
Радиус гиба труб: размеры, материалы и особенности
Труба является просто незаменимым изобретением человека. Без нее не обходится ни одна техника, строительство и комфортное проживание. Трубы несут в наш дом воду и газ, отводя при этом все ненужные стоки.
На производстве они также являются неотъемлемыми элементами для полноценного функционирования. Но при применении труб не всегда обходятся простым прямым прокладыванием. Они имеют изгибы и повороты.
Применяемый метод зависит от материала и диаметра. Рассмотрим, какой же бывает радиус гиба труб, и все особенности этого процесса.
Медные трубы
Если в случае со сталью все просто, то медь имеет свойство быстро лопаться и портиться при гибке. Для того, чтобы избежать нежелательных последствий, можно применять обыкновенный песок.
До начала гибки засыпьте песок в полость. Обязательно нужно проследить, чтобы он был сухой. Далее прогрейте горелкой место гиба. Проверить достаточный нагрев поможет обычная бумага.
Она должна загореться, если поднести ее к трубе. Далее постепенно, без резких движений, нужно выводить нужный радиус гиба труб.
Главное – соблюдать аккуратность, так как можно легко получить разрыв материала.
Алюминиевые трубы
Пример гиба трубы
Гибка алюминиевых труб примерно такая же, как и медных. Причиной тому является податливость этих двух металлов. Но в случае с алюминием можно также использовать лед.
Для этого просто залейте воду в полость, предварительно поставив заглушку на один конец. Залив, нужно выставить ее на улицу (обязательным условием является морозная погода).
После полного замерзания воды можно постепенно гнуть. Лед здесь точно так же работает, как и песок.
Металлопластиковые трубы
По мере распространения металлопластиковых труб многие начали применять их во всех возможных коммуникациях. Они надежны, практичны, недороги и удобны в монтаже.
Но как гнуть металлопластиковые трубы? Для этого применяют или простой ручной труд (если металл в трубе мягкий), или метод гибки при помощи пружины (он рассматривался выше).
Обязательным является выполнение условия, что нельзя гнуть металлопластиковую трубу больше 15 градусов на каждые 2 сантиметра. В случае пренебрежения этим параметром труба просто может стать непригодной по причине большого количества повреждений.
Пластиковые трубы
Пластик очень сложно гнуть, чтобы не повредить материал и не снизить толщину стенок. Для этого значительно лучше приобрести специальные переходники. Но как правильно гнуть трубы из пластика, если нет возможности приобрести угол? Для этого нужно иметь у себя под рукой строительный фен.
https://youtube.com/watch?v=KhOdZb6GR3k
Для работы с ним нужно выставить температуру 140 градусов, и не спеша прогревать всю поверхность трубы. Главным условием является не допустить перегрева, так как пластик при 175 градусов может уже стать полностью жидким.
После достижения нужной пластичности материала изделие загибается. Чтобы избежать изменения толщины внешней стенки, на нее накладываются небольшие кусочки такого же материала и так же прогреваются феном.
Это позволяет приварить их и избежать прорыва трубы именно в месте колена.
Заключение
Трубопровод сопровождает человека везде и всегда. Без него нельзя было бы создать удобства в доме и обеспечить работоспособность различных агрегатов. При этом используются гнутые металлические трубы, трубы из пластика и цветных металлов.
Но как сделать поворот правильным, чтобы не повредить сам материал? Для этого применяются различные приспособления. В их отсутствие можно также использовать и методы «Кулибиных», которые являются не менее эффективными.
Главное – не переусердствовать, и сделать все максимально правильно, чтобы в дальнейшем получить полностью функциональный трубопровод.
Радиус гиба трубы — приспособления для получения в быту и промышленности
На строительном рынке можно обнаружить большое количество приспособлений индивидуального использования для изгибания труб, от простейших пружин до сложных электромеханических станков с гидравлической подачей.
Ручные трубогибы
Трубогибы данного класса обладают невысокой стоимостью, имеют простую конструкцию, малый вес и габариты, процесс изгибания заготовки происходит за счет физического усилия работника. По принципу работы ручные агрегаты, выпускаемые промышленностью, можно разбить на следующие категории.
Рычажные. Изгибание производится за счет большого рычага, позволяющего уменьшить прилагаемое мышечное усилие. В таких устройствах заготовка вставляется в оправку заданной формы и размера (пуансон) и с помощью рычага происходит огибание шаблонной поверхности изделием — в результате получается элемент заданного профиля. Рычажные устройства позволяют получать радиус закругления в 180 градусов и подходят для труб из мягких металлов небольшого диаметра (до 1 дюйма). Для получения закруглений различного размера используют сменные пуансоны, для облегчения проведения работ многие модели оснащаются гидроприводом.
Рис. 7 Арбалетные приспособления ручного типа, чтобы получить нужный радиус гиба трубы
Арбалетные. При работе заготовка помещается на два валика или упора, а изгибание происходит давлением на ее поверхность между упорами пуансона заданной формы и сечения. Агрегаты имеют сменные пуансонные насадки и передвижные упоры, позволяющие задавать радиус изгиба стальной трубы или заготовок из цветных металлов.
