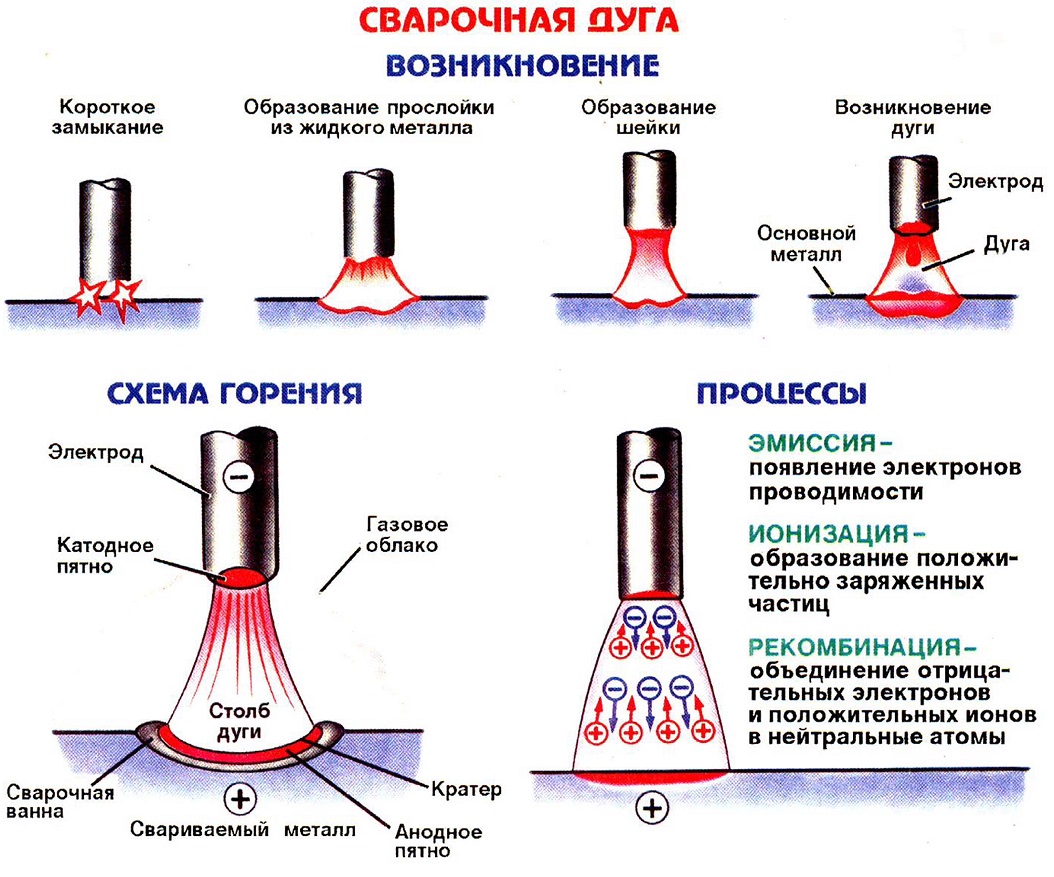
Аргонодуговая сварка

Дуговая сварка с аргоном (TIG) проходит в газовой среде. Её основа — электрод с покрытием из вольфрама и инертный газ. Такие электродные стержни не плавятся и не принимают участия в образовании соединения между элементами.
Они только ускоряют плавление металла заготовок. Расплавленные края соединяются между собой — это и есть шов. Аргон защищает зону сварки от влияния атмосферных газов (например, кислорода) и предотвращает ранее окисление.
TIG-сварка хороша для сваривания труб с тонкими стенками. А, чтобы соединить газовые трубы из стали, используйте постоянный ток. Диаметр стержней, которые вам понадобятся, должен соответствовать сечению свариваемой трубы.