Гибочный башмак установлен на штоке, который может перемещаться с помощью винтовой передачи, гидравлического давления жидкости при ручном нагнетании или посредством гидравлики с электроприводом. Подобные устройства позволяют производить изгибание труб из мягких материалов диаметром до 100 мм.
Трехроликовые агрегаты (трубогибочные вальцы). Являются самым распространенным типом трубогибочных агрегатов в быту и промышленности, работают по принципу холодной вальцовки. Конструктивно выполнены в виде двух роликов, в ручьи которых устанавливается заготовка, третий ролик постепенно подводят к поверхности, одновременно прокатывая изделие в разные стороны. В результате происходит деформация заготовки без складкообразования большего сечения, чем в других ручных трубогибах.
Отличительной особенностью агрегата является невозможность получения малого радиуса закругления (обычное значение 3 — 4 величины внутреннего диаметра).
Все перечисленные устройства являются бездорновыми агрегатами, поэтому неэффективны при гибке тонкостенных изделий, также их нежелательно использовать при работе с заготовками со сварным стыком стенок — при пластический деформации возможно раскрытие отдельных участков шва.
Рис. 8 Трубогибочные вальцы
Электромеханические трубогибы
Электромеханические агрегаты в основном используются в промышленности и обеспечивают выполнение следующих технологических процессов.
- Бездорновая гибка. Станки применяются при работе с заготовками, для радиусов гиба 3 — 4 D., способны изгибать толстостенные трубы для мебельной и строительной отрасли, магистральных трубопроводов. Станки имеют самую простую конструкцию и управление по сравнению с другими видами, отличаются малыми габаритными размерами и весом.
- Бустерная обработка. Агрегаты, работающие по специальной технологии продвижения каретки с деталью дополнительным узлом, разработаны для получения сложных гибов без утоньшения стенок. Применяются для изготовления змеевиков различной формы в тепловой энергетике, котельной и водонагревательной индустрии.
- Дорновая гибка. Агрегаты данного типа позволяют производить высококачественное изгибание тонкостенных элементов с наружным диаметром до 120 мм. Промышленные станки могут иметь автоматическое или полуавтоматическое исполнение с числовым программным управлением.
- Трехвалковая гибка. Конструкция широко используется для изгибания любых металлов и сплавов, отличается универсальностью: отлично справляется с профилем круглого или прямоугольного сечения, уголками и плоскими пластинами. Многофункциональность агрегата достигается за счет смены валков с различным видом рабочих поверхностей и размеров.
При помощи данного агрегата удобно гнуть элементы большой длины с одинаковым большим радиусом закругления на всем протяжении.
Рис. 9 Промышленные трубогибы
Радиусы гибки листового металла
При деформировании заготовок важно знать минимальные радиусы гибки листового металла. Для каждого элемента или сплава эти показатели разные. Если их не учитывать, заготовку легко испортить
Если их не учитывать, заготовку легко испортить.
Кроме материала, на радиус гибки влияют:
- вид листов (отожженные, наклепанные);
- положение линии гиба (вдоль или поперек волокон).
Минимальный радиус гибки листового металла
Для примера рассмотрим минимальные радиусы гибки металла в таблице.
| Материал | Отожженные | Наклепанные | ||
| Линия сгиба | ||||
| Поперек волокон | Вдоль волокон | Поперек волокон | Вдоль волокон | |
| Алюминий | 0,2 | 0,3 | 0,8 | |
| Медь | 0,2 | 1 | 2 | |
| Латунь Л68 | 0,2 | 0,4 | 0,8 | |
| Мягкий дюралюминий | 1 | 1,5 | 1,5 | 2,5 |
| Твердый дюралюминий | 2 | 3 | 3 | 4 |
| Сталь 05–08 | 0,2 | 0,2 | 0,5 | |
| Сталь 8–10, Ст1 и Ст2 | 0,4 | 0,4 | 0,8 | |
| Сталь 15–20, Ст3 | 0,1 | 0,5 | 0,5 | 1 |
| Сталь 25–30, Ст4 | 0,2 | 0,6 | 0,6 | 1,2 |
| Сталь 35–40, Ст5 | 0,3 | 0,8 | 0,8 | 1,5 |
| Сталь 45–50, Ст6 | 0,5 | 1 | 1 | 1,7 |
| Нержавеющая сталь Х18Н9Т | 1 | 2 | 3 | 4 |
Максимальный радиус гибки листового металла
Понятия максимального радиуса гибки нет. Если специалист точно знает, какой минимальный радиус гибки листового металла, значит, любые более крупные варианты подходят.
Расчет радиуса гибки листового металла
Из выше написанного следует, что расчет радиуса гибки листового металла, основывается на его параметрах. В учет берется материал изготовления, толщина изделия, способ изготовления заготовки, а также пожелания заказчика. Последние напрямую зависят от того, какое изделие необходимо получить.
ГОСТ радиуса гибки листового металла
Поможет определить радиус гибки листового металла ГОСТ и другие отраслевые стандарты. Например, для листовых материалов из сталей разработан ОСТ 1 00286-78. Этот документ устанавливает расчетную формулу, необходимую для определения минимального радиуса сгиба изделий толщиной до 3 мм. А в ГОСТ 17040-80 можно найти формулу для определения минимально допустимого радиуса сгиба за одну операцию штамповки при свободной гибке материала толщиной 4 мм.
8.1 Минимально допустимый радиус гибки
Минимально допустимый радиус гибки R (рисунок 8.1.1) зависит от следующих факторов:
- механических свойств материала изгибаемой детали;
- угла гибки, обусловливающего напряжение растяжение внешних волокон материала;
- направления линии гибки относительно направления волокон проката;
- наличия заусенцев на кромках изгибаемой заготовки и их расположения.
Рисунок 8.1.1 Схема назначения радиуса и длины пригибке (автор)
Слишком малые радиусы гибки влекут за собой разрыв материала. Минимально допустимый радиус гибки определяют по формуле Rmin = Ks,
где К — коэффициент, зависящий от механических свойств металла; s — толщина материала в мм.
Как правило, рекомендуется применять оптимальные радиусы гибки: R ≤ S — для материалов толщиной S до 1, 5 мм; R ≥ 2S — для материалов толщиной свыше 1, 5 мм. Минимальные радиусы гибки следует применять лишь в случае крайней необходимости.


В таблице 8.1.1 приведены значения коэффициента К.
При гибке под углом к направлению проката надо брать промежуточные значения К, пропорцинальные углу наклона линии гибки. В случае гибки узких заготовок, полученных вырубкой или резкой без отжига, радиусы гибки нужно брать, как для наклепанного металла.
При наличии заусенцев на кромках заготовок и их расположении снаружи от угла гибки значение коэффициента К необходимо увеличивать в 1,5 раза. Поэтому, как правило, гибку следует производить заусенцами внутрь.
Таблица 8.1.1 Значения коэффициента К (Справочник мастера по штампам)
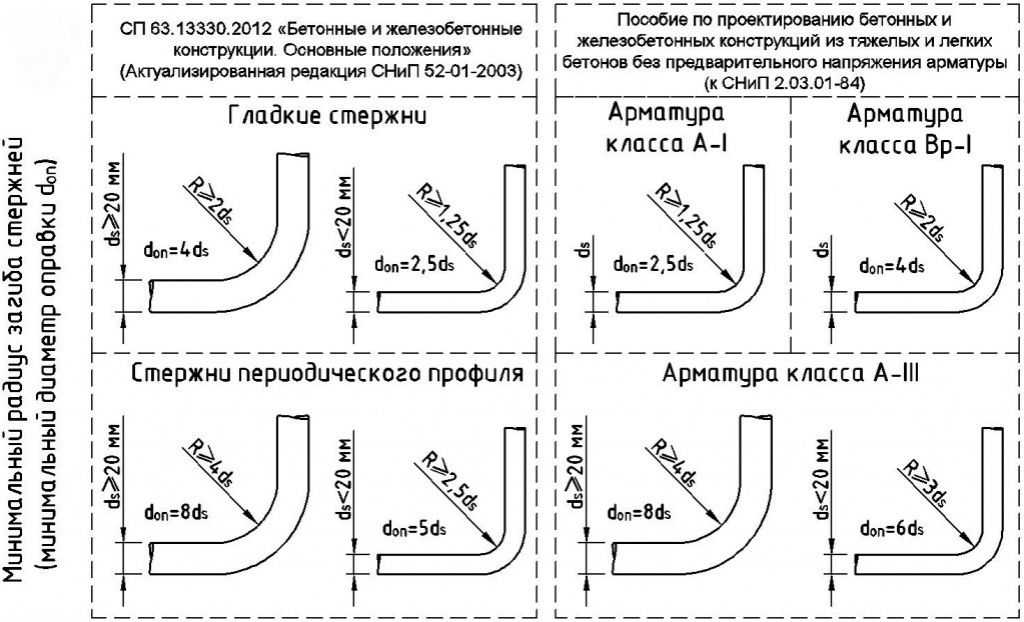
Минимальный — максимальный радиус загиба стержней (минимальный диаметр оправки) Арматура класса А500СП СТО3654501-005-2006, гладкие стержни, стержни периодического профиля, СП 63.13330.2012/СНиП5201-2003, арматура класса A-I, Bp-I, A-III Пособие к СНиП2.03.01-84.