Правила проведения сварочных работ на ПЭ трубах
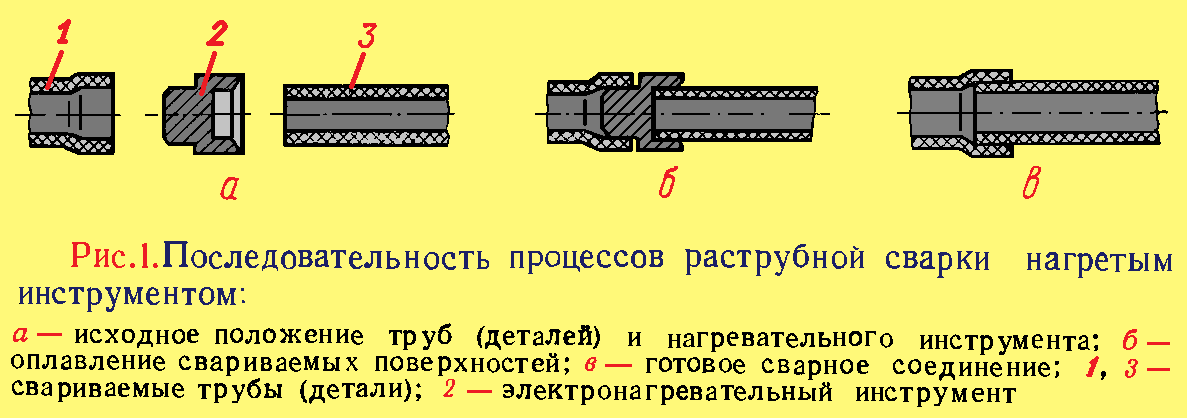
Когда производится сварка ПЭ труб встык, различают три основных способа:
У каждого из способов имеются свои технологические особенности, но сварочный процесс в любом случае должен проводиться с соблюдением ряда требований:
Для начала нужно правильно закупить полиэтиленовые трубы. Все они должны принадлежать одной партии и производителю. Разница между качественным и бракованным изделием может быть незаметна, потому в любом случае нужно отдавать предпочтение заводскому производству. Даже миллиметровое расхождение в диаметре двух стыкуемых труб может привести к дефектам последующей эксплуатации системы.
Также использование изделий, произведенных в идентичных условиях, обуславливает полное соответствие труб по химическому составу и толщине. Данные показатели влияют на время выполнения сварочных работ, а точнее – на этап разогрева. Несоответствие двух труб друг другу может привести к тому, что одна из них расплавится сильнее, а вторая, наоборот, не достигнет нужных кондиций
В этом случае стыковочный шов будет недостаточно прочным.
То, насколько материал будет чистым, также очень важно. Любая технология сварки ПЭ труб предполагает работу с идеально чистой поверхностью
Мельчайший песок, пыль, грязь и прочие твердые частицы могут привести к образованию недостаточно герметичного шва.
Также важно учитывать погодные условия при работе на открытом воздухе, ведь повышенная влажность во время выпадения осадков, перегрев элементов под открытыми лучами солнца и переохлаждение на морозе могут привести к ухудшению прочностных характеристик шва.
Наконец, очень важным этапом работ является остывание созданного шва. Вплоть до полного остывания разогретого полимера нужно зафиксировать изделия относительно друг друга.
Какие бывают газопроводы
Газопровод – это специализированный газопровод, предназначенный для транспортировки и хранения определенных объемов голубого топлива. Он может иметь несколько конструктивных особенностей, которые различаются в зависимости от задач, поставленных перед магистралью.
Например, сети международного значения транспортируют огромные объемы газа на большие расстояния, поддерживая постоянное давление на высоком уровне. Именно поэтому любые эксперименты с системами газоснабжения неуместны и могут быть опасны не только для вас, но и для окружающих.
Это означает, что оптимальным вариантом работы с системой будет вызов соответствующих служб, специализирующихся на работе с газовыми коммуникациями, что соответствует требованиям законодательства.