Откроется в полном размере по клику в новом окне:
Откроется в полном размере по клику в новом окне:
Отводы ОТТ КТН
Общие технические требования компании «Транснефть» разработаны для изготовления отводов гнутых со следующими эксплуатационными свойствами:
ОТТ 23.040.00 КТН-105:
- номинальный диаметр 530 – 1220 мм;
- номинальное давление рабочей среды 14 МПа максимум;
- угол изгиба 1° – 66°;
- технология горячей деформации (индукционный нагрев);
- климатическое исполнение ХЛ и У;
- радиус изгиба от 2DN.
ОТТ 23.040.00 КТН-104:
- DN 159 – 426 мм;
- холодногнутые типа ГО;
- угол изгиба в пределах 90° с градацией в 1°;
- PN 9,8 МПа;
- антикоррозионное покрытие по требованию.
Гнутые отводы по ОТТ КТН предназначены для магистральных путепроводов нефтегазодобывающей и перерабатывающей отрасли с температурным диапазоном рабочей среды от -60°С до +150°С. Теплоизоляцией и лакокрасочными защитными составами фитинги покрываются только по предварительному согласованию.
Сферы применения гнутых отводов
Гнутые отводы ОГ изготавливаются с помощью индукционного нагрева ТВЧ и предназначены для выполнения поворотов магистральных трубопроводов, технологических обвязок насосных и компрессорных станций и других объектов нефтяной и газовой промышленности на давление до 10МПа, и промысловых трубопроводов на давление до 11,8 МПа, транспортирующих нефтепродукты и газ. Отводы изготавливаются с углами изгиба от 1° до 180° с градацией 1° и радиусами гиба от 1,5Ду до 10Ду (2DN, 3DN, 3.5DN 4DN, 5DN, 6DN, 7DN, 8DN, 9DN, 10DN). Классы прочности К42-K48-K52-К60.
Гнутые отводы отличаются от крутоизогнутых изделий намного большей величиной сгиба. В отличие от крутоизогнутых отводов в гнутых изделиях используются прямолинейные участки. Такие стальные отводы, как правило, отличаются большим весом. Они в основном применяются в местах, где по каким-либо причинам установка крутоизогнутых отводов невозможна или нецелесообразна. Отвод крутоизогнутый в отличие от гнутых изделий имеет значительно меньший радиус сгиба.
Инструменты и оборудование
Для сгибания стальных труб малого диаметра при монтаже коммунальных трубопроводов используют ручные приспособления и холодный способ деформации. Так, холодную трубу можно согнуть приспособлениями, использующими следующие методы:
- с помощью шаблонной обкатки для круглых труб диаметром до 76 мм. На станках, использующих обкатку, не получиться получить качественную округлость радиуса сечения в месте загиба;
- путем наматывания на неподвижный ползун, при продольном перемещении обкатывающего ролика ;
- основанный на передаче усилия пневмо- или гидроцилиндром месту сгиба с упором на два подвижных ролика;
- с протяжкой через подвижные направляющие ролики, что позволяет производить отводы с малым угол радиуса, используется на универсальных гибочных станках.
Гибка профильной трубы по радиусу квадратного или прямоугольного сечения осуществляется такими же способами, как и стальных труб круглого сечения. Главное отличие профильных трубогибных станков заключается в виде прокатных роликов, шаблонов и обкаток, которые имеют, соответственно, форму прямоугольного сечения.
Трубы больших диаметров гнут исключительно горячими способами на специальных станках, так используют метод:
- деформации заготовки на штампе, что позволяет изготавливать изделия с несколькими сгибами как в одной, так и нескольких плоскостях сразу;
- протяжки на специальном роге, дает возможность получать не только минимальные радиусы, но и заданную кривизну радиуса, при этом сохраняя равномерный диаметр сечения трубы за счет одновременной калибровки на внутреннем сердечнике.
Как производиться горячее сгибание заготовок труб на производстве можно посмотреть на данном видео.
Отводы ГОСТ 24950
Стандарт регламентирует выпуск холодногнутых отводов ГО и кривых вставок на их основе. Основными характеристиками фитингов являются:
- изготовлены из труб большого диаметра DN 219 – 1420 мм;
- угол изгиба с шагом 3°, по требованиям заказчика допускается кратность 1°;
- радиус изгиба 15 – 60 м в зависимости от DN.
Для отводов ГОСТ 24950 используются низколегироанные стали классов прочности К48 – К60 и углеродистые стали классов прочности К34 – К42. Для диаметров 219 – 426 мм применяются бесшовные и электросварные трубы, для DN 530 – 1420 мм только прямошовные трубчатые заготовки.
Отводы ОСТ 36-42
Отраслевой стандарт регламентирует производство сварных и гнутых отводов со следующими характеристиками:
- DN 10 – 400 мм;
- PN в пределах 10 МПа;
- технология изготовления холодным и горячим способом;
- углы изгиба 45°, 90°, 15°, 30° и 60°.
По индивидуальным ТЗ заказчика допускается изменение угла и радиуса изгиба в широком диапазоне. Материальное исполнение ОГ и ГО отводов по ОСТ 36-42 должно полностью соответствовать маркам сталей основного трубопровода.