Закачка в трубопровод должен осуществляться специалистом газовой службы, имеющим необходимый уровень допуска и соблюдающим все меры безопасности
Трубопроводы устроены так же, как кровеносная система человеческого тела. Их роль можно сравнить с ролью коронарных сосудов. А уже из центральных идут трубы регионального значения, по которым голубое топливо распределяется между потребителями.
Они меньше основных и поэтому давление внутри них намного ниже. Однако даже в таких газовых сетях возможны его скачки как в сторону уменьшения, так и в сторону увеличения.
Подключение к газовым коммуникациям происходит при наличии у организации специального разрешения. А можно попробовать провести электропроводку внутри своего дома своими руками. Для этого нужно просто знать четкую последовательность действий и придерживаться необходимых мер безопасности.


Технология
Газосварочные работы включают в себя два этапа: подготовку свариваемых деталей и непосредственно сам процесс сварки.
Подготовка труб
Перед работой металл необходимо очистить от загрязнений, ржавчины, технических масел. Очищают кромки и прилегающую к ним поверхность – внутреннюю и внешнюю – на расстояние не менее 20 мм.
Затем следует механическая обработка деталей – при толщине металла более 3,5 мм на кромках делают скосы под углом около 45º. Это связано со способностью металла прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм, выполнять скосы не нужно. Острый край кромки притупляется, чтобы металл не плавился и не стекал внутрь трубы. Точный угол скоса и притупление регулируются ГОСТ 16037-80.
В случаях когда трубопровод не предназначается для транспортировки газа или жидкости под высоким давлением, используются и другие варианты стыковки:
- с подкладным кольцом, без скосов кромок;
- со вставным кольцом и раструбом;
- с выполнением внутренней вытачки в трубах для их центровки.
Материал для прихваток обычно используют тот же, что и для сварки – сварочную проволоку. Поверхность прихватки очищают, а при работе ее переплавляют или удаляют.
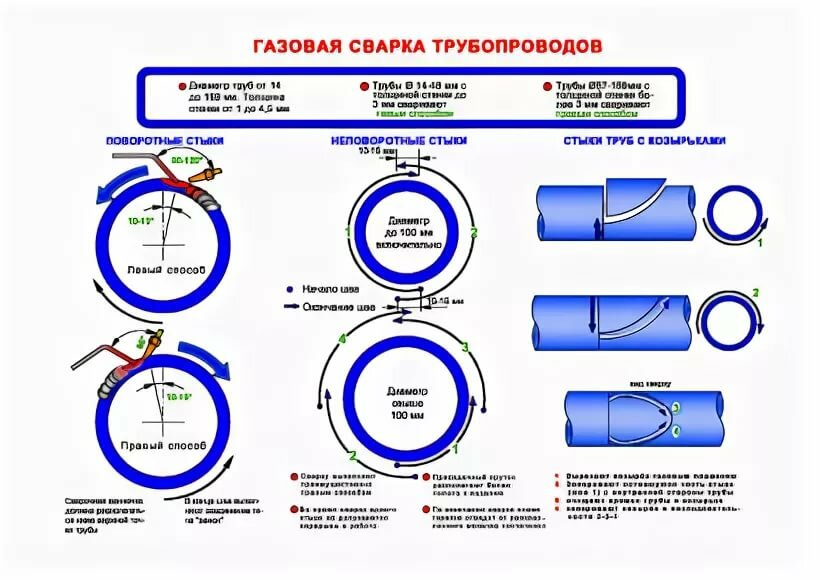
Способы газосварки
Сварка труб осуществляется двумя способами:
- Шов выполняется слева направо (правый способ). Этот способ используется при толщине металла более 5 мм. При проведении работы правым способом пламя горелки направлено назад – на уже обработанную часть шва, сварочная проволока находится за горелкой. Это способствует увеличению глубины плавления. Правый способ имеет преимущества: низкое потребление горючего газа и высокую производительность труда.