Методы гибки труб без заводских приспособлений
В бытовых условиях нередко возникает необходимость в изгибании трубных заготовок при проведении строительных работ или монтаже газовых трубопроводов. При этом экономически нецелесообразно тратить финансовые средства на приобретение заводских трубогибов для разовых операций, многие применяют для этих целей простые самодельные приспособления.
Стальные трубы
Сталь относится к довольно жестким и прочным материалам, с большим трудом поддающимся деформации, основным методом изменения ее конфигурации является сгиб в нагретом состоянии с наполнителем при одновременном физическом воздействии. Для труб из тонкостенной нержавейки для получения длинного участка с небольшим радиусом изгиба применяют следующую технологию:
- Устанавливают заготовку вертикально, закрывают ее с одного конца пробкой и внутрь засыпают очень мелкий сухой песок, после полного заполнения вставляют пробку с другой стороны.
- Находят трубу или низкий вертикальный столб нужного диаметра и жестко закрепляют трубный конец на его поверхности.
- Оборачивают деталь вокруг трубной оси, поворачивая шаблон или обходя его вокруг.
- После навивки освобождают конец и извлекают изогнутую деталь из шаблона, снимают пробки и высыпают песок.
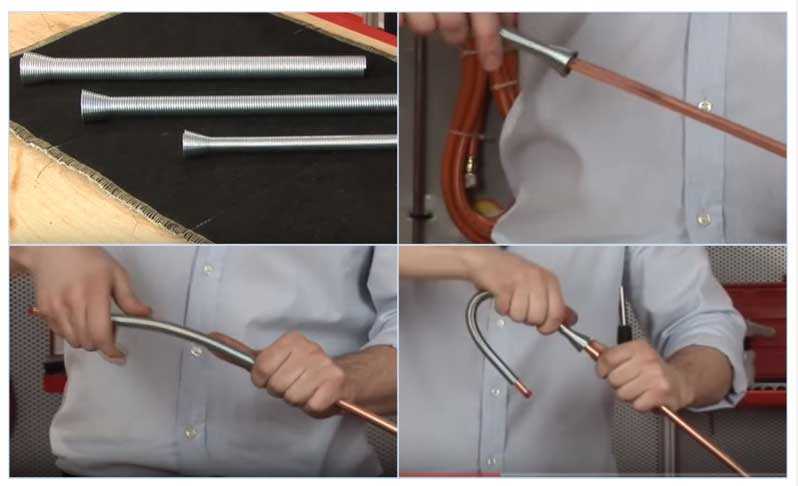
Рис. 11 Как получают нужный радиус изгиба медной трубы
Медные трубы
Медь относится к более мягким материалам, чем сталь, ее также удобно гнуть при нагревании или с помощью засыпанного внутрь песка. Можно также использовать для изгибания бытовой заменитель дорна – стальную пружину с плотными толстыми витками и сечением чуть меньше обрабатываемой детали. При проведении работ элемент вставляется внутрь и находится в точке, где производится деформация, а после проведения необходимых операций легко извлекается наружу. Но намного проще изгибать медные трубы специальным пружинным трубогибом (данные изделия можно приобрести в торговой сети), которые эффективны на коротких трассах и работают за счет равномерного распределения прилагаемого усилия на поверхность. Пружинное устройство работает следующим образом:
- Пружина одевается поверх трубы в нужное место, после чего ее вручную изгибают вместе с трубой.
- При дальнейшем изгибании пружину перемещают и производят загиб в другой точке.
- По завершении операции пружинный сегмент легко извлекается наружу без применения подсобных средств.
Другой популярный материал – алюминий, проще изгибать с нагреванием горелкой.

Рис. 12 Как гнут трубы без станка из алюминия
Металлопластиковые трубы
Да изгибания металлопластиковых труб в бытовом хозяйстве используется внутренняя или наружная пружина (кондуктор). Технология проведения работ аналогична операциям с медной трубой, при сгибке следует соблюдать допустимые ограничения по радиусу во избежание повреждения изделия.
Пластиковые трубы
Основным элементом для изменения конфигурации пластиковых труб является строительный или бытовой фен, для облегчения работ можно использовать песок. Изделия сложной формы гнут следующим образом:
- На деревянную плиту с помощью шуруповерта вкручивают саморезы по нужной конфигурации заготовки.
- Вставляют трубный конец между двумя шурупами и производят нагрев стенки трубы феном, обеспечивая направление изделия с поворотами и гибкой по заданному маршруту.
- По окончании работ выкручивают саморезы и извлекают заготовку.

Рис. 13 Способы гибки труб из металлопластика наружным и внутренним кондуктором
Можно воспользоваться еще одной простой технологией:
- Насыпают в пластиковую трубу песок и плотно закрывают ее концы.
- Помещают изделие на некоторое время в кипящую воду и затем извлекают на поверхность.
- Придают заготовке нужную форму, фиксируя ее в нужном положении и дожидаясь охлаждения.

Рис. 14 Как сгибают пластиковые элементы
Существующие промышленные и бытовые методы получения необходимого радиуса изгиба позволяет проводить данные операции с любыми материалами различных диаметров. Для проведения работ применяют специальные приспособления ручного или электромеханического принципа действия, в которых часто используются гидравлические узлы. В бытовом хозяйстве эффективными методами гибки является применение специальных пружин и нагрев изделий газовыми горелками или бытовым феном (при изгибании пластика).
Требования гостов к радиусам изгиба труб
Производство, монтаж и использование промышленных труб регулируется рядом законов. Многочисленные ГОСТы, в частности, распространяются на выполнение стандартных углов (поворотов) трубопровода.
Минимальное угловое отклонение трубопроводов из стали или цветных металлов может быть допущено в следующих диапазонах в соответствии с требованиями ГОСТ 17365-71:
- Для трубопроводов с наружным сечением (Dn) до 20 мм – от 2,5D
- Для трубопроводов с наружным сечением свыше 20 мм – от 3,5D.
Рис.1. Радиусы поворота стальных, медных и латунных труб
- R, мм – радиус
- A, градус – угол поворота
- Dn, мм – наружный диаметр
- L, мм – длина прямой части
- A, мм – длина изогнутой части
Таблица 1: Детали из медных и латунных труб должны иметь минимально возможный радиус изгиба.
| Внешний диаметр dн, мм | Min радиус изгиба по оси R, мм | Min длина свободного отрезка lmin, мм |
| 3 | 7,5 | 10 |
| 4 | 10 | 12 |
| 6 | 15 | 18 |
| 8 | 20 | 25 |
| 10 | 25 | 30 |
| 15 | 37,5 | 45 |
| 18 | 45 | 50 |
| 24 | 84 | 55 |
| 30 | 105 | 60 |
Для труб из легкого металла (металлических) уменьшение толщины стенки и переход от места изгиба к прямому состоянию не должно быть более 25%.
Р АЗМЕР ТРУБЫ ДО 22 ММ ручной гибочный станок
Ручной трубогиб, диаметр трубы – 42 мм
Таблица 2. Минимальные значения радиуса изгибов труб из нержавеющей стали
| Диаметр заготовки, мм | Min радиус изгиба R при толщине стенки | |
| до 2 мм | Более 2 мм | |
| 5-20 | 4d | 3d |
| 20-35 | 5d | 3d |
| 35-60 | 6d (рекомендуется не производить гибку трубы) | 4d |
| 60-140 | 7d (рекомендуется не производить гибку трубы) | 5d |
Уменьшение толщины стенки и переход от прямой трубы к прямой трубе не должно превышать 20%.
Таблица 3: Минимальные радиусы изгиба водопроводных и газовых труб относительно наружного сечения
| Параметры | Min радиус изгиба R, мм | Min длина свободного отрезка lmin, мм | ||
| Условный диаметр (условный проход) Dу | Внешнее сечение dн, мм | в нагретом состоянии | в остывшем (холодном) состоянии | |
| 8 | 13,5 | 44 | 84 | 40 |
| 10 | 17 | 58,5 | 108,5 | 45 |
| 15 | 21,3 | 75,6 | 140,6 | 50 |
| 20 | 26,8 | 93,4 | 173,4 | 55 |
| 25 | 33,5 | 115,7 | 216,7 | 70 |
| 32 | 42,3 | 151,6 | 271,6 | 85 |
| 40 | 48 | 174 | 314 | 100 |
| 50 | 60 | 210 | 390 | 120 |
| 65 | 75,5 | 262,8 | 487,8 | 150 |
| 80 | 88,5 | 309,3 | 574,3 | 170 |
C. B., электромеханический трубогиб До 28 мм диаметра трубы с C FLEX 22 (V)
Электронный штифт ромбической формы C. B. C UNI 42 A (диаметр ромбического штифта до 44 мм)

Таблица 4. Какая область имеет самую резкую округлость
| Внешнее сечение трубы (мм), Dн | Min показатели округлости |
| До 10 вкл. | 1 |
| Св. 10 до 18 вкл. | 2 |
| Св. 18 до 30 вкл. | 3 |
| Св. 30 до 50 вкл. | 4 |
| Св. 50 | 5 |
Таблица 5. Предельные значения сгибов при изгибе трубы
Внешнее сечение (мх), Dн
Складка длина L.
Сгибать высоту h
Несанкционированный
Продукция — Техмашхолдинг — группа компаний, официальный сайт
Утонение стенок труб, штампованных из листов, не должно превышать 15% от исходной толщины листа.