- Проложение шва справа налево (левый способ). Таким образом свариваются тонкостенные элементы. При этом пламя горелки направлено вперед – на еще несваренные стыки, сварочная проволока располагается перед горелкой. Сварщик хорошо видит рабочую поверхность. Это более трудоемкий способ, но в результате получается более аккуратный шов, равномерный и красивый.
После проведения сварочных работ швы очищаются от шлаков и окалины и проверяются на наличие дефектов: трещин, отверстий, подрезов. Выпуклость шва должна быть 1-3 мм, но не больше 40% толщины металла, ширина не должна превышать толщину стенки трубы больше, чем в 2,5 раза. Поверхность должна быть ровной и гладкой. Если шов имеет дефекты, его необходимо исправить.
Подготовка труб
Сварочные работы газопровода требуют проведения подготовительных работ. Они состоят в очистке свариваемых поверхностей от загрязнений, ржавчины. Масляные пятна удаляют с помощью растворителя. На толстых стенках оформляют кромки. Сварка тонких стенок осуществляется без этого. Острие кромок притупляют.
Затем осуществляют центрирование труб с целью совмещения их осей. Это можно делать с помощью специального оборудования. Обязательной является надежная фиксация. Удобно это делать с помощью прихваток — коротких поперечных швов, выполняемых на определенном расстоянии друг от друга, зависящим от диаметра труб.
Немного математики и цифр
Одним из главных факторов, обеспечивающих бесперебойную подачу газа, является пропускная способность газопровода. Поэтому к расчёту данного параметра предъявляются особые требования. Такие расчеты нужно производить независимо от вида газовых труб, которые планируется использовать — стальные или пластиковые.
Максимальное значение пропускной способности трубы определяется по формуле:
Qмакс =196,386T×(P/Z)×(Ду/2) , где
P – абсолютное давление газа или рабочее давление в системе газопровода плюс 0,1 МПа; Ду – величина условного прохода трубы; T – температура транспортируемого газа в градусах Кельвина; Z – коэффициент сжимаемости. Анализ этой формулы указывает на то, что чем T больше, тем пропускная способность должна быть выше, иначе газопровод разгерметизируется, что может привести к взрыву.
 От правильного выбора труб зависит не только работоспособность газопровода, но и безопасность всей системы
От правильного выбора труб зависит не только работоспособность газопровода, но и безопасность всей системы
Впрочем, сделать выбор можно, воспользовавшись данными из ниже размещённой таблицы. В ней представлены пропускные способности труб в зависимости от создаваемого газом давления.
Таблица 1
| Рабочее давление (3), МПа | Пропускная способность газопровода м3/час Z=1, V=25 м/с, T=293˚K. (20˚С). | |||||||
| DN500 | DN400 | DN300 | DN200 | DN150 | DN100 | DN80 | DN50 | |
| 10,0 | 1691500 | 1008720 | 609030 | 270680 | 152255 | 67670 | 43305 | 16915 |
| 7,5 | 1273000 | 814720 | 458280 | 203680 | 114570 | 50920 | 32585 | 12730 |
| 5,5 | 938000 | 600320 | 337680 | 150080 | 84420 | 37520 | 24020 | 9380 |
| 3,5 | 603000 | 385920 | 217080 | 96480 | 54270 | 24120 | 15435 | 6030 |
| 2,5 | 435500 | 278720 | 156780 | 69680 | 39195 | 17420 | 11145 | 4355 |
| 1,6 | 284500 | 182240 | 102510 | 45560 | 25625 | 11390 | 7920 | 2845 |
| 1,2 | 217500 | 139360 | 78390 | 34840 | 19595 | 6710 | 5570 | 2175 |
| 0,6 | 117000 | 75040 | 42210 | 18760 | 10550 | 4690 | 3000 | 1170 |
| 0,3 | 67000 | 42880 | 24120 | 10720 | 6030 | 2680 | 1715 | 670 |