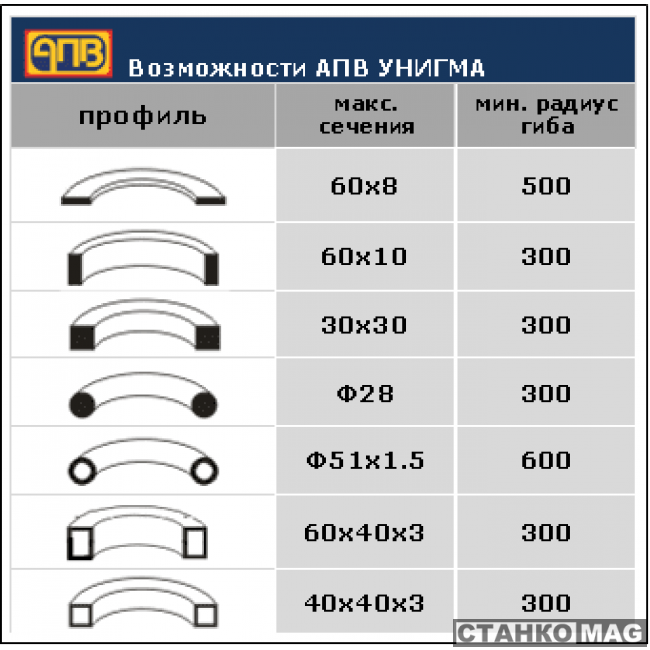
| Тип профиля | Наименьший радиус изгиба | Примечание |
| Стальные трубы: | Радиусы изгиба по оси трубы. Гибка без наполнения или оплавки. При меньших радиусах изгиба гибку следует производить с оплавкой или наполнением. | |
| при S=0,02D | 4D | |
| S=0,05D | 3,6D | |
| S=0,1D | 3D | |
| S=0,15D | 2D | |
| Обозначения: D — диаметр трубы; S — толщина стенки трубы |
К оглавлению
glavconstructor.ru
| Наименьшие радиусы и наименьшие длины прямых участков изогнутых труб показаны на рис. 1.
Рис.1 Длину изогнутого участка трубы А определяют по формуле: Где R – наименьший радиус изгиба, мм; dн – наружный диаметр труб, мм. При выборе радиуса изгиба следует по возможности предпочитать для изгиба трубы в холодном состоянии. https://www.youtube.com/watch?v=QObQZfhQPR0 Наименьшая длина прямого участка трубы Lmin необходима для зажима конца трубы при изгибе Радиусы изгиба медных и латунных труб, изготовляемых соответственно по ГОСТ 617-90 и ГОСТ 494-90 (см рис. 1) |
Наименьшая длина прямого участка Lmin | |
| 3 | 6 | 10 |
| 4 | 8 | 12 |
| 6 | 12 | 18 |
| 8 | 16 | 25 |
| 10 | 20 | 30 |
| 12 | 24 | 35 |
| 15 | 30 | 45 |
| 18 | 36 | 50 |
| 24 | 72 | 55 |
| 30 | 90 | 60 |
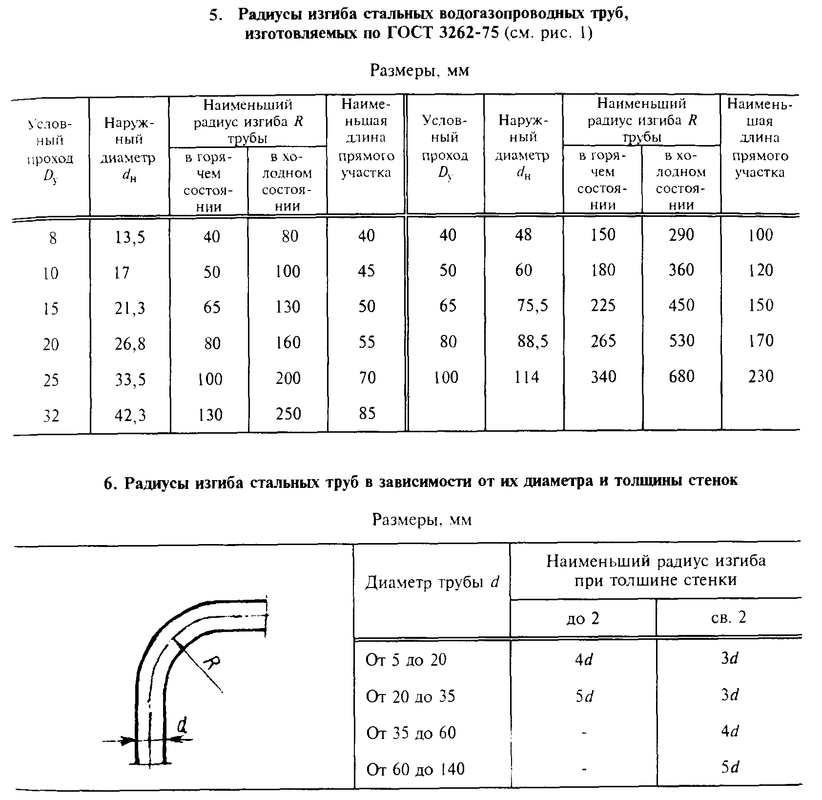
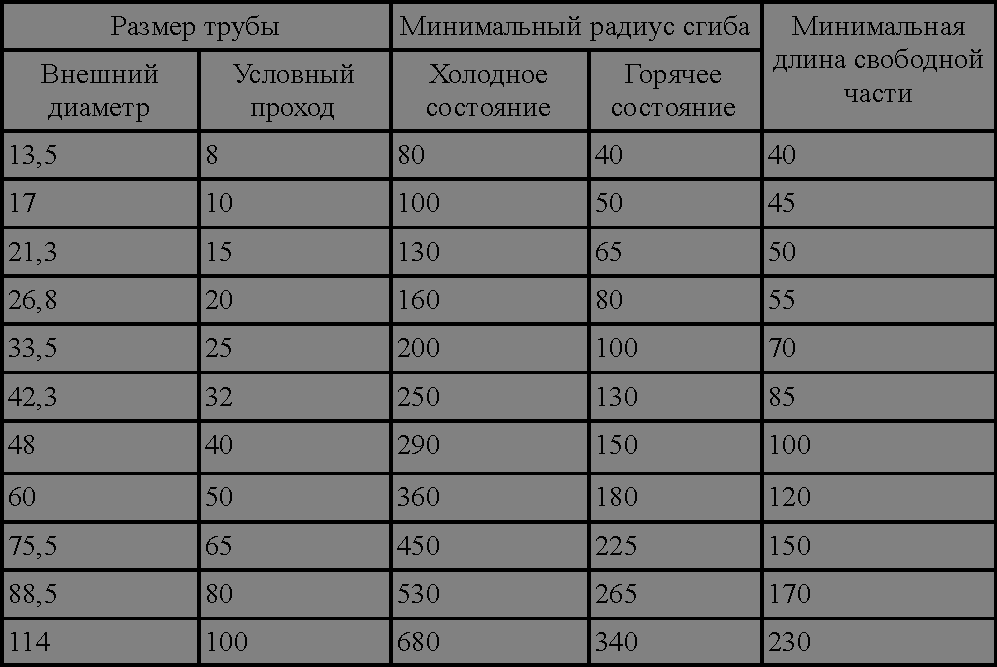
Радиусы изгиба стальных водогазопроводных труб, изготовляемых по ГОСТ 3262-75 (см рис. 1)
| Условный проход Dy | Наружный диаметр dн | Наименьший радиус изгиба R | Наименьшая длина прямого участка Lmin | |
| В горячем состоянии | В холодном состоянии | |||
| 8 | 13,5 | 40 | 80 | 40 |
| 10 | 17 | 50 | 100 | 45 |
| 15 | 21,3 | 65 | 130 | 50 |
| 20 | 26,8 | 80 | 160 | 55 |
| 25 | 33,5 | 100 | 200 | 70 |
| 32 | 42,3 | 130 | 250 | 85 |
| 40 | 48 | 150 | 290 | 100 |
| 50 | 60 | 180 | 360 | 120 |
| 65 | 75,5 | 225 | 450 | 150 |
| 80 | 88,5 | 265 | 530 | 170 |
| 100 | 114 | 340 | 680 | 230 |
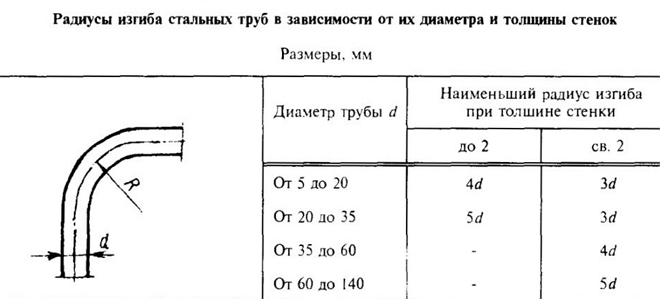
Радиусы изгиба стальных труб в зависимости от их диаметра и толщины стенокРазмеры, мм
| Диаметр трубы, d | Наименьший радиус изгиба при толщине стенки | |
| До 2 | Свыше 2 | |
| От 5 до 20 | 4d | 3d |
| От 20 до 35 | 5d | 3d |
| От 35 до 60 | — | 4d |
| От 60 до 140 | — | 5d |
В.И. Анурьев, Справочник конструктора-машиностроителя, том 3, стр.368-369., Москва 2001
rems-shop.ru
Гибы труб. Радиусы изгиба труб
Труба является просто незаменимым изобретением человека. Без нее не обходится ни одна техника, строительство и комфортное проживание. Трубы несут в наш дом воду и газ, отводя при этом все ненужные стоки. На производстве они также являются неотъемлемыми элементами для полноценного функционирования. Но при применении труб не всегда обходятся простым прямым прокладыванием.
Они имеют изгибы и повороты. Все это делается для того, чтобы максимально комфортно расположить их для потребителя, и создать коммуникации со всеми удобствами. Для сгибания труб применяют специальные приспособления, и делать это можно даже вручную. Применяемый метод зависит от материала и диаметра. Рассмотрим, какой же бывает радиус гиба труб, и все особенности этого процесса